4ik
:л
9Ь
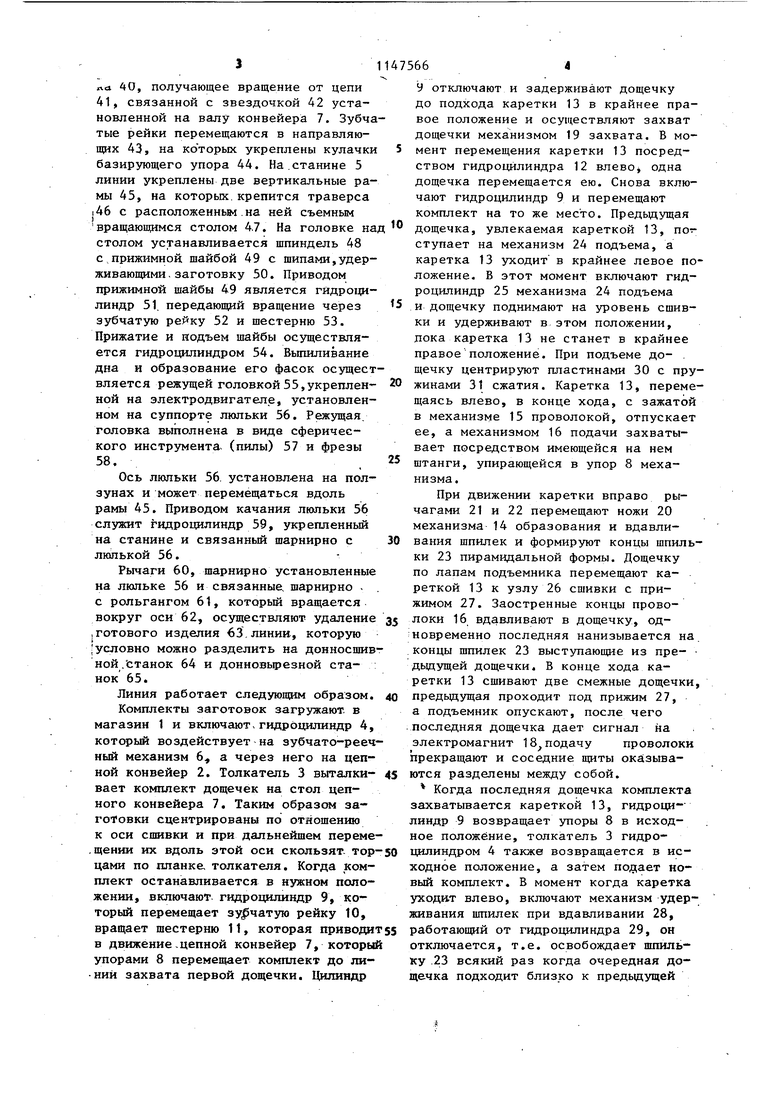
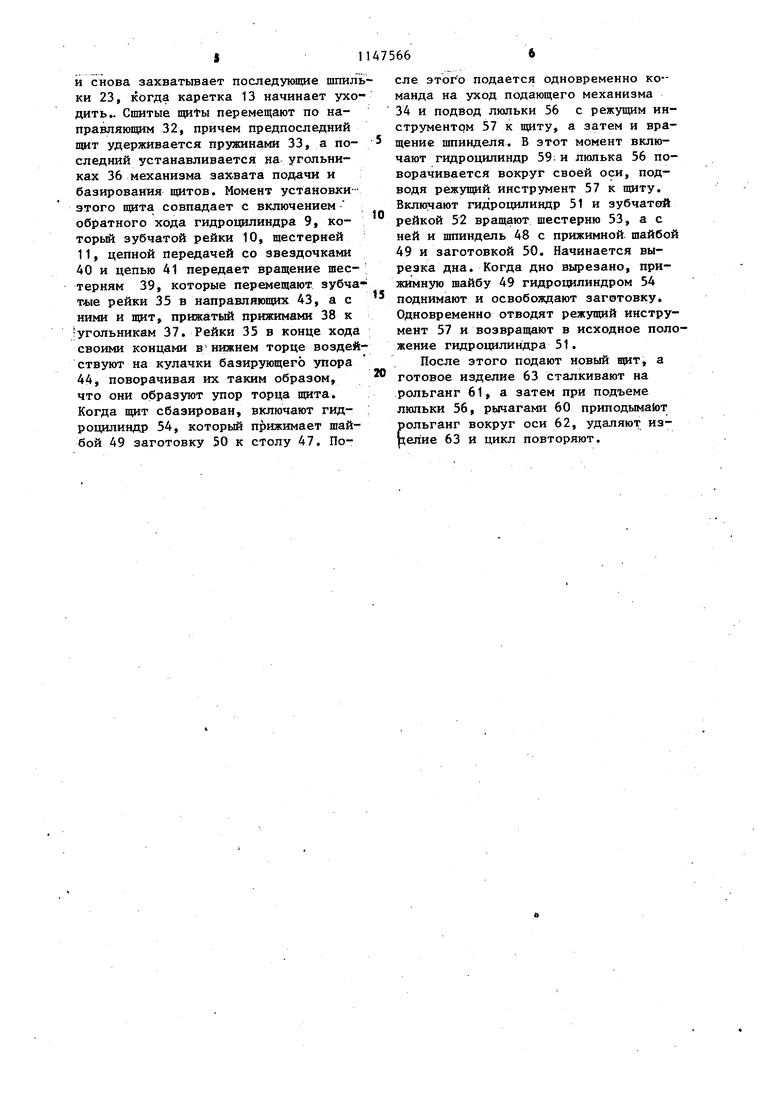
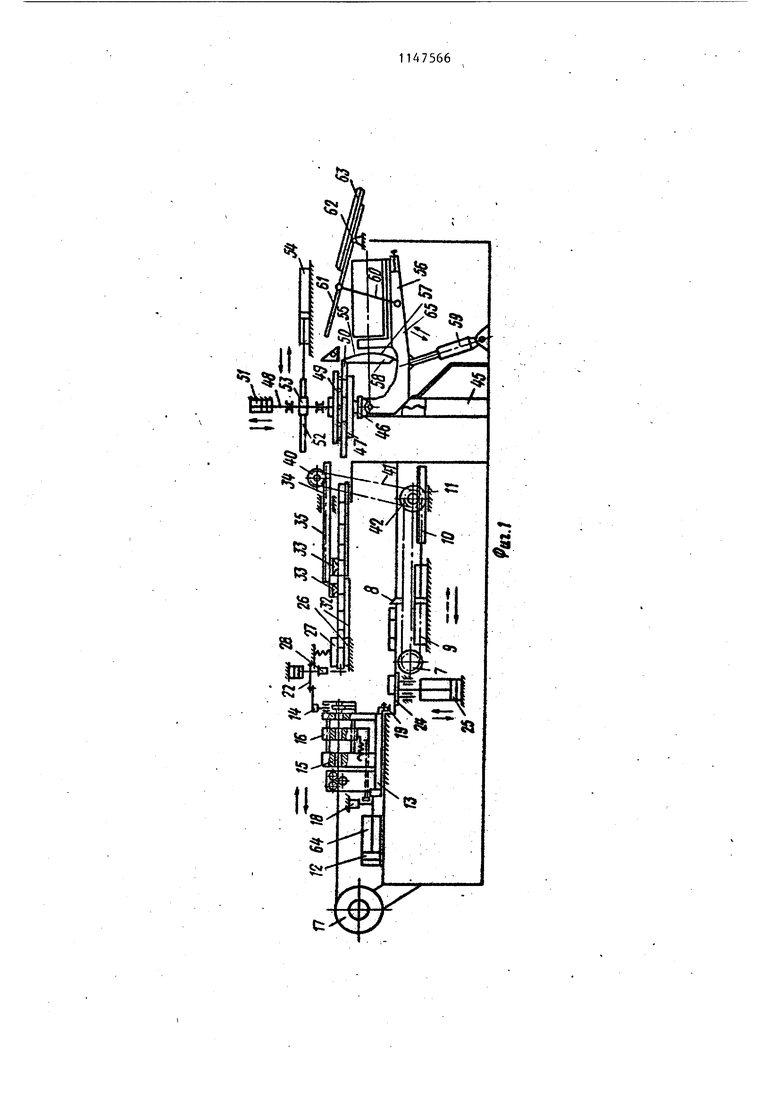
9) Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготов ления доньев бочек. Известно устройство для изготовления доньев бочек, состоящее из ста нины, механизмов прижима и резания il . Известна линия для изготовления доньев бочек, включающая станину, узел- сшивания заготовок доньев с центрирующим приспособлением и механизмом отрезки и подачи проволоки и привод 2j , Недостатком известных устройств является низкая производительность. Цель изобретения - повышение производительности устройства. Поставленная цель достигается тем что линия для изготовления доньев бочек, включающая станину, узел сшивания заготовок доньев с центрирующим приспособлением и механизмом отрезки и подачи проволоки и привод снабжена смонтированным на раме на выходе узла сшивания заготовок донн вырезным станком с механизмом подачи щитов, при этом центрирующее приспособление выполнено в виде шарнир но установленных на станине и подпружиненных относительно нее пласти а механизм подачи щитов выполнен в виде установленного-в направляюшдх станины зубчатьк реек с прижимами, причем рейки кинематически связаны шестернями с приводом. На фиг. 1 изображена.схема линии вид сбоку;,на фиг. 2 - схема меха-низма удерживания шпилек при сшивке на фиг. 3 - механизм формирования концов шпилекj на фиг. 4 - центрирую щий механизм, вид сбоку; на фиг. 5 то же, вид сверху, на фиг. 6 - устр ство для подачи и базирования щитов на фиг.. 7 - то же, схема сшивки смеж ных клепок. Линия содержит магазин 1, служащий для размещения пакета с комплектами дощечек на щиты и выдачи их покомгшектно на сшивку. Подающее устройство для подачи комплекта сос ит из двухцепного конвейера 2 с тол телем 3 поперечной подачи. Приводом служит гидроцилиндр 4, установленны на станине 5 и передающий движение толкателю 3 посредством зубчаторееч ного механизма 6, укрепленного на в лу конвейера 2, который установлен 6 под дном магазина 1. Толкатель 3 выталкивает комплект симметрично оси сшивки,- для чего он установлен на размер щита. Перемещение комплекта в продольном направлении осуществляют двухцепным конвейером 7 посредством двух упоров 8, при этом приводом служит гидроцилиндр 9, передающий движение посредством зубчатой рейки 10 и шестерни 11, укрепленной н-а валу конвейера 7. Укрепленный на станине гидроцилиндр 12 служит для возвратно-поступательного перемещения каретки 13 по направляющим. На каретке 13 расположены механизмы 14 образования и вдавливания шпилек, зажимной механизм 15, механизм 16 отрезки и подачи проволо ки. Проволока в виде бухт уложена на двух бобинах 17. Для прекращения подачи проволоки и разделения сшитых щитов служит электромагнит 18. На каретке 13 укреплен механизм 19 захвата дощечки, представляющий собой торцовой накалыватель с удержанием сверху. Механизм 14 образования и вдавливания шпилек содержит нож 20 и .посредством рычага 21 крепится к каретке 13, а рычагом 22 к станине донносшивного станка, при этом механизм 14 формирует концы шпилек 23 пирамидальной формы. Механизм 24 подъема дощечки с приводом от гидроцилиндра 25 служит для поштучного подъема дощечек на уровень сшивки. Узел 26 сшивки и прижимы 27 служат для создания необходимого сопротивления при вдавливании шпиле,к 23. Механизм 28 удерживания шпильки при вдавливании, имеющий привод в виде гидроцилиндра 29, служит, для создания равномерного вдавливания шпилек 23в смежные дощечки. Центрирующее устройство служит для центрирования дощечек при подъеме и состоит из двух пластин 30 шарнирно связанных со станиной и имеющих пружины 31. Направляющие 32 служат для перемещения сшитых щитов на втором ярусе линии в направлении вырезки и удерживающей пружины 33. Механизм 34 подачи и базирования щитов состоит из,двух зубчатых реек 35, связанных поперечиной 36, и угольников 37 для поддержки щита с прижимами 38. Рейки подучают перемещение от шестерен 39 укрепленных на общем валу, на одном конце которого имеется звездочла 40, получающее вращение от цепи 41, связанной с звездочкой 42 установленной на валу конвейера 7. Зубчатые рейки перемещаются в направляющих 43, на которых укреплены кулачки базирующего упора 44. На.станине 5 линии укреплены две вертикальные рамы 45, на которых, крепится траверса |46 с расположенньм.на ней съемным вращающимся столом 4.7. На головке на столом устанавливается шпиндель 48 с,прижимной шайбой 49 с щипами,удерживаю1цими, заготовку 50. Приводом прижимной шайбы 49 является гидротщлиндр 51, передающий вращение через зубчатую рейку 52 и шестерню 53. Прижатие и нодъем шайбы осуществляется гидроцилиндром 54. Выпиливание дна и образование его фасок осуществляется режущей головкой 55,укрепленной на электродвигателе, установленном на суппорте люльки 56. Режущая, головка выполнена в виде сферического инструмента, (пилы) 57 и фрезы 58.,
Ось люльки 56. установлена на ползунах и может перемещаться вдоль рамы 45. Приводом качания люльки 56 служит гидроцилиндр 59, укрепленный на станине и связанный шарнирно с лкшькой 56.Рычаги 60, шарнирно установленные на люльке 56 и связанные, шарнирно с рольгангом 61, который вращается вокруг оси 62, осуществляют удаление .готового изделия 63.линии, которую условно можно разделить на донносшивной,станок 64 и донновырезной станок 65.
Линия работает следующим образом. Комплекты заготовок загружают, в магазин 1 и включают гидроцилиндр 4, который воздействует на зубчато-реечный механизм 6, а через него на цепной конвейер 2. Толкатель 3 выталкивает комплект дощечек на стол цепного конвейера 7, Таким образом заготовки сцентрированы по отношению к оси сшивки и при дальнейшем переме, щении их вдоль этой оси скользят- тор цами по планке толкателя. Когда комплект останавливается в нужном положении, включают гидроцилиндр 9, который перемещает зубчатую рейку 10, вращает шестерню 11, которая приводи в движение.цепной конвейер 7, которы упорами 8 перемещает комплект до линий захвата первой дощечки. Цилиндр
У отключают и задерживают дощечку до подхода каретки 13 в крайнее правое положение и осуществляют захват дощечки механизмом 19 захвата. Б момент перемещения каретки 13 посредством гидроцйлиндра 12 влево одна дощечка перемещается ею. Снова включают гидроцилиндр 9 и перемещают комплект на то же место. Предьщущая дощечка, увлекаемая кареткой 13, подступает на механизм 24 подъема, а каретка 13 уходит в крайнее левое положение. В этот момент включают гидроцилиндр 25 механизма 24 подъема и дощечку поднимают на уровень сшивки и удерживают в этом положении, дока каретка 13 не станет в крайнее правое положение. При подъеме до- , щечку центрируют пластинами 30 с пружинами 31 сжатия. Каретка 13, перемещаясь влево, в конце хода, с зажатой в механизме 15 проволокой, отпускает ее, а механизмом 16 подачи захватывает посредством имеющейся на нем штанги, упирающейся в упор 8 механизма.
При движении каретки вправо рычагами 21 и 22 перемещают ножи 20 механизма 14 образования и вдавливания шпилек и формируют концы шпильки 23 пирамидальной формы. Дощечку по лапам подъемника перемещают кареткой 13 к узлу 26 сшивки с прижимом 27. Заостренные концы проволоки 16 вдавливают в дощечку, одновременно последняя нанизывается на концы шпилек 23 выступающие из предыдущей дощечки. В конце хода каретки 13 сшивают две смежные дощечки Предьщущая проходит под прижим 27, а подъемник опускают, после чего последняя дощечка дает сигнал на электромагнит 18 подачу проволоки прекращают и соседние щиты оказываются разделены между собой.
Когда последняя дощечка комплекта захватывается кареткой 13, гидроцилиндр 9 возвращает упоры 8 в исходное положение, толкатель 3 гидроцилиндром 4 также возвращается в исходное положение, а затем подает новый комплект. В момент когда каретка уходит влево, включают механизм удерживания шпилек при вдавливании 28, работающий от гидроидлиндра 29, он отключается, т.е. освобождает шпильку .213 всякий раз когда очередная дощечка подходит близко к предыдущей и снова захватьшает последукмцие шпил ки 23, когда каретка 13 начинает ухо дить.. Сшитые npitbi перемещают по напраштяющим 32, причем предпоследний щит удерживается пружинами 33, а последний устанавливается на угольниках 36 механизма захвата подачи и базирования щитов. Момент установкиэтого щита совпадает с включением обратного хода гидроцилиндра 9, который зубчатой рейки 10, шестерней 11, цепной передачей со звездочками 40 и цепью 41 передает вращение шестерням 39, которые перемещают зубча рейки 35 в направляюпщх 43, а с ними и щит прижатый прижимами 38 к угольникам 37. Рейки 35 в конце хода своими концами влнижнем торце воздей ствуют на кулачки базирзпющего упора 44, поворачивая их таким образом, что они образуют упор торца щита. Когда щит сбазирован, включают гидроцилиндр 54, который прижимает шайбой 49 заготовку 50 к столу 47. Поеле этого подается одновременно команда на уход подающего механизма 34 и подвод люльки 56 с режущим инструментом 57 к щиту, а затем и вращение птинделя. В этот момент включают гидроцилиндр 59; и люлька 56 поворачивается вокруг своей оси, подводя режущий инструмент 57 к щиту. Вклю;чают гидроцилиндр 51 и зубчатой рейкой 52 вращают шестерню 53, а с ней и шпиндель 48 с прижимной, шайбой 49 и заготовкой 50. Начинается вырезка дна. Когда дно вырезано, прижимнзпо шайбу 49 гидроцилиндром 54 поднимают и освобождают заготовку. Одновременно отводят режущий инструмент 57 и возвращают в исходное положение гидроцилиндра 51. После этого подают новый дат, а готовое изделие 63 сталкивают на рольганг 61, а затем при подъеме люльки 56, рычагами 60 пpипoдымatoт рольганг вокруг оси 62, удаляют изделие 63 и цикл повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Донносшивной станок | 1977 |
|
SU941181A1 |
| Донносшивной станок | 1989 |
|
SU1754450A1 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Устройство для сшивки шпильками деревянных днищ бочек | 1956 |
|
SU106786A1 |
| Механизм подачи донно-сшивного станка | 1988 |
|
SU1664556A1 |
| Донносшивной станок | 1989 |
|
SU1765001A1 |
| Донносшивной станок | 1989 |
|
SU1813639A1 |
| Донносшивной станок | 1988 |
|
SU1703459A1 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХ ЯЩИКОВ ИЗ ОТДЕЛЬНЫХДОЩЕЧЕК | 1965 |
|
SU174344A1 |
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДОНЬЕВ БОЧЕК, включающая cтaнинyj узел сшивания заготовок доньев с центрирующим приспособлением и меха низм(ж отрезки и подачи проволоки и привод, отличающаяся тем, что, с целью повьшения производительности, линия снабжена смонтированным на раме на выходе узла сшивания заготовок донновырезным ;станком с механизмом подачи щитов, при этом центрирующее приспособление выполнено, в виде шарнирно уста;Новленных на станине и подпружиненных относительно нее пластин а механизм подачи щртов выполнен в виде установленного в направляющих станины зубчатых реек с прижимами, причем :рейки кинематически связаны шестер,нями с приводом. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для вырезания доньев фанероштампованных бочек | 1974 |
|
SU512063A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Донносшивной станок | 1977 |
|
SU941181A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
