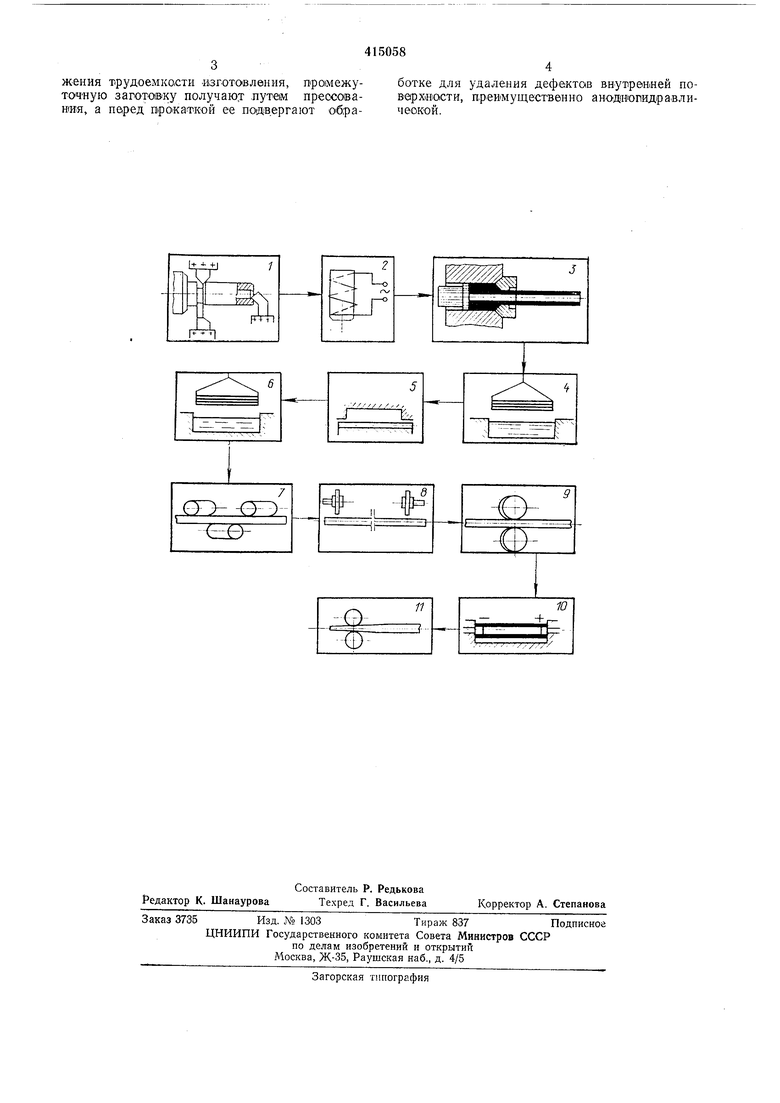
Изобретение от-нооится к Области o6pai6oTки металлов давлением и может быть «спольэовано для получения бесшов ных тонкостенных труб. Известен способ изготовления бесшовных тонкостенных труб, включающий операции удаления деф&ктое с на.ружиой и внутренней П10 ВарХ1НОСти горячекатанных saroTOBOiK механической обработкой, прокату заготовок н-а станах ХПТР-75, ХПТ-55, ХПТ-32 с целью получения промежуточной трубной заготовки, шлифовку наружной по1верхности и п.рокафку на стане ХПТР. Недостатком известного способа изготовления бесшовных труб является трудоемкость их производства, связанная с прокаткой исходных заготовок на станах ХПТ. Для снижен1ия трудоемкости и.зготовлен1ия бесшовных тонкостенных труб, промежуточную заготовку для станов ХПТР получают путем прессоваиия, а перед прокаткой на стане ХПТР ее подвергают анодногидравлической обработке для удаления дефектов с ее внутренней поверхности. Чертеж иллюстрирует предлагаемый способ. На TOKapHiOM станке-автомате / из прутка изготавливают гильзу с отверстием, после чего гильзу нагревают в индукторе 2 и прессуют Б про:межуточ:ную трубную заготовку на вертвкальноМ гидравлическом прессе .3. Промежуточная трубная заготовка подвергается травлению в устройстве 4 с целью удаления смазки с повархностн. После травления промежуточную трубную заготовку подвергают термической обработке в устройстве 5 и повторно травят в устройстве 6 с целью удаления прягаров с поверхности. После травления ее правят на косовалковой машине 7; затем обрезают в устройстве концы 8 и шлифуют иа бесцентрошлифовальных станках 9. После этого удаляют дефекты с внутренней поверхности пр0межуточ1ной трубной заготовки на анодногидравличеоких установках 10 и прокатывают ее в трубу до готового размера на стане роликовой прокатки 11. Предмет изобретения Способ изготовления бесшовных тонкостенных труб, включаюш,ий операции удаления дефектов с нвружнюй и внутренн.ей поверхностей горячекатаной заготовки мехаинческой обр аботкой, получения промежуточной трубной заготовки для станов ХПТР, термической обработки, травления и правки промежуточной трубной заготовки, шлифовки ее аружной поверхности и прокатки иа стане ХПТР, отличающийся тем, что, с целью сниж ения трудоемкости изготовления, промежуточную заготовку получаюу .путом пресоаваН ия, а пе,ред прокаткой ее подвергают oi6:paботке для удаления дефектов внутренней поверхности, ареи мущественно анодволидравличеокой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ (ВАРИАНТЫ) И ЖАРОПРОЧНАЯ БЕСШОВНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2014 |
|
RU2557839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ И ЖАРОПРОЧНАЯ БЕСШОВНАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2013 |
|
RU2563566C2 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387494C2 |
| ОСЬ ИЗ БЕСШОВНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОСИ ИЗ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2487951C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 168,3Х10,6Х10,6Х5000-10000 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2614972C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2294247C2 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2386499C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 168,3×10,6×5000-10000 мм | 2013 |
|
RU2545950C2 |
1
-Ш;
-еь
11
W
