Настоящее изобретение относится к осям для железнодорожного транспортного средства, которые выкованы из бесшовных труб для снижения веса, химический состав и процесс изготовления которых специально предназначены для того, чтобы гарантировать высокую механическую прочность и усталостную прочность. Изобретение относится также к способу изготовления трубчатой оси.
Уровень техники
В настоящее время потребление топлива и выброс загрязняющих веществ на железнодорожном транспорте являются предметом серьезной озабоченности на железных дорогах из-за их последствий для эксплуатационных затрат и окружающей среды. Вес конструкции железнодорожного транспортного средства является одним из основных факторов, которые влияют на эти параметры. В этом аспекте следует отметить, что на оси железнодорожного транспортного средства может приходиться 10% веса конструкции и они являются преимущественно массивными.
Кроме того, в результате роста использования железных дорог в транспортной системе современная тенденция заключается в значительном увеличении груза и веса, перевозимого по железным дорогам, что вызывает как следствие увеличение нагрузки на железнодорожные оси, что требует большей прочности материала и приспособление конструкции этих осей так, чтобы они обладали хорошим сроком службы.
Поиск технических решений, позволяющих уменьшить вес за счет принципа применения трубчатой оси в железнодорожной сфере, существует уже с 19-го века, как показано в патенте США 44,434, озаглавленном «Усовершенствование осей вагонов» и выданном Б. Дж. Ламоту в 1864 г. Этот патент предполагает, что ось должна быть составлена из разных труб различного диаметра, соединенных и подогнанных путем механической обработки.
Стюарт, Джордж В., автор патента США 293,201, озаглавленного «Ось вагона» и выданного в 1884 г., заявил изобретение трубчатой оси с однородным сечением, шейками которой для фрикционных подшипников были массивные втулки, частично введенные во взаимодействии в ось до колесного участка.
Пекхэм, Э., автор патента США 352,657, озаглавленного «Ось вагона» и выданного в 1886 г., упоминает сходное предложение, указывая при этом, в качестве улучшения, на применение трубчатого внутреннего усиления на шпинделе оси, который может быть выполнен позже для формирования гнезда фрикционного подшипника, который относился к типу подшипника, применявшемуся в то время.
Эрнест Крейсиг, автор патента Великобритании 360,521, выданного в 1931 г. и озаглавленного «Усовершенствования в (…) полых валах», не рассматривает специально ось или ее изготовление, но вместо этого - стержень (или трубу), предварительно подверженный напряжению при растяжении и содержащемуся при нем в полых валах для того, чтобы подвергать их сжимающим напряжениям, пропорционально компенсирующим растягивающим напряжениям, возникающим из-за изгибания оси в нормальных условиях эксплуатации.
Элкерс, Альфред Х., автор патента США 1,902,910, озаглавленного «Конструкция антифрикционного колеса и оси», 1933, предлагал варианты осей и колеса путем комбинирования концентрических труб, массивных шпинделей и подшипников, допуская в одной из комбинаций статичность оси и вращение только колеса, в отличие от классической ситуации, при которой вращаются вместе и ось, и колеса.
Уршель, Б.Х., автор патента США 2,512,186 в 1950 г., озаглавленного «Ось транспортного средства», рассматривает предложение трубчатого состава и указывает на другие варианты, такие как ось с кольцевой камерой, образуемой осью и внутренней трубой, заполненной жидкостью, предназначенной для передачи тепла от оси в окружающую среду.
Блэквуд В., автор патента США 2,747,918, озаглавленного «Оси железнодорожного транспортного средства», выданного в 1956 г., предлагает размещение обычной массивной оси внутри трубчатой оси, пространство в которой должно быть заполнено элементами упругого материала, такого как резина. В этом случае задачей являлось восприятие ударов и равномерное распределение нагрузок, с устранением таким образом усталостных проблем.
Адриан, Дж.Л., автор патента Швейцарии 376955, озаглавленного «Способ изготовления оси транспортного средства», и выданного в 1958 г., предлагает дополнительные варианты трубчатых осей, указывая на способ горячей прокатки концов с помощью трехступенчатых цилиндров с получением нужных профилей концов.
Что касается материала, используемого при изготовлении железнодорожных осей, то некоторые изготовители, такие, например, как бразильские и североамериканские, стремятся следовать стандартам технических правил Американской Ассоциации железных дорог (AAR). Согласно правилам AAR, химический состав железнодорожных осей должен отвечать следующим критериям, показанным ниже в табл.1.
Технические правила AAR («Руководство AAR по стандартам и рекомендуемому применению - Колеса и оси - Оси, углеродистая сталь, термообработанные - Спецификация М-101 - Пересмотрено в 2004 г.») на химический состав железнодорожных осей
AAR - категория H (с нормализацией, закалкой и отпуском)
С тех пор последовали новые разработки, относящиеся к технологии производства железнодорожных осей, и в настоящее время в отношении высокоскоростных пассажирских вагонов, локомотивов и грузовых вагонов применяется концепция трубчатых осей.
В настоящее время технология, относящаяся к железнодорожным осям, предусматривает, с одной стороны, использование массивных осей с применением металлических сплавов, отвечающих техническим правилам AAR, причем эти оси производят из заготовок, которые преобразуются в балки, и механические свойства которых также отвечают техническим правилам AAR.
С другой стороны, технология, относящаяся к железнодорожным осям, также включает использование трубчатых осей. Эти оси производят из кованых заготовок, которые прошивают путем механической обработки. Эти трубчатые заготовки имеют вес, который на 20% ниже, чем у сплошных осей, однако процесс изготовления влечет за собой получение значительного количества отходов из исходного материала и связан с высокими эксплуатационным затратами, обеспечивающими небольшое уменьшение веса.
В настоящее время также существуют трубчатые железнодорожные оси, содержащие бесшовные трубы, которые произведены ковкой. Эти оси имеют вес, который приблизительно на 40% ниже, чем у сплошных осей.
В патентом документе EP 044783 А1 описан процесс изготовления кованой оси для железных дорог, которая может быть изготовлена из трубы или из сплошной заготовки. В ходе этого процесса заготовку нагревают и затем одновременно подвергают этапу высадки промежуточной части вместе с этапом формирования шпинделей с замкнутыми матрицами. В этом документе не описана термообработка, направленная на улучшение усталостной прочности, твердости и прочностных характеристик трубчатой оси, не описан в ней и конкретный химический состав этой оси, требующийся для получения этих характеристик.
В патентном документе ЕР 0052308 описана сильно нагруженная кованная стальная обрабатываемая деталь, которую после горячей ковки подвергают закалке. Эта обрабатываемая деталь содержит от 0,05 до 0,25 весовых % углерода и от 1,0 до 2,0 весовых % марганца. Документ не предполагает применения этого процесса или этой обрабатываемой детали к трубчатым осям для железных дорог, и в нем не описаны и не раскрываются различные этапы обработки, необходимые для превращения этой обрабатываемой детали в бесшовную трубу. Кроме того, в этом документе не рассматривается диапазон значений физических свойств, которые должна демонстрировать эта обрабатываемая деталь, такие как предел текучести, прочность на разрыв, относительное удлинение и усталостная прочность.
В патенте США 4,895,700 предложена ось для железнодорожного транспортного средства, которая является сплошной и имеет химический состав: от 0,40 до 0,48 весовых % углерода, от 1,35 до 1,61% марганца, от 0,16 до 0,30 весовых % кремния, от 0 до 0,23 весовых % хрома. Этот состав предназначен для формирования осей диаметром от 5,33 см до 6,6 см, выдерживающих вес от приблизительно 14,7 до 19,6 тонн. Поэтому применение оси и ее значительно уменьшенные размеры отличаются от указанных для настоящего изобретения и, кроме того, она не обладает трубчатой формой.
Сплошные оси часто демонстрируют более высокую прочность по сравнению с той, которая необходима для того, чтобы выдерживать нагрузку, которой они подвергаются. Это означает, что эти оси могут обладать весом, большим, чем необходимый, что ведет к расходу материала при производстве оси, без которого можно обойтись.
С другой стороны, принцип применения труб, главным образом в случае бесшовных труб, имеющих меньшую толщину по сравнению с осями из прошитой заготовки, предполагает в результате, что некоторые части оси останутся подверженными большим нагрузкам, а другие останутся подверженными большим напряжениям, чем в случае других осей (сплошных или прошитых заготовок) при тех же условиях нагрузки.
Задачи изобретения
Первой задачей изобретения является создание трубчатой оси с меньшим весом, которая в то же время обладает характеристиками усталостной прочности и улучшенными пределом текучести и прочностью на разрыв, позволяющими ей выдерживать высокие нагрузки, приложенные к ней.
Другой задачей изобретения является создание трубчатой оси и способа ее изготовления, который обеспечивает экономию материала, используемого для изготовления этой оси, так же как низкие издержки производства.
Дальнейшая задача изобретения заключается в создании способа производства трубчатых осей, обладающего улучшенным контролем качества произведенных осей с помощью современной компьютерной техники, методологии производства и технологии осмотра.
Еще одной задачей изобретения является создание способа изготовления трубчатых осей, допускающего статистический контроль процесса и определенных характеристик осей, для того, чтобы гарантировать, что оси пригодны для различных частей и различных областей применения.
Раскрытие изобретения
Задачи изобретения достигаются посредством оси, выкованной из бесшовной стальной трубы, для железнодорожного транспортного средства и состоящей из материала из металлического стального сплава, содержащего от 0,22 до 0,42 весовых % углерода; от 1,10 до 1,70 весовых % марганца, причем готовая ось обладает следующими характеристиками: минимальным пределом текучести 520 МПа, минимальной прочностью на разрыв 750 МПа и минимальным относительным удлинением 16%.
Материал из металлического сплава может иметь по меньшей мере одно из следующих значений содержания следующих элементов: до 0,020 весовых % серы, до 0,020 весовых % фосфора, от 0,10 до 0,45 весовых % алюминия, от 0,10 до 0,35 весовых % кремния, от 0,10 до 0,30 весовых % молибдена, от 0,010 до 0,050 весовых % ниобия и от 0,05 до 0,27 весовых % ванадия.
С другой стороны, материал из металлического сплава содержит от 0,22 до 0,32 весовых % углерода и от 1,10 до 1,40 весовых % марганца, или все еще от 0,32 до 0,42 весовых % углерода и от 1,40 до 1,70 весовых % марганца.
Материал из металлического сплава содержит, с другой стороны, до 0,010 весовых % фосфора и до 0,010 весовых % серы.
Образцы оси, испытанные во вращении, будучи подвержены изгибающей нагрузке, должны иметь предел усталости 120 МПа, а предпочтительно 170 МПа.
Задачи изобретения достигаются также с помощью способа изготовления кованой оси из бесшовной трубы для железнодорожного транспортного средства, который включает следующие этапы, на которых:
плавят материал из металлического сплава с образованием стального металлического сплава;
разливают расплавленный металл с образованием слитков;
нагревают слитки в нагревательной печи для прошивки;
прошивают слитки;
удлиняют прошитые изделия с образованием полых заготовок;
осуществляют отделку полых заготовок с превращением их в бесшовные трубы;
осуществляют ковку бесшовных труб с превращением их в оси, выкованные из бесшовных труб для железнодорожного транспортного средства.
Способ может также включать, после этапа плавления, этап дополнительного рафинирования, в ходе которого осуществляется регулирование химического состава металлического сплава, и металлургическая обработка кальцием-кремнием, а также, после этапа дополнительного рафинирования, этап вакуумирования.
Этап разливки может осуществляться при электромагнитном перемешивании. После этапа разливки слиток может быть подвергнут этапу дополнительного нагревания при температуре от 880°С до 1300°С в течение от 1 до 48 часов. После этапа дополнительного нагревания способ может включать в себя дополнительно этап прокатки.
Этап нагревания для прошивания предпочтительно осуществляется в нагревательной печи при температуре от 1000°С до 1300°С.
В качестве альтернативы, способ включает этап нагрева полых заготовок при 820°С-980°С перед этапом отделки полой заготовки и, после отделки полых заготовок, трубчатые оси, все еще имеющие форму бесшовных труб, передаются в холодильник.
Предпочтительно перед этапом ковки бесшовные трубы подвергают нормализации, при которой бесшовные трубы выдерживают при температурах от 880°С до 950°С в течение по меньшей мере 10 минут, после чего бесшовные трубы подвергают воздушному охлаждению.
В качестве альтернативы, перед этапом ковки бесшовные трубы закаливают, причем быстрое охлаждение образцов трубчатых осей осуществляют посредством среды, выбранной из воды и масла. Бесшовные трубы могут быть дополнительно подвергнуты отпуску в нагревательной печи, где их выдерживают при температуре от 400°С до 700°С в течение по меньшей мере 10 минут, после чего образцы трубчатых осей подвергают воздушному охлаждению.
В качестве альтернативы, перед этапом ковки бесшовные трубы подвергают горячей правке и затем направляют в холодильник. Способ может также включать, перед этапом ковки, этап инспекции труб посредством неразрушающего контроля с определением размеров и неоднородностей поверхности и/или этап отделки, который включает механическую обработку всей внутренней поверхности бесшовных труб. После механической обработки возможно выполнение шлифовки внутренней поверхности бесшовных труб или еще выглаживание внутренней поверхности бесшовных труб.
Предпочтительно перед этапом ковки выполняют этап высадки, при которой бесшовные трубы нагревают до температуры между 800°С и 1300°С в области, где будет увеличена толщина, после чего продольное сжимающее усилие прикладывают в осевом направлении посредством продвижения по меньшей мере одного высадочного инструмента, так что получается высаженная бесшовная труба.
Этап ковки выполняется в горячем состоянии и может осуществляться в диапазоне температур от 800°С до 1300°С посредством по меньшей мере двух матриц с переменным ходом, которые совершают колебания в радиальном направлении, вспомогательного высадочного инструмента и манипулятора для переноса и вращения бесшовной трубы, выполненного с возможностью управления устройством ЧПУ, или выполняют путем холодной или теплой ковки в диапазоне температур от комнатной до 800°С, или путем горячей ковки при температурах от 800°С до 1300°С посредством по меньшей мере одной матрицы, которая обжимает в осевом и радиальном направлениях концы трубы, преобразуя ее в кованую ось. Если предшествующий этап выполняют в горячем состоянии, способ дополнительно включает этап охлаждения после ковки, причем охлаждение осуществляют в среде, выбранной из: воздуха, сжатого воздуха, воды и масла.
Способ может также включать этап нормализации по меньшей мере части оси путем использования печи для повторного нагрева при температурах от 880°С до 950°С в течение по меньшей мере 10 минут выдержки, и охлаждения на воздухе и/или этап закалки по меньшей мере части трубной оси с использованием для аустенизации печи для повторного нагрева при температурах от 880°С до 950°С в течение по меньшей мере 10 минут выдержки, для закалки, быстрого охлаждения водой, и/или этап отпуска по меньшей мере части трубной оси с использованием печи для повторного нагрева при температурах от 400°С до 700°С в течение по меньшей мере 10 минут выдержки и воздушного охлаждения.
В качестве альтернативы, этап отделки включает по меньшей мере один из следующих этапов: дробеструйной обработки внутренней поверхности трубы, выпрямления трубы, внутренней механической обработки смотровых каналов на двух концах трубы, снятия фасок по кромке внутреннего диаметра смотровых каналов трубы, механической обработки по меньшей мере двух резьбовых и плавно углубленных каналов на каждом конце. После этапа отделки к по меньшей мере части кованой оси может быть применен этап термообработки в виде закалки и отпуска и осуществлен завершающий этап поиска поверхностных дефектов на образце трубчатой оси.
В заключение задачи изобретения могут также быть достигнуты посредством оси, имеющей химический состав и характеристики, описанные здесь, и изготовленной способом, описанным здесь.
Краткое описание чертежей
Для лучшего понимания характеристики и преимущества настоящего изобретения будут представлены и описаны в сочетании с соответствующими чертежами, которые иллюстрируют некоторые предпочтительные варианты осуществления изобретения.
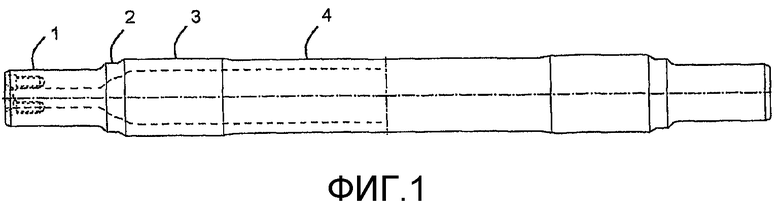
Фиг.1 представляет собой вид спереди предпочтительного варианта осуществления трубчатой железнодорожной оси согласно настоящему изобретению;
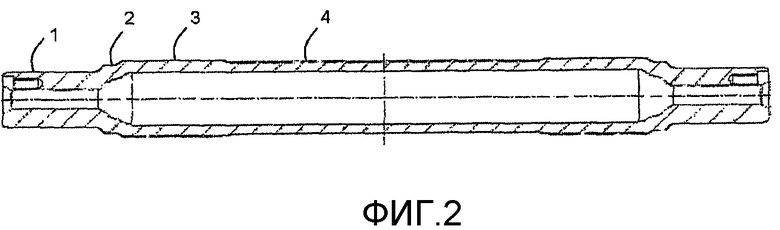
Фиг.2 представляет собой вид в разрезе спереди предпочтительного варианта осуществления трубчатой железнодорожной оси согласно настоящему изобретению;
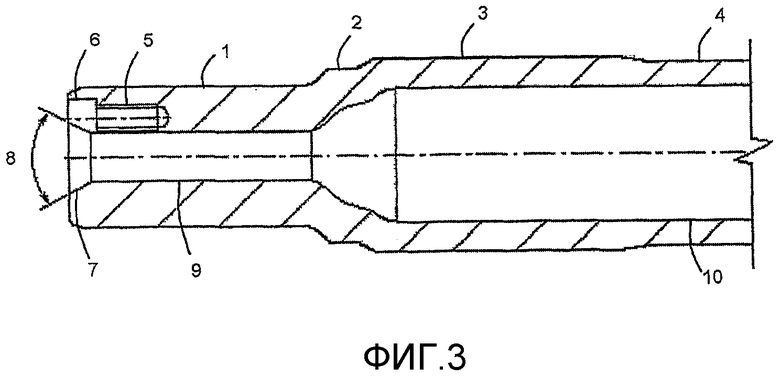
Фиг.3 представляет собой вид в разрезе спереди детали предпочтительного варианта осуществления трубчатой железнодорожной оси согласно настоящему изобретению;
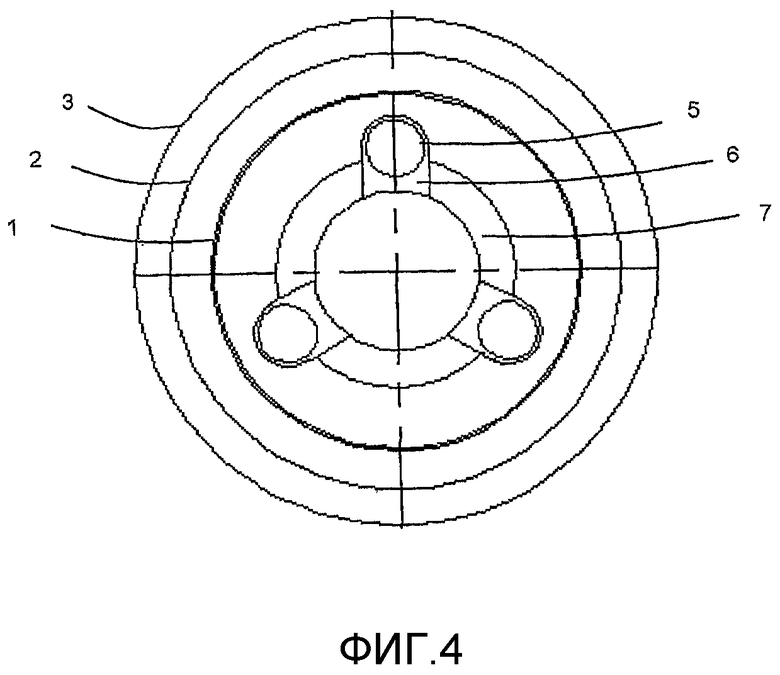
Фиг.4 представляет собой вид слева трубчатой железнодорожной оси;
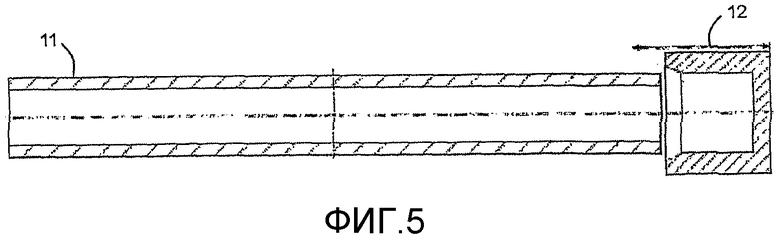
Фиг.5 представляет собой вид в разрезе спереди бесшовной трубы и высадочного инструмента, который движется в осевом направлении;
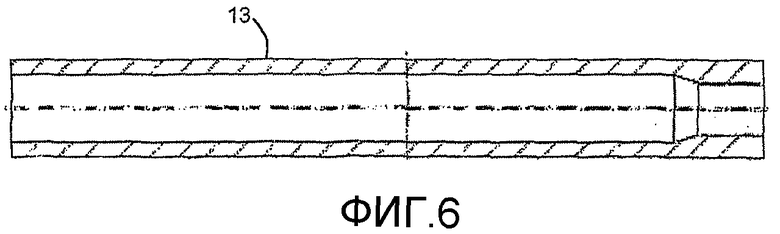
Фиг.6 представляет собой вид в разрезе спереди бесшовной трубы после этапа высадки, где толщина конца увеличена;
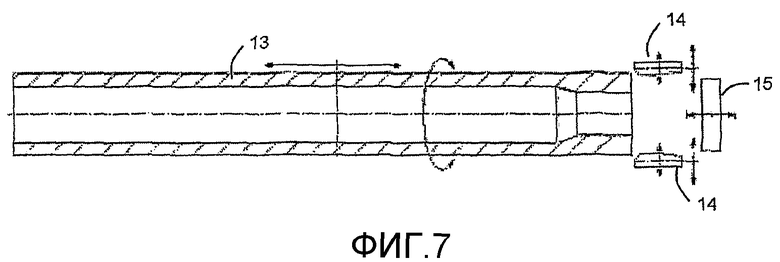
Фиг.7 представляет собой вид в разрезе бесшовной трубы после этапа высадки, подвергнутой перемещению и вращению, с двумя раскрытыми матрицами, колеблющимися в радиальном направлении и имеющими переменный ход, и вспомогательный аксиальный высадочный инструмент;
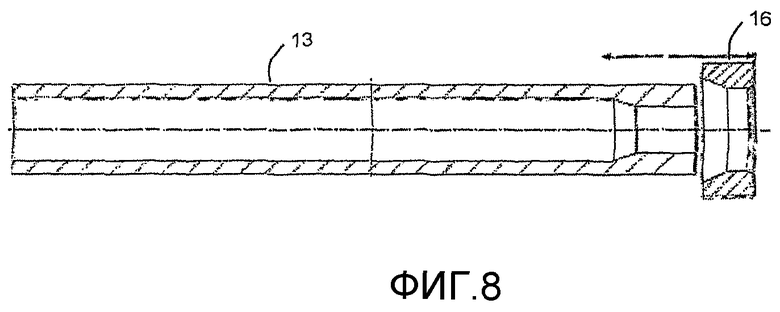
Фиг.8 представляет собой вид в разрезе бесшовной трубы после этапа высадки, с матрицей, сжимающей один из концов трубы в осевом и радиальном направлениях, уменьшая его диаметр;
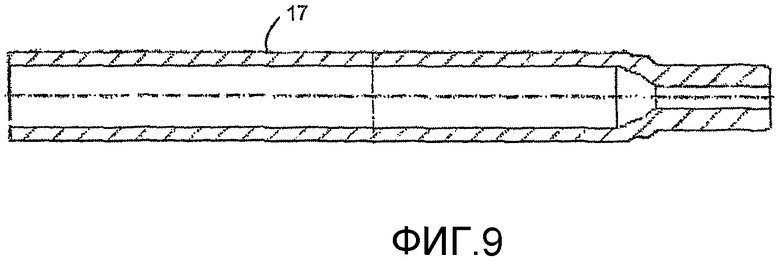
Фиг.9 представляет собой в разрезе вид спереди бесшовной трубы после этапа ковки на одном конце или в колеблющейся раскрытой матрице, или в полуоткрытой осевой и радиальной матрице обжатия;
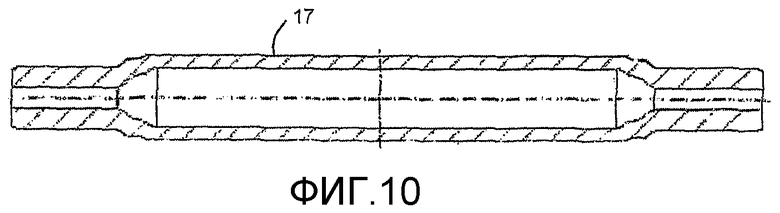
Фиг.10 представляет собой вид в разрезе спереди бесшовной трубы после этапа ковки на двух концах, или в колеблющейся раскрытой матрице, или в полуоткрытой осевой и радиальной матрице обжатия;
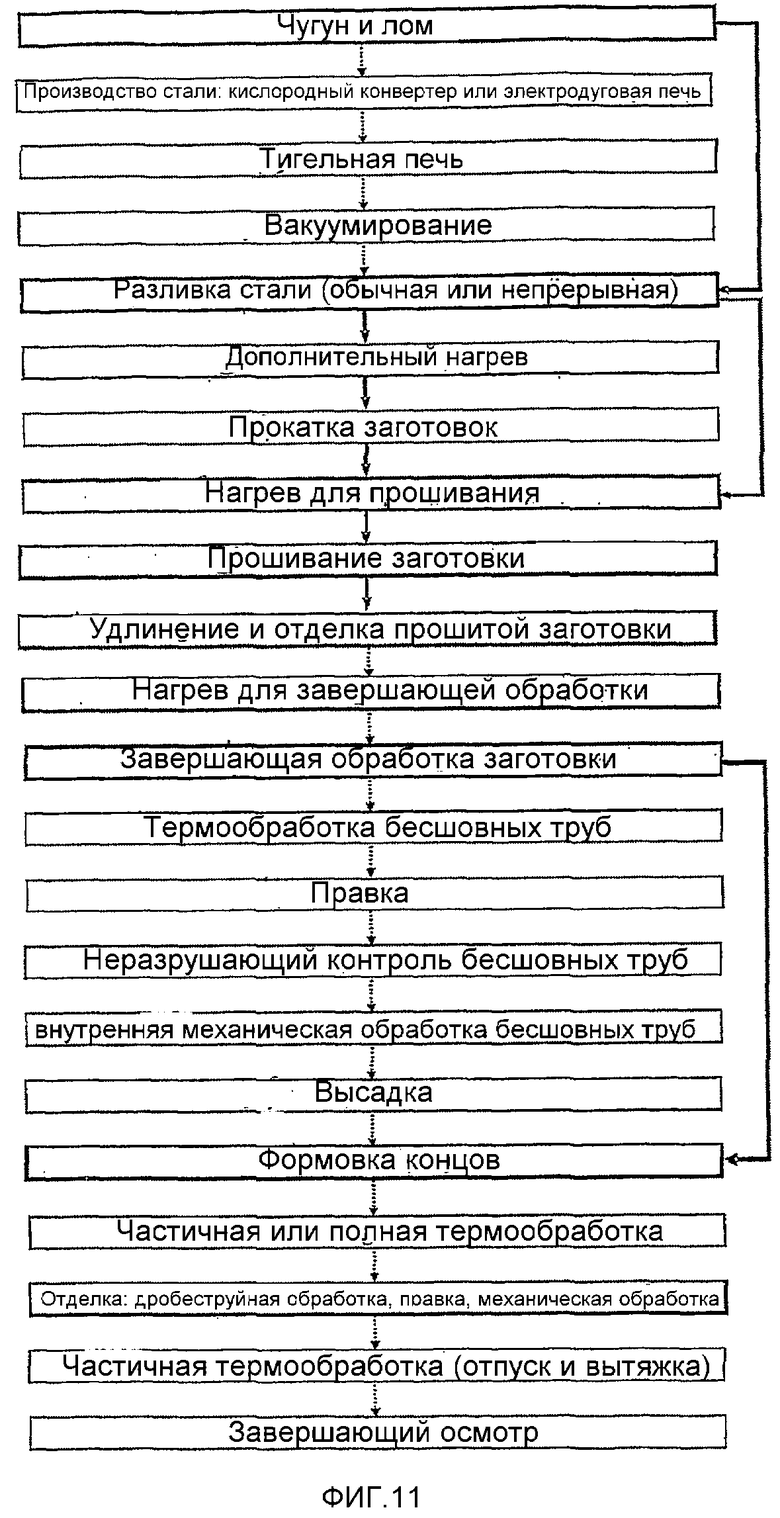
Фиг.11 представляет собой блок-схему способа изготовления трубчатой железнодорожной оси согласно настоящему изобретению, при этом предпочтительный вариант осуществления выделен серым.
Подробное описание изобретения
На фиг.1 и 2 проиллюстрирован предпочтительный вариант осуществления оси, выкованной из бесшовной трубы для железнодорожного транспортного средства согласно настоящему изобретению, а блок-схема на фиг.11 иллюстрирует предпочтительный способ изготовления этой оси. Основными частями трубчатой оси являются шейка или гнездо 1 подшипника, пылевая шайба 2, подступичная часть 3 оси и тело 4. На фиг.2 показано, что толщина стенок соответствующих частей может варьироваться.
Конец трубчатой железнодорожной оси согласно настоящему изобретению показан в крупном плане на фиг.3. Ось предпочтительно имеет на каждом конце три резьбовых канала 5 и углубление 6, предназначенные для фиксации крышек подшипников, и фаску 7 для поддержания между коническими кончиками с углом наклона 8. Внутренняя поверхность 9 конца может быть использована для присоединения ультразвуковых датчиков, предназначенных для контроля шейки 1, пылевой шайбы 2 и, в некоторых случаях, части подступичной части 3. Внутренняя поверхность 10 может быть использована для присоединения ультразвуковых контрольных датчиков, предназначенных для инспекции подступичной части 3 и тела 4.
На фиг.4, на которой представлен вид трубчатой железнодорожной оси слева, показаны три резьбовых канала 5, углубление 6 и фаски 7 для поддержания между коническими кончиками.
Оси, выкованные из бесшовных труб согласно настоящему изобретению, выполнены, как показано на чертежах, с переменной толщиной, то есть с переменным распределением материала по их длине, для того, чтобы обеспечить большую прочность и усталостную прочность только в точке, где ось подвергается более высокой нагрузке. Эта форма уже известна из существующих технических решений.
Однако ось, выкованная из бесшовной трубы согласно настоящему изобретению, обладает рабочими характеристиками, превышающими характеристики осей такой же формы, известных из прежних технических решений, поскольку она содержит материал, обладающий более высокими механическими свойствами, которые дополнительно усиливаются способом изготовления этих осей согласно настоящему изобретению. Химический состав оси, выкованной из бесшовной трубы согласно настоящему изобретению, а также способ изготовления позволяют обоснованно указать свойства материала, необходимые для компенсации отклонений в нагрузке, которым подвергается ось.
Химическими, механическими и металлургическими свойствами, рассмотренными в этом варианте для приспособления материала к области применения, являются: химический состав, механическая прочность (предел текучести, прочность на разрыв, предел усталости, относительное удлинение, твердость) и микроструктура (фазы и компоненты, размер зерна). Большинство этих свойств взаимосвязаны и сочетаются с определенными характеристиками процессов изготовления горячекатаных бесшовных стальных труб, горячей ковки и термообработки.
На основе изложенного был разработан химический состав для металлического стального сплава, образующего ось из бесшовной трубы и содержащего от 0,22 до 0,42 весовых % углерода и от 1,10 до 1,70 весовых % марганца, причем материал металлического сплава обладает минимальным пределом текучести 520 МПа, минимальной прочностью на разрыв 750 МПа и минимальным относительным удлинением 16%.
Химический состав может также иметь низкое содержание молибдена, алюминия, ниобия, ванадия и других металлов. Например, металлический сплав может содержать от 0,10 до 0,45 весовых % алюминия, и/или от 0,10 до 0,35 весовых % кремния, и/или от 0,10 до 0,30 весовых % молибдена, и/или от 0,010 до 0,050 весовых % ниобия, и/или от 0,05 до 0,27 весовых % ванадия.
В альтернативном варианте осуществления изобретения металлический сплав содержит до 0,020 весовых % серы, и/или до 0,020% фосфора, или, еще более предпочтительно, до 0,010% фосфора и/или 0,010% серы.
Согласно другому альтернативному варианту осуществления изобретения металлический сплав трубчатой оси содержит от 0,22 до 0,32 весовых % углерода и от 1,10 до 1,40 весовых % марганца, и может содержать до 0,020 весовых % фосфора, и/или до 0,020% серы, и/или от 0,10 до 0,35 весовых % кремния, и/или от 0,010 до 0,30 весовых % молибдена, и/или от 0,10 до 0,45 весовых % алюминия, и/или от 0,010 до 0,050 весовых % ниобия, и/или от 0,05 до 0,27% ванадия.
Согласно другому варианту осуществления изобретения, материал металлического сплава трубчатой оси содержит от 0,32 до 0,42 весовых % углерода и от 1,40 до 1,70 весовых % марганца, и он может также содержать до 0,020 весовых % фосфора, и/или до 0,020% серы, и/или от 0,10 до 0,35 весовых % кремния, и/или от 0,010 до 0,30 весовых % молибдена, и/или от 0,10 до 0,45 весовых % алюминия, и/или от 0,010 до 0,050 весовых % ниобия, и/или от 0,05 до 0,27% ванадия.
Сырьем для изготовления металлического стального сплава обычно являются чугун, лом и смесь чугуна и лома в любой пропорции.
Ниже в таблице 2 показан диапазон содержания различных элементов в химическом составе продукта согласно одному варианту осуществления изобретения.
Диапазоны химического состава (в весовых %) согласно одному варианту осуществления изобретения
При разработке этого химического состава каждый элемент тщательно подбирали в соответствии с критериями, описанными далее.
Марганец, который является элементом замещения в твердом растворе, обеспечивает повышение прочности при его добавлении.
Содержание элементов внедрения, подобных углероду и азоту, должно быть уменьшено с задачей увеличения до максимума содержания марганца в твердом растворе, что повышает механическую прочность. В этом отношении элементы типа алюминия, главной функцией которого является восстановление, но которые также воздействуют на прочность, ниобия и молибдена, способствуют удалению элементов внедрения из матрицы, уменьшения до минимума образования карбидов марганца. Содержание углерода, однако, не должно быть очень низким, чтобы гарантировать прочность, необходимую для его применения вместе с другими элементами, и не ослаблять закаливаемость, поскольку марганец снижает также температуру формирования мартенсита, который, с другой стороны, частично компенсируется алюминием.
Содержание таких элементов, как сера и фосфор, должно быть как можно более низким, поскольку они связаны с микровключениями и микроликвациями, факторами, которые уменьшают усталостную прочность материала. Другие элементы, такие как кремний и другие, уже упомянутые (C, Mo, Nb), способствуют увеличению механической прочности с помощью различных механизмов упрочнения, таких как твердый раствор, выделение карбидов и измельчение зерна.
Ниже в таблице 3 приведены сопоставительные иллюстрации технических требований к механическим свойствам и размеру зерна согласно стандартам AAR («Руководство AAR по стандартам и рекомендуемому применению - Колеса и оси - Оси, углеродистая сталь, термообработанные - Спецификация М-101 - Пересмотрено в 2004 г») для железнодорожных осей и их соответствующей термообработки, так же как механические свойства и размер зерна, полученные согласно одному варианту осуществления изобретения.
Таблица 3 - Технические требования к механическим свойствам и размеру зерна согласно стандартам AAR («Руководство AAR по стандартам и рекомендуемому применению - Колеса и оси - Оси, углеродистая сталь, термообработанные - Спецификация М-101 - Пересмотрено в 2004 г») для железнодорожных осей и их соответствующей термообработки, так же как механические свойства и размер зерна, полученные согласно одному варианту осуществления изобретения.
текучести, МПа
удлинение, %
Предел усталости можно определить в ходе лабораторных испытаний на изгиб с вращением при комнатной температуре, при которых образцы испытывают до разрушения с целью получения для материала кривой зависимости напряжения (S) х срок службы (N - количество циклов до разрушения). Образцы испытывали во вращении, подвергая их изгибающей нагрузке. Это ведет к чередующемуся изгибающему напряжению, сходному с тем, которое возникает на оси реального масштаба. Если изгибающая нагрузка является постоянной, отношение минимального напряжения к максимальному (R) всегда равно 1. Предполагается, что на кривой напряжение-срок службы (S-N) имеется минимальное напряжение, ниже которого не наблюдается никаких разрушений, когда количество циклов возрастает. Это напряжение называется пределом усталости материала. Образцы осей, испытываемые при вращении, будучи подвержены изгибающей нагрузке, согласно одному варианту осуществления изобретения, демонстрируют предел усталости 120 МПа. В другом варианте осуществления изобретения может быть достигнут предел усталости 170 МПа.
Учитывая различные физические свойства, которые каждый из этих химических элементов придает материалу стального сплава, можно регулировать химический состав этого материала как функцию свойств, которые должна иметь трубчатая ось, в зависимости от конкретной области, в которой она будет использоваться. Поскольку несколько этапов способа согласно настоящему изобретению подвергаются цифровому и электронному контролю с помощью компьютера, можно согласовать этот процесс для получения осей с требуемым химическим составом.
С помощью блок-схемы, представленной на фиг.11, ниже представлены основные этапы предпочтительных и альтернативных вариантов осуществления способа изготовления оси, которые являются задачей настоящего изобретения вместе с самой осью, полученной таким образом.
Сначала плавят сырье для металлического сплава, получая расплавленный материал из металлического стального сплава. Плавление сплава, применяемого в этом продукте, может осуществляться путем использования кислородного конвертера или электродуговой печи, с использованием в качестве сырья чугуна, лома или смеси чугуна и лома в любой пропорции. Кислородный конвертер может быть оборудован системой донной продувки, допускающей использование в ходе технологического процесса аргона и/или азота. Желательно, чтобы этот этап полностью контролировался компьютером посредством применения статических и динамических моделей, выведенных путем их развития. Автоматическое измерение температуры во время продувки и расчет легирующих добавок являются частью этой системы. Такой подход гарантирует низкое содержание фосфора и серы в продукте.
Затем сталь подвергают дополнительному рафинированию, выполняя поправки в химическом составе, а также металлургическую обработку кальцием-кремнием. Это дополнительное рафинирование предпочтительно осуществляется в установке печь-ковш. Добавление легирующих, обработка кальцием-кремнием, продувка аргоном и отбор проб должны выполняться на этом оборудовании предпочтительно в полностью автоматизированном режиме. В ходе этого процесса гарантируется производство стали с узким диапазоном содержания химических составляющих для удовлетворения требований по качеству продукта. В результате использования продувки инертным газом и использования синтетического шлака содержание серы может достичь довольно низких значений. Дополнительное рафинирование в установке печь-ковш улучшает также микрочистоту, то есть ведет к меньшему числу и размерам включений, допускает лучшее распределение легирующих элементов и лучшее регулирование температуры жидкой стали.
После дополнительного рафинирования в установке печь-ковш материал может быть вакуумирован с целью уменьшения до минимума содержания таких газов, как кислород, азот и водород. В этом оборудовании можно достичь давления 0,2 кПа (2 мбар), допуская также вдувание аргона в глубоком вакууме. Таким образом, можно достичь довольно низкого уровня содержания водорода и кислорода.
Способ содержит также этап разливки расплавленного материала с получением слитков. Разливка может быть или непрерывной, или обычной.
В случае непрерывной разливки сталь подают на машину непрерывного литья заготовок, которая предпочтительно действует с электромагнитным перемешиванием. В предпочтительном варианте осуществления изобретения эта машина оборудована двойными катушками электромагнитного перемешивания, которые обеспечивают лучшее качество материала слитков в отношении ликвации элементов и центральной пористости, что также способствует улучшению усталостной прочности материала.
В случае, если разливка осуществляется обычным путем, может оказаться необходимым преобразовать слитки в заготовки с круглым профилем перед тем, как подвергнуть материал прошивке в ходе следующего производственного этапа.
Слитки в виде заготовок, произведенных путем непрерывной или обычной разливки, предпочтительно подвергают этапу дополнительного нагрева при температуре от 880°С до 1300°С в течение периода от 1 часа до 48 часов.
Заготовки, разлитые путем непрерывной или обычной разливки, режут также на болванки нужной длины перед их использованием на установках прошивки заготовок.
После дополнительного нагрева заготовки или болванки, не имеющие еще закругленного профиля, могут пройти этап прокатки для формирования заготовок с закругленным профилем.
Перед этапом прошивки заготовок отлитые и, возможно, катаные продукты подвергаются этапу нагрева для прошивки, причем продукт предпочтительно нагревается до температуры от 1000 до 1300°С в соответствующей нагревательной печи.
Затем может осуществляться прошивка с использованием прошивного стана для горячих заготовок с косыми валками, посредством перфоратора или процесса, или оборудования, состоящего из перфоратора и прошивного стана.
После этой этапа прошивки имеет место удлинение прошитых заготовок, которое может осуществляться посредством пилигримового стана или стана для прокатки на оправке, стана МРМ, стана PQF или стана-удлинителя системы Асселя. В качестве альтенативы, удлинение прошитой заготовки и ее превращение в полую болванку возможно с использованием ковки или любого другого оборудования подходящего типа, доступного на рынке.
После удлинения, в зависимости от наличных производственных мощностей, может оказаться необходимым этап нагрева полых заготовок при температуре от 880 до 980°С перед этапом отделки полых заготовок с превращением их в бесшовные трубы.
Этот этап отделки полых заготовок может осуществляться путем использования оборудования типа чистового стана, например, горячего калибровочного стана или горячего редукционно-калибровочного стана, или редукционного стана с натяжением, или чистового блока раскатного стана, причем последний используется как стан для прокатки на оправки для удлинения прошитых заготовок. После этапа удлинения путем горячей прокатки бесшовные трубы подвергают промежуточному охлаждению, предпочтительно при комнатной температуре.
В предпочтительном варианте осуществления изобретения заготовки прокатывают путем автоматической прокатки (стан прокатки труб на оправке) с получением труб наружным диаметром 168,3 и 365,1 мм (от 6 до 14 дюймов).
В предпочтительном варианте осуществления изобретения при автоматическом раскатывании заготовку нагревают в печи с шагающими балками до температуры от 1100 до 1300°С, или от 1000 до 1200°С. Затем заготовка проходит этап горячей прокатки, при котором ее прошивают на стане с косыми валками. После прошивки прошитую заготовку называют полой заготовкой, которую доставляют на этап удлинения путем горячей прокатки, предпочтительно с помощью стана с оправками, когда толщина стенок приближается к значению, установленному для конечного продукта за счет контроля проемов цилиндра, направляющих проходов и положения оправки.
Затем полая заготовка, полученная в ходе этого процесса, еще раз проходит через этап горячей прокатки, предпочтительно на чистовом раскатном станке, который выполняет внутреннее и наружное выглаживание бесшовной трубы с увеличением наружного диаметра.
Полую заготовку направляют на промежуточное охлаждение, нагревают и подвергают завершающей прокатке на чистовом стане.
В конце процесса производства бесшовных труб они передаются на охлаждающие рольганги с последующей обработкой различными путями, в зависимости от состояния исходного материала, требующегося для ковки: прокатанного, нормализованного или отпущенного и закаленного, или подвергнутого комбинации указанных способов обработки.
Бесшовные трубы, остающиеся в состоянии после прокатки и предназначенные для последующей ковки, предпочтительно подвергаются горячей правке на ротационной правильной машине с тремя парами роликов, после чего они поступают на охлаждающий рольганг. Последующая ковка может выполняться в холодном, теплом или горячем состоянии.
Бесшовные трубы, которые проходят нормализацию, остаются на охлаждающем рольганге до полного превращения перед повторным нагревом, предпочтительно в печи с шагающими балками, до температуры в диапазоне от 880 до 950°С в течение по меньшей мере 10 минут выдерживания. Затем образцы трубчатых осей подвергают воздушному охлаждению.
Бесшовные трубы, которые проходят закалку, подвергаются повторному нагреву до температуры в диапазоне от 880 до 950°С в течение по меньшей мере 10 минут выдерживания. Затем образцы трубчатых осей подвергают охлаждению в воде или в масле.
Предварительно прокатанные бесшовные трубы, или нормализованные или закаленные трубы, которые подвергаются закалке, подвергаются быстрому охлаждению, предпочтительно выполняемому в воде или в масле.
Бесшовные трубы, которые проходят отпуск, нагревают в нагревательной печи, где их выдерживают при температуре от 400 до 700°С в течение по меньшей мере 10 минут выдерживания, а затем подвергают воздушному охлаждению.
После термообработки и перед ковкой трубы подвергают горячей правке, например, на ротационной правильной машине.
После охлаждения и правки полые заготовки или бесшовные трубы направляют на неразрушающие испытания в отношении размеров и неоднородностей. Каждый образец измеряют и записывают значения толщины стенок, наружного диаметра и длины. Анализируются также наружные и внутренние, продольные, поперечные и, возможно, наклонные неоднородности. Образцы, которые демонстрируют отклонения от допусков, автоматически маркируют для отделения сегментов с признаками отклонений. Неразрушающие испытания могут проводиться посредством ультразвука с ультразвуковым лучом с фиксированным углом или посредством ультразвука с ультразвуковым лучом с переменным углом, или посредством метода вихревых токов, или же еще посредством магнитно-порошковой дефектоскопии.
В ходе следующего этапа визуальной инспекции и измерения размеров образцы, которые имеют неоднородности или отклонения от предельных допусков, маркируют для отделения сегментов с соответствующими неоднородностями. Затем образцы распиливают для получения долей и удаления сегментов, отмеченных ранее для отделения. Следящая система наблюдает и регистрирует различные рабочие параметры, необходимые для того, чтобы гарантировать качество продукции в течение всего процесса на этапе между нагревом заготовки и завершающим резанием ее на доли.
В зависимости от технических условий на ось, позволяющих использовать ее в заданных областях применения, для того, чтобы удалить возможные геометрические дефекты, возникающие в процессе изготовления бесшовной трубы, и улучшить внутреннюю шероховатость, может оказаться необходимым выполнить отделку полых заготовок перед ковкой. Эту отделку предпочтительно выполняют посредством механической обработки части или всей внутренней поверхности трубы, и/или шлифовки внутренней поверхности трубы, и/или выглаживания внутренней поверхности трубы с помощью соответствующего оборудования, перед обжатием концов посредством ковки. Можно выполнять эти этапы отдельно или в комбинации с этими этапами отделки, или же все эти этапы последовательно на одной и той же трубе.
Бесшовные трубы или полые заготовки, полученные путем горячей прокатки, подвергнутые или не подвергнутые термообработке, с внутренней отделкой или без нее, затем направляются на ковку. В предпочтительном варианте осуществления изобретения, проиллюстрированном на фиг.7, этап ковки осуществляется в горячем состоянии и может выполняться при температуре в диапазоне от 800°С до 1300°С посредством двух или больше открытых матриц 14, которые совершают колебания в радиальном направлении и имеют переменный ход, с помощью аксиального высадочного инструмента 15 и манипулятора (не показан), предназначенного для перемещения и вращения бесшовной трубы, выполненного с возможностью управления устройством ЧПУ. В результате возможно получение заготовки кованой трубы 17, показанной на фиг.10, с двумя коваными концами или, как показано на фиг.9, только с одним кованым концом.
В качестве альтернативы, как показано на фиг.8, ковка осуществляется с помощью одной или больше полуоткрытых матриц 16, которые обжимают в аксиальном и радиальном направлении по меньшей мере один конец трубы, уменьшая ее диаметр и превращая ее в заготовку кованой оси, как показано на фиг.9 и 10. Во время этого этапа ось предпочтительно остается подвешенной на опоре, такой, например, как тиски. Эта опора не влияет на образование трубчатой оси и служит только для ее удерживания в то время, когда матрицы обжимают ее концы для придания требуемой формы трубчатой оси. Эта ковка может осуществляться в холодном, теплом или горячем состоянии, в зависимости от того, какое из них является более подходящим. Холодная или теплая ковка осуществляется в диапазоне температур между комнатной температурой и 800°С, а горячая ковка осуществляется при температуре от 800°С до 1300°С.
Процесс ковки может осуществляться на оборудовании другого типа, без средств, описанных выше, но отделка поверхности и допуски по размерам могут быть не подходящими для изделия. В случаях осуществления горячей ковки нагрев конца трубного изделия или полой заготовки, предназначенной для ковки, предпочтительно осуществляется в электрической индукционной печи, но может быть выполнен в пламенной печи. После достижения требуемой температуры полую заготовку помещают на манипулятор, который выполняет с ней этап продвижения и вращения, в то время как открытые ковочные матрицы 14, которые называют также молотами, колеблются с большой частотой в радиальном направлении с переменным ходом, как показано на фиг.7. Сочетание этих перемещений обеспечивает образование конца полой заготовки согласно заданному в проекте профилю размеров, как показано на фиг.9. Процесс повторяется на противоположном конце каждой полой заготовки, образуя таким образом заготовку кованой оси из бесшовной трубы, как показано на фиг.10.
В зависимости от технических условий на ось, позволяющих использовать ее в заданных областях применения, возможна необходимость в локальном увеличении толщины, помимо той, что вызвана упомянутым выше этапом ковки. В этом случае перед ковкой выполняется этап высадки, который состоит из локализованного нагрева бесшовной трубы 11 в диапазоне температур от 800°С до 1300°С в индукционной печи на участке, где требуется увеличить толщину, с последующим применением сжимающего продольного усилия за счет продвижения высадочного инструмента 12 по бесшовной трубе 11, как показано на фиг.5. После этого этапа получается труба 13 после высадки, как показано на фиг.6.
Если ковка трубчатой оси выполняется в горячем состоянии, то после ковки оси подвергаются этапу охлаждения, который может осуществляться воздухом, сжатым воздухом, водой или маслом.
Заготовки осей могут подвергаться различным технологическим процессам согласно состоянию при поставке, требующимся для улучшения качества, например, ковке или термообработке, для регулирования микроструктуры и механических свойств согласно техническим условиям. Термообработка может быть полной, то есть по всей заготовке, или частичной, требующейся только для определенных участков, например, кованых концов. В последнем случае тело оси сохраняет механические свойства и микроструктуры полых заготовок.
Заготовки, которые будут улучшены в кованом состоянии, следуют непосредственно на этап механической обработки. Балки, которые будут подвергнуты термообработке, направляются в соответствующие печи: обработки локальных участков (индукционные печи или печи, специально предназначенные для этой цели) и обработки всего изделия (индукционные печи, непрерывные печи или печи периодического действия).
Этапы обработки в обоих случаях (частичные и полные) являются одинаковыми.
При нормализующей термообработке всей оси или ее части осуществляется повторная аустенитизация при температуре от 880°С до 950°С по всей трубчатой оси или только по ее части. Время нахождения в печи зависит от толщины стенок и устанавливается таким образом, чтобы гарантировать, что по всему поперечному сечению температура аустенитизации будет превышена. Предпочтительно время выдержки при заданной температуре составляет по меньшей мере 10 минут. Охлаждение воздухом осуществляется сразу после зоны нагрева.
Отпуск осуществляется по всей трубчатой оси или только в ее части при диапазоне температур от 400°С до 700°С. Время нахождения в печи зависит от толщины стенок и устанавливается таким образом, чтобы гарантировать, что по всему поперечному сечению температура аустенитизации будет превышена. Предпочтительно время выдержки при заданной температуре составляет по меньшей мере 10 минут. Охлаждение воздухом осуществляется сразу после зоны нагрева.
Заготовки, которые подвергаются нормализации и отпуску на локализованном участке или по всей длине, подвергаются двум видам обработки, упомянутым выше, в этой последовательности, в то время как те, которые подвергаются или нормализации, или отпуску, проходят только один из соответствующих видов обработки.
Заготовки, которые подвергаются закалке по всей трубчатой оси или только на ее части после ковки, сначала подвергаются повторной аустенизации в диапазоне от 880°С до 950°С в течение периода выдержки, равного по меньшей мере 10 минутам. После повторной аустенизации участок оси, подвергнутый термообработке (или частичной, или полной), очищают от окалины и закаливают в воде или масле (закалочной жидкости).
После закалки трубчатая ось может также быть подвергнута отпуску согласно требующемуся уровню прочности в ходе этапа отпуска, описанного выше, при времени выдерживания, превышающем или равном 10 минутам. Отпуск может также осуществляться после нормализации.
В альтернативных вариантах осуществления изобретения для того, чтобы улучшить качество трубчатой оси, она может быть подвергнута любой комбинации этапа нормализации, закалки и отпуска.
Микроструктура при полученном химическом составе и при типичных скоростях охлаждения, за исключением случая закалки, преимущественно образована бейнитом в дополнение к ферриту, перлиту и, возможно, небольшой доле мартенсита.
Для материала, подвергнутого закалке и отпуску, прогностическая микроструктура преимущественно состоит из мартенсита отпуска и может содержать небольшие количества бейнита, феррита и перлита, в зависимости от толщины стенок.
После термообработки заготовки подвергают этапам отделки.
В зависимости от технических условий на ось, позволяющих использовать ее в заданных областях применения, и альтернативно от различных видов внутренней механической отделки, применяемых перед ковкой, можно после ковки выполнить дробеструйную очистку внутренних поверхностей 9 и 10 оси, показанной на фиг.3. Кроме удаления слоя оксида, образованного в ходе возможной термообработки, дробеструйная очистка формирует тонкий поверхностный слой подвергнутого механическому упрочнению материала, подвергнутого остаточным напряжениям сжатия. Этот слой препятствует зарождению и распространению поверхностных дефектов, таких как трещины, способствуя повышению усталостной прочности оси.
В качестве этапов отделки можно также выполнить правку трубчатой оси, внутреннюю механическую обработку смотровых каналов на концах трубчатой оси, механическую обработку фаски 7 на кромке внутреннего диаметра смотровых каналов трубчатой оси и механическую обработку по меньшей мере двух резьбовых и плавно углубленных каналов 6 на каждом конце. Согласно настоящему изобретению возможно выполнение всех этих этапов отделки, или еще последовательную комбинацию любого из этих этапов, в зависимости от формы оси и от характеристик внутренней поверхности оси, которую предполагается изготовить.
Правку выполняют на ручном или автоматическом оборудовании для того, чтобы предотвратить проблемы с недостатком материала при механической обработке, эксцентричности между наружным и внутренним диаметрами и связанной с этим разбалансированности.
Материал удаляют посредством механической обработки со всей наружной поверхности для того, чтобы получить размеры, указанные в проекте.
На внутренних поверхностях кованых концов путем механической обработки удаляют материал согласно размерам, указанным в проекте. Этот участок может содержать крышку и допускает присоединение ультразвуковых головок для инспекции шейки оси 1 под гнездом подшипника и радиус перехода к пылевой шайбе 2 на фиг.1. Проверка внутренней поверхности обеспечивает прямое падение (без отражения) и короткий путь ультразвукового луча главным образом в области шейки оси, часто подверженной повреждениям, связанным с подгонкой подшипника. Это облегчает на первоначальных этапах обнаружение неоднородностей, которые не могут быть обнаружены обычными методами.
В дополнение к этим участкам возможно обследование других частей оси с внутренней поверхности, таких как подступичная часть оси и тело оси, посредством простого удаления крышки и введения датчика с уменьшенной контрольной головкой и подходящими контактными средами (вода, гель, лазер и т.д.).
Обычно для фиксации винтов крышек подшипника требуются три резьбовых канала 5, расположенных на каждом конце по окружности на равном расстоянии друг от друга, причем положение и диаметр этих каналов стандартизированы.
Для того чтобы обеспечить фиксацию и централизацию оси между центрами токарного станка, по кромке внутреннего диаметра конца выполняется фаска 7, общий угол которой 10 является таким же, как у суппорта токарного станка. Однако необходимо, чтобы диаметр противоположного центра был совместим с внутренним диаметром конца трубчатой оси, поскольку этот диаметр больше того, который обычно устанавливается в стандартах для эквивалентной массивной оси, как в стандартах Американской Ассоциации железных дорог (AAR).
В некоторых случаях, когда внутренний диаметр канала на конце оси недостаточен для того, чтобы предотвратить пересечение фаски 7 с резьбовыми каналами 5, в начале каждого резьбового канала 5 вводится дополнительное плавное углубление 6. Это гарантирует применение существующих стандартизированных крышек и обеспечивает взаимозаменяемость этих осей.
Отделка, установленная для некоторых поверхностей, обеспечивается в необработанном или прошедшем механическую обработку состоянии, но существуют участки, которые нуждаются в шлифовке, такие как переходный радиус между шейкой оси и пылевой шайбой, которые нуждаются в шлифовке для ослабления концентрации напряжений, уменьшения размеров и частоты появления неоднородностей и для повышения усталостной прочности.
Эти и другие участки оси могут быть подвергнуты технологическим приемам, создающим сжимающие остаточные напряжения, таким как выглаживание или дробеструйная очистка, поскольку эти напряжения способствуют повышению усталостной прочности.
После этапа отделки оси способ согласно изобретению может дополнительно включать, в случае необходимости, этап термообработки, которая может выполняться перед заключительной инспекцией изделия. Термообработка предпочтительно включает закалку и отпуск по меньшей мере части трубчатой оси, то есть она может выполняться, например, только на подвергнутых механической обработке концах оси или же на всей оси.
Шейка оси или подступичная часть оси могут подвергаться местной закалке с использованием индукционной печи для нагрева и опрыскиваться водой для быстрого охлаждения. Эта технология (уже используемая для шейки дорожной оси) значительно повышает твердость и прочность поверхностного участка путем изменения микроструктуры стали, которая становится преимущественно мартенситной. Эти свойства повышают усталостную прочность и сопротивление истиранию, явления, присущие этим участкам и обычно ассоциирующиеся с поломками железнодорожных осей. В связи с закалкой существует необходимость в отпуске закаленного участка.
Завершающая инспекция путем неразрушающего контроля на наличие неоднородностей может быть выполнена посредством ультразвука с ультразвуковым лучом с постоянным углом, или также посредством ультразвука с ультразвуковым лучом с переменным углом, или посредством метода вихревых токов, или же еще посредством магнитно-порошковой дефектоскопии.
Описанный здесь способ позволяет уменьшить до минимума количество отходов исходного материала, дополнительно уменьшая издержки производства трубчатой оси согласно настоящему изобретению.
Способ согласно настоящему изобретению позволяет производить железнодорожные оси весом приблизительно на 40% меньше, чем у соответствующих сплошных осей. В то же время благодаря преимуществам, внесенным особым химическим составом металлического сплава, применяемого для производства этой оси, которые дополнительно усиливаются особенностями способа изготовления этих осей, настоящее изобретение предлагает трубчатую ось с более высокой прочностью и усталостной прочностью, обладающую низким весом и, в результате, оптимизированной энергетической эффективностью.
Использование приборов для проверки качества оси и обнаружения поверхностных неоднородностей оси обеспечивает гораздо более точный контроль качества произведенных изделий, позволяя значительно уменьшить пределы погрешности и выпуск дефектных труб и исправлять и устранять выявленные дефекты, образовавшиеся на некоторых осях в процессе их изготовления. Этот эффект достигается также посредством статистического компьютерного контроля некоторых операций процесса, который также придает более высокую точность процессу, уменьшая количество дефектов на трубах и изменчивость механических свойств и микроструктуры продукта.
Учитывая различные альтернативные этапы способа согласно настоящему изобретению, например, перед ковкой или в ходе операций отделки оси, можно производить с помощью способа согласно настоящему изобретению оси с различными физическими свойствами, которые могут больше подходить для различных условий применения на железнодорожном транспорте. Комбинируя преимущества, предоставляемые материалом, используемым при формировании трубчатых осей, с преимуществами, которые дает производственный процесс, настоящее изобретение позволяет достичь всех требуемых задач, выпускать дешевые оси, которые, однако, обладают более высокой прочностью и усталостной прочностью, при низком объеме отходов материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2697999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2006 |
|
RU2377320C2 |
| БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2016 |
|
RU2706257C1 |
| БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ МНОГОСТУПЕНЧАТОГО МАСЛЯНОГО ЦИЛИНДРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2758739C1 |
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| Бесшовная горячекатаная стальная труба и способ её изготовления | 2024 |
|
RU2841568C1 |
| НЕФТЕГАЗОПРОМЫСЛОВАЯ БЕСШОВНАЯ ТРУБА ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2468112C1 |
| Бесшовная высокопрочная труба из стали мартенситного класса для обсадных колонн и способ ее производства | 2021 |
|
RU2787205C2 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА ДЛЯ ОБСАДНЫХ КОЛОНН И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2022 |
|
RU2798642C1 |
| ТОНКОЕ ИЗДЕЛИЕ ИЗ СПЛАВОВ β-ТИТАНА ИЛИ КВАЗИ-β-ТИТАНА И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ИЗДЕЛИЯ МЕТОДОМ КОВКИ | 2003 |
|
RU2303642C2 |
Изобретение относится к оси, выкованной из бесшовной трубы, химический состав которой позволяет гарантировать высокую усталостную прочность, улучшенный предел текучести и прочность на разрыв, и имеющей уменьшенный вес для использования в железнодорожном транспортном средстве, и к способу изготовления ее, который включает этапы: плавку из чугуна или лома, разливку, нагрев в нагревательной печи, прошивку заготовок, удлинение прошитых заготовок, отделку полых заготовок, ковку и завершающую механическую обработку, а также последующую термообработку и неразрушающий контроль поверхностных дефектов на оси. 2 н. и 31 з.п. ф-лы, 3 табл., 11 ил.
1. Полая трубчатая ось, изготовленная из бесшовной стальной трубы, для железнодорожного транспортного средства, отличающаяся тем, что стальная труба состоит из сплава, содержащего железо, от 0,32 до 0,42 вес.% углерода, от 1,10 до 1,70 вес.% марганца, при этом готовая ось обладает следующими характеристиками: минимальным пределом текучести 520 МПа, минимальной прочностью на разрыв 750 МПа и минимальным относительным удлинением 16%.
2. Ось по п.1, отличающаяся тем, что стальной сплав содержит по меньшей мере один из следующих элементов: до 0,020 вес.% серы, до 0,020 вес.% фосфора, от 0,10 до 0,45 вес.% алюминия, от 0,10 до 0,35 вес.% кремния, от 0,10 до 0,30 вес.% молибдена, от 0,010 до 0,050 вес.% ниобия и от 0,05 до 0,27 вес.% ванадия.
3. Ось по п.2, отличающаяся тем, что стальной сплав содержит до 0,010 вес.% фосфора.
4. Ось по п.2, отличающаяся тем, что стальной сплав содержит до 0,010 вес.% серы.
5. Ось по любому из пп.1-4, отличающаяся тем, что стальной сплав содержит от 1,10 до 1,40 вес.% марганца.
6. Ось по любому из пп.1-4, отличающаяся тем, что стальной сплав содержит от 1,40 до 1,70 вес.% марганца.
7. Ось по любому из пп.1-4, отличающаяся тем, что имеет минимальный предел усталости 120 МПа.
8. Ось по любому из пп.1-4, отличающаяся тем, что имеет минимальный предел усталости 170 МПа.
9. Способ изготовления полой трубчатой оси для железнодорожного транспортного средства из бесшовной стальной трубы, отличающийся тем, что он включает следующие этапы, на которых:
плавят материал из металлического сплава с образованием стального сплава по п.1;
разливают расплавленный материал с образованием слитков;
нагревают слитки в нагревательной печи для прошивки;
прошивают слитки;
удлиняют прошитые изделия с образованием полых заготовок;
осуществляют отделку полых заготовок с превращением их в бесшовные трубы;
осуществляют ковку бесшовных труб с превращением их в оси, выкованные из бесшовных труб, для железнодорожного транспортного средства.
10. Способ по п.9, отличающийся тем, что он включает после этапа плавления этап дополнительного рафинирования в тигельной печи, в ходе которого осуществляется регулирование химического состава стального сплава, и металлургическая обработка кальцием-кремнием.
11. Способ по п.10, отличающийся тем, что он включает после этапа дополнительного рафинирования этап вакуумирования.
12. Способ по п.9, отличающийся тем, что этап разливки осуществляют при электромагнитном перемешивании.
13. Способ по п.9, отличающийся тем, что после этапа разливки слиток подвергают этапу дополнительного нагревания при температуре от 880°С до 1300°С в течение от 1 до 48 ч.
14. Способ по любому из пп.9-13, отличающийся тем, что этап нагревания для прошивания слитков осуществляют в нагревательной печи при температуре от 1000°С до 1300°С.
15. Способ по п.9, отличающийся тем, что перед этапом ковки бесшовные трубы подвергают нормализации, при которой бесшовные трубы выдерживают при температурах от 880°С до 950°С в течение по меньшей мере 10 мин, после чего бесшовные трубы подвергают воздушному охлаждению.
16. Способ по п.9, отличающийся тем, что перед этапом ковки бесшовные трубы закаливают, причем бесшовные трубы выдерживают при температурах от 880°С до 950°С в течение по меньшей мере 10 мин, а затем осуществляют отпуск трубчатых осей посредством среды, выбранной из воды и масла.
17. Способ по п.15 или 16, отличающийся тем, что бесшовные трубы подвергают отпуску в нагревательной печи, где их выдерживают при температуре от 400°С до 700°С в течение по меньшей мере 10 мин, после чего подвергают воздушному охлаждению.
18. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что он включает перед этапом ковки этап инспекции труб посредством неразрушающего контроля с определением размеров и неоднородностей поверхности.
19. Способ по п.18, отличающийся тем, что он включает после этапа инспекции этап отделки, который включает механическую обработку всей внутренней поверхности бесшовных труб.
20. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что перед этапом ковки выполняют этап высадки, при котором бесшовные трубы (11) нагревают до температуры между 800°С и 1300°С в области, в которой увеличивается толщина, после чего прикладывают продольное сжимающее усилие в осевом направлении бесшовных труб (11) посредством продвижения высадочного инструмента (12).
21. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что этап ковки осуществляют в диапазоне температур от 800°С до 1300°С посредством по меньшей мере двух открытых матриц (14), которые совершают колебания в радиальном направлении и имеют переменный ход, дополнительного осевого высадочного инструмента (15) и манипулятора для переноса и вращения бесшовной трубы (13), выполненного с возможностью управления устройством ЧПУ.
22. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что этап ковки осуществляют в диапазоне температур от комнатной до 1300°С посредством матрицы (16), которая обжимает в осевом и радиальном направлениях по меньшей мере один из концов (13) трубы, уменьшая диаметр и преобразуя ее в кованую ось.
23. Способ по п.21, отличающийся тем, что при ковке в горячем состоянии дополнительно осуществляют этап охлаждения после ковки, который осуществляют в среде, выбранной из: воздуха, сжатого воздуха, воды и масла.
24. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что он включает этап нормализации по меньшей мере части трубной оси с использованием печи для нагрева до температур от 880°С до 950°С в течение по меньшей мере 10 минут выдержки и охлаждения на воздухе.
25. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что он включает этап закалки по меньшей мере части трубной оси с использованием для аустенизации печи для нагрева до температур от 880°С до 950°С в течение по меньшей мере 10 мин выдержки и быстрого охлаждения водой.
26. Способ по п.25, отличающийся тем, что он включает этап отпуска по меньшей мере части трубной оси с использованием печи для повторного нагрева до температур от 400°С до 700°С в течение по меньшей мере 10 мин выдержки и воздушного охлаждения.
27. Способ по одному из пп.9, 10, 11, 12, 13, 15 или 16, отличающийся тем, что этап отделки включает по меньшей мере один из следующих этапов: дробеструйной обработки внутренней поверхности трубы, выпрямления трубы, внутренней механической обработки смотровых каналов на двух концах трубы, снятия фасок (7) по кромке внутреннего диаметра смотровых отверстий трубы и механической обработки по меньшей мере двух резьбовых и плавно углубленных каналов (6) на каждом конце.
28. Способ по п.23, отличающийся тем, что этап отделки включает по меньшей мере один из следующих этапов: дробеструйной обработки внутренней поверхности трубы, выпрямления трубы, внутренней механической обработки смотровых каналов на двух концах трубы, снятия фасок (7) по кромке внутреннего диаметра смотровых отверстий трубы и механической обработки по меньшей мере двух резьбовых и плавно углубленных каналов (6) на каждом конце.
29. Способ по п.27, отличающийся тем, что после этапа отделки к по меньшей мере части кованой оси применяют этап термообработки в виде закалки и отпуска.
30. Способ по п.27, отличающийся тем, что он включает после этапа отделки этап неразрушающего контроля для определения поверхностных дефектов на выкованной оси.
31. Способ по п.29, отличающийся тем, что он включает после этапа отделки этап неразрушающего контроля для определения поверхностных дефектов на выкованной оси.
32. Полая трубчатая ось по п.5, характеризующаяся тем, что она изготовлена способом по любому из пп.9-13 и 15 или 16.
33. Полая трубчатая ось по п.6, характеризующаяся тем, что она изготовлена способом по любому из пп.9-13 и 15 или 16.
| КОЛОДКА ДЛЯ ПОШИВКИ ПОКРЫШЕК ДЛЯ ФУТБОЛЬНЫХ И ТОМУ ПОДОБНЫХ МЯЧЕЙ | 1937 |
|
SU52308A1 |
| CN 1920083 A, 28.02.2007 | |||
| WO 200706535 A1, 14.06.2007 | |||
| US 4895700 A, 23.01.1990. | |||

