Изобретения относятся к области получения прецизионных труб из циркония, титана и сплавов на их основе, нержавеющих коррозионно-стойких сталей, используемых на АЭС в качестве конструкционных материалов.
Трубы, как конструкционные элементы для современных энергетических и химических аппаратов, являются наиболее ответственными элементами. Они должны удовлетворять многочисленным требованиям, важнейшими из которых являются следующие: коррозионная стойкость; качество металла; точность геометрических размеров; высокие механические свойства и др.
При производстве и приемке труб проводят строгий контроль. Контролируют химический состав сплава, геометрические размеры, механические свойства, ориентацию гидридов, чистоту поверхности, проводят ультразвуковую дефектоскопию и коррозионные испытания.
Известные способы получения заготовок под прокат, такие как горячая прокатка заготовки, прессование в гильзу, литье в кокиль и т.д. не обеспечивают необходимое качество внутренней поверхности, что приводит к повышенному браку при прокатке. Наиболее широкое распространение получил способ горячего прессования трубных полуфабрикатов (гильз), когда из слитков после ковки, сверления, расточки и обточки прессуют гильзу. Внутренняя поверхность прессованной гильзы имеет дефектный слой с рядом несовершенств, таких как надрывы и глубокие риски. Кроме того, прессованная гильза имеет продольную и поперечную разностенность, конусность и некруглость внутреннего отверстия.
Все эти поверхностные дефекты и несовершенства геометрии внутреннего отверстия гильзы необходимо устранять. Припуск для снятия дефектного слоя и устранения несовершенства геометрии может достигать 2 мм, а для титана и сплавов на его основе до 5 мм.
Одним из основных критериев, определяющих качество труб, являются допуски на поперечную разностенность труб, которые могут ограничиваться пределом 10÷15% и менее от толщины стенки трубы.
Известен способ изготовления циркониевых труб (А.С. Займовский, А.В. Никулина, Н.Г. Решетников «Циркониевые сплавы в ядерной энергетике». М. Энергоатомиздат, 1994 г. с.55÷56), который включает в себя следующие основные операции:
1. Ковка слитков в прутки требуемого размера и их термообработка.
2. Резка кованых прутков на мерные заготовки.
3. Получение полых трубных заготовок (шашки) прошивкой в горячем состоянии или механической обработкой.
4. Меднение шашки.
5. Горячее прессование полой трубной заготовки в толстостенные трубы (гильзы).
6. Холодная прокатка трубной заготовки на станах ХПТ или ХПТР.
7. Травление, контроль качества поверхности.
8. Промежуточная термическая обработка.
9. Прокатка труб на конечный размер.
10. Обезжиривание и травление труб.
11. Окончательная термическая обработка.
12. Правка труб.
13. Отделка поверхности труб.
14. Испытания и контроль готовых труб.
Недостатком приведенного способа является то, что после горячего прессования полой трубной заготовки в толстостенные трубы (гильзы) на вертикальном или горизонтальном прессе, полученную гильзу механически не обрабатывают, т.е. наружную и внутреннюю поверхности, где присутствует дефектный слой не удаляют, что приводит к повышенному браку на готовой продукции по такому параметру как несплошность (поверхностные дефекты, определяемые ультразвуковой дефектоскопией), т.е. невыполнению требований к качеству поверхности.
Наиболее близким к заявляемому является способ производства труб из титановых сплавов (Ю.Н. Логинов., В.Г. Смирнов., В.В. Котов «Особенности реологических характеристик прессованных труб из титанового сплава GRADE 9» Кузнечно-штамповочное производство. Материалы 1ой Российской конференции по кузнечно-штамповочному производству. Под научной редакцией А.А. Богатова. Екатеринбург - 2005 г.), который состоит из следующих основных операций:
1. Ковка слитка, с целью проработки структуры и получения необходимой формы поковки.
2. Резка прокованной заготовки на краты и сверление в них отверстия, с последующей механической обработкой.
3. Прессование заготовки (шашки) на вертикальном или горизонтальном прессе с целью получения трубной заготовки (гильзы).
4. Правка и механическая обработка трубной заготовки, отжиг.
5. Холодная прокатка трубной заготовки с промежуточными и окончательной термообработкой.
И далее аналогично п.п.7, 9, 10, 12÷44 описанному выше способу изготовления циркониевых труб.
Отличие данного способа от приведенного выше, состоит в том, что полученную гильзу перед холодной прокаткой сначала правят на правильной машине, растачивают внутреннее отверстие гильзы, обтачивают наружную поверхность и проводят термическую обработку.
В результате получают трубы с более высокими характеристиками качества поверхности и геометрических размеров. Но и известный способ не позволяет обеспечить требуемый для прецизионных труб показатель разностенности.
Причины этого состоят в том, что при прессовании заготовки происходит образование их разностенности, так как заготовка для прессования имеет меньший диаметр, чем диаметр внутренней втулки контейнера на 0,5-1,0 мм
При помещении заготовки в контейнер, образуется зазор между заготовкой и втулкой контейнера. В дальнейшем при распрессовке происходит осадка заготовки с односторонним бочкообразованием. В результате этого происходит несимметричное течение металла, что вызывает изгиб иглы и получение трубы со смещенным отверстием. Кроме того при горизонтальном расположении слитка происходит захолаживание заготовки в месте контакта ее с контейнером, к примеру для циркониевых сплавов: температура заготовки - 850°C, температура внутренней втулки контейнера значительно ниже 450°C. Это приводит к локальному повышению сопротивления деформации и, в результате, к изгибу иглы в процессе прессования.
При прессовании на вертикальном прессе слиток удается сцентрировать иглой с применением конических матриц, следовательно, точность пресс-изделий, полученных при таком прессовании, выше. Однако и при таком способе прессования может формироваться разностенность: в результате неравномерного прогрева исходной заготовки, наличия в ней неравномерности по химическому составу или дефектов, а также при неравномерном нанесении смазки для прессования. Таким образом, при прессовании труб указанными выше известными способами получают разностенность в 15-20% от толщины стенки. При дальнейших операциях прокатки труб наблюдается стойкое сохранение данной пропорции: так называемой, эффект технологической наследственности. Исправление этого дефекта на последних стадиях процесса изготовления труб требует больших затрат, особенно при изготовлении тонкостенных труб и, как правило, производится механической обработкой.
Продольная разностенность - наблюдается по длине трубной заготовки в одном продольном сечении. Она обусловлена тем, что прессование гильзы происходит на конусной игле. Диаметр гильзы в начале прессования меньше чем в конце.
Поперечная разностенность - разница толщины стенки гильзы в одном поперечном сечении обусловлена эксцентриситетом наружного диаметра гильзы по отношению к внутреннему диаметру. Причина возникновения поперечной разностенности - неравномерное течение металла при прессовании.
Кроме того, действительная ось прессованной гильзы, (геометрическое место центров поперечных сечений глубокого отверстия по всей его длине. За центры поперечных сечений принимаются центры прилегающих окружностей ГОСТ 24642-89), имеет общую и локальную кривизну.
Наибольшую локальную кривизну имеет передний по ходу прессования конец гильзы. Для устранения кривизны прессованных гильз вводится операция правки, которая только частично устраняет имеющуюся кривизну. Поэтому на операцию расточки внутреннего отверстия поступают гильзы, имеющие остаточную кривизну после операции правки и внутреннюю поверхность, полученную при прессовании.
При расточке внутреннего отверстия прессованной гильзы, имеющей дефекты и разностенность после операции прессования и остаточной кривизны гильзы после ее правки, при наличии жесткой системы СПИД (Станок-Приспособление-Инструмент-Деталь) происходит неравномерный съем металла с внутренней поверхности гильзы. А это, с одной стороны часто приводит к наличию на обработанной поверхности необработанных участков, для устранения которых приходится повторно растачивать гильзу и снимать дополнительный слой, что приводит к повышенному расходу металла и увеличению трудоемкости изготовления готовых изделий и, кроме того, к дальнейшему увеличению разностенности. Неоправданно высоки и припуски под расточку, которые зависят от исходной кривизны внутреннего отверстия прессованной гильзы. С другой стороны, неравномерный съем металла приводит к неравномерному утонению стенки гильзы и увеличивает разностенность.
Опыт холодной прокатки труб показывает, что прослеживается прямая зависимость разностенности труб на каждом последующем трубном переделе от предыдущего.
Так с увеличением разностенности гильзы, являющейся заготовкой для дальнейших переделов, увеличивается и разностенность передельных и готовых труб. Абсолютная же разностенность на готовых трубах уменьшается по сравнению с гильзой и передельными трубами. Таким образом, уменьшая разностенность на гильзе, мы уменьшим и разностенность на готовой продукции.
Наиболее близким к заявляемому устройству является известный многолезвийный режущий инструмент для вытяжного растачивания внутреннего отверстия заготовки под прокат, выбранный авторами в качестве прототипа, содержащий корпус, хвостовик и рабочую часть с твердосплавными режущими элементами, имеющими на лезвиях направляющие фаски, направляющие, центральное отверстие и каналы для подвода СОЖ в зону резания, причем направляющие выполнены в виде упругих призматических элементов предназначенных для обеспечения диаметрального натяга в пределах 0,6÷1,0 мм при отношении суммарной площади контакта направляющих с обрабатываемым отверстием к диаметру режущего инструмента в диапазоне S/D=20÷28 мм при этом направляющие фаски на лезвиях режущих элементов выполнены длиной - p мм и шириной - f мм и выполнены дополнительные отверстия для подвода СОЖ к направляющим (патент RU №2388579 опубл. 10.05.2010 г.).
Недостатком данного многолезвийного инструмента является его жесткость и жесткость системы СПИД, которая приводит к неравномерному съему припуска с внутреннего отверстия и способствует возрастанию поперечной разностенности заготовки. Особенно это проявляется на концах гильз, имеющих наибольшую кривизну.
Задачей заявляемых изобретений является уменьшение разностенности и повышение качества прецизионных готовых труб при повышенных (ужесточенных) требованиях к толщине стенки из таких материалов как цирконий, титан и их сплавы, а также нержавеющих коррозионно-стойких сталей и других сплавов за счет удаления дефектного слоя прессованной гильзы без увеличения разностенности при обработке внутреннего отверстия. В результате повышается выход годного, на операции растачивания прессованных гильз повышается коэффициент использования металла, сокращается количество проходов.
Технический результат достигается тем, что в способе изготовления прецизионных труб из циркония, титана, сплавов на их основе или из нержавеющих коррозионно-стойких сталей, включающем горячую деформацию гильзы из кованой заготовки, ее правку, растачивание внутреннего отверстия гильзы, обтачивание наружной поверхности и многократную холодную прокатку с поперечным перераспределением металла в очаге деформации, промежуточными и окончательной термообработками, растачивание внутреннего отверстия гильзы осуществляют путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы при копировании режущим инструментом действительного профиля гильзы без увеличения ее разностенности.
Отличительными признаками заявляемого способа изготовления прецизионных труб из циркония, титана или сплавов на их основе и коррозионно-стойких сталей являются: растачивание внутреннего отверстия гильзы путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы при копировании режущим инструментом действительного профиля гильзы без увеличении ее разностенности.
Указанные отличительные признаки позволяют снять полностью дефектный слой, сохранив имеющуюся разностенность, не увеличивая ее. Последующая холодная прокатка с поперечным перераспределением металла в очаге деформации позволяет уменьшить разностенность готовой трубы. Растачивание внутреннего отверстия гильзы с полным снятием дефектного слоя позволяет уменьшить съем металла и сократить количество проходов.
Для достижения названного технического результата предлагается устройство для растачивания внутреннего отверстия гильзы при изготовлении прецизионных труб из циркония, титана, сплавов на их основе или из нержавеющих коррозионно-стойких сталей путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы при копировании режущим инструментом действительного профиля гильзы без увеличения ее разностенности, содержащее режущий инструмент, соединенный со стеблем и выполненный с рабочей частью с твердосплавными режущими элементами, имеющими на своих лезвиях направляющие фаски и направляющие в виде упругих призматических элементов для центрирования режущего элемента при заходе его в растачиваемое отверстие гильзы, и с центральным отверстием и каналами для подвода смазочно-охлаждающей жидкости в зону резания и направляющим, при этом режущий инструмент соединен со стеблем посредством упругой шарнирной или крестовой плавающей муфты Ольдгема.
С целью уменьшения трения между контактирующими поверхностями и обеспечения быстродействия упомянутую крестовую плавающую муфту Ольдгема предпочтительно выполнить по принципу опор качения.
Отличительным признаком заявляемого устройства является то, что режущий инструмент соединен со стеблем посредством упругой шарнирной муфты или крестовой плавающей муфты Ольдгема.
Выполнение соединения режущего инструмента со стеблем с помощью упругой шарнирной муфты или крестовой муфты Ольдгема обеспечивает режим самоустанавливаемости режущего инструмента при растачивании внутреннего отверстия гильзы, при этом сохраняется ее действительная ось, что обеспечивает растачивание внутреннего отверстия гильзы путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы, копирование режущим инструментом ее действительного профиля без увеличения ее разностенности.
Заявляемые способ и устройство позволяют удалить дефектный слой практически за один проход с меньшими потерями металла. В результате обработки получается чистый бездефектный волнистый профиль, который раскатывается при последующих холодных прокатках на станах с поперечным перераспределением металла в очаге деформации, например на станах ХПТ, KPW, ХПТР.
Таким образом, сочетание совокупности существенных признаков как предлагаемого способа, так и предлагаемого устройства в полной мере решают поставленную техническую задачу уменьшения разностенности и повышения качества готовых труб при повышенных (ужесточенных) требованиях к толщине стенки, повышения коэффициента использования металла и сокращения количества проходов при проведении операции расточки.
Сущность изобретений поясняется графическими материалами, приведенными на фиг.1÷10.
На фиг.1 представлено устройство для растачивания внутреннего отверстия гильзы при изготовлении прецизионных труб из циркония, титана, сплавов на их основе или из нержавеющих коррозионно-стойких сталей.
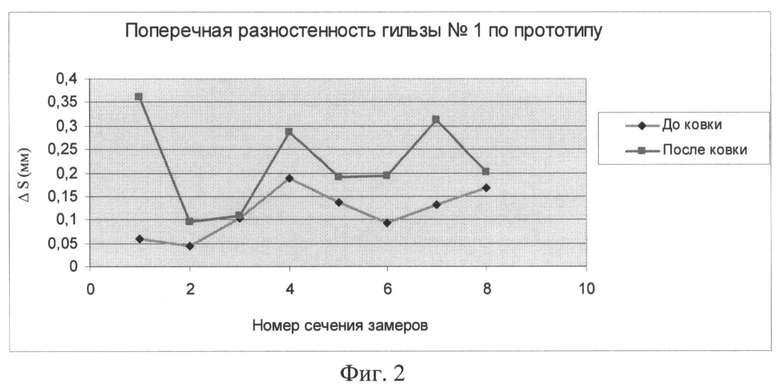
Фиг.2 - диаграмма, иллюстрирующая поперечную разностенность гильзы №1, изготовленной по прототипу.
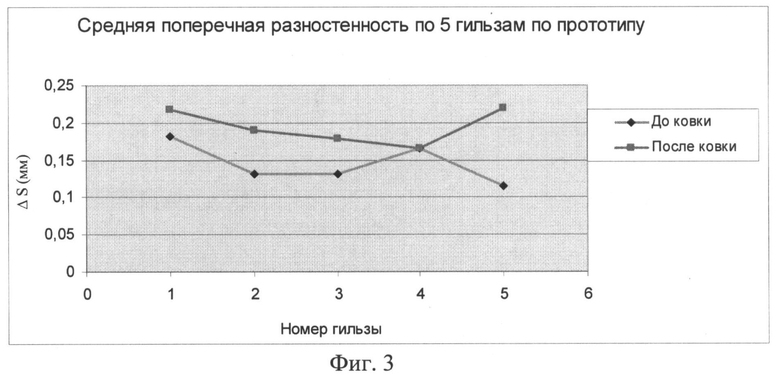
Фиг.3 - диаграмма, иллюстрирующая среднюю поперечную разностенность по пяти гильзам, изготовленным по прототипу.
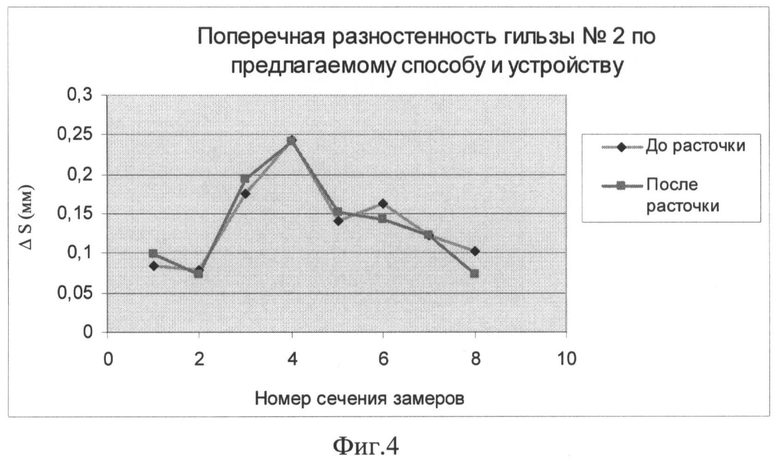
Фиг.4 - диаграмма, иллюстрирующая поперечную разностенность гильзы №2, изготовленной по предлагаемому способу предлагаемым устройством.
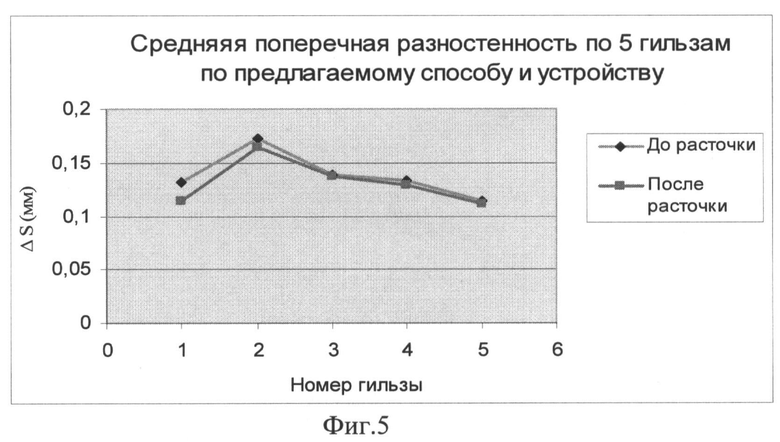
Фиг.5 - диаграмма, иллюстрирующая среднюю поперечную разностенность по пяти гильзам, изготовленным по предлагаемому способу предлагаемым устройством.
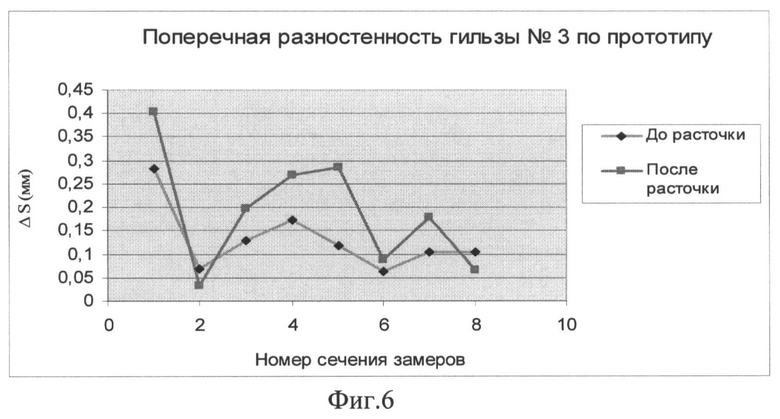
Фиг.6 - диаграмма, иллюстрирующая поперечную разностенность гильзы №3, изготовленной по прототипу.
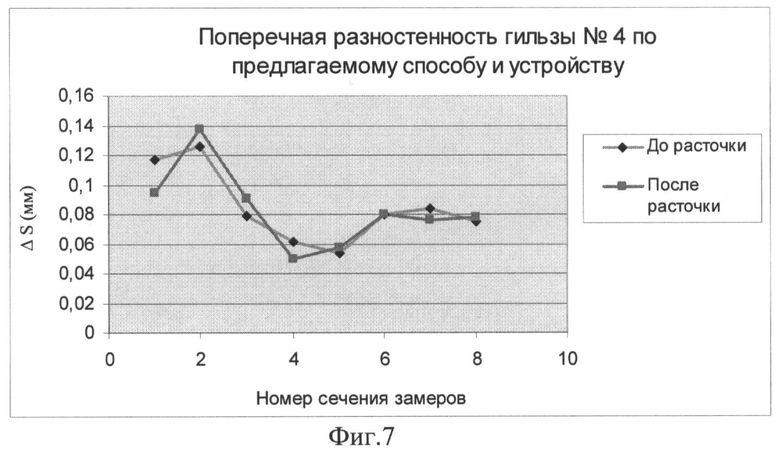
Фиг.7 - диаграмма, иллюстрирующая поперечную разностенность гильзы №4, изготовленной по предлагаемому способу и устройству.
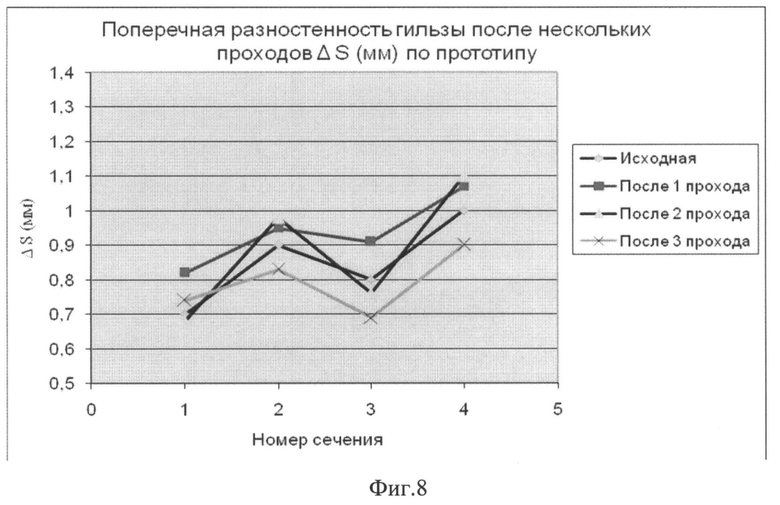
Фиг.8 - диаграмма, иллюстрирующая поперечную разностенность гильзы после нескольких проходов A S (мм) по способу-прототипу.
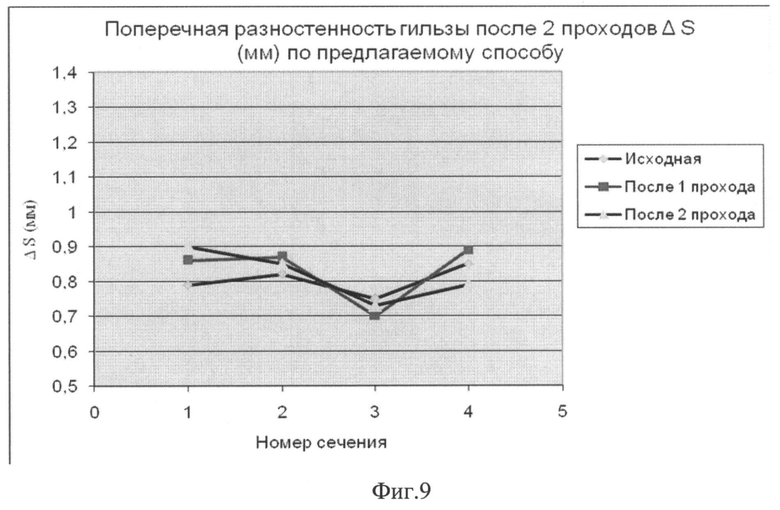
Фиг.9 - диаграмма, иллюстрирующая поперечную разностенность гильз после двух проходов AS(mm) по предлагаемому способу и устройству.
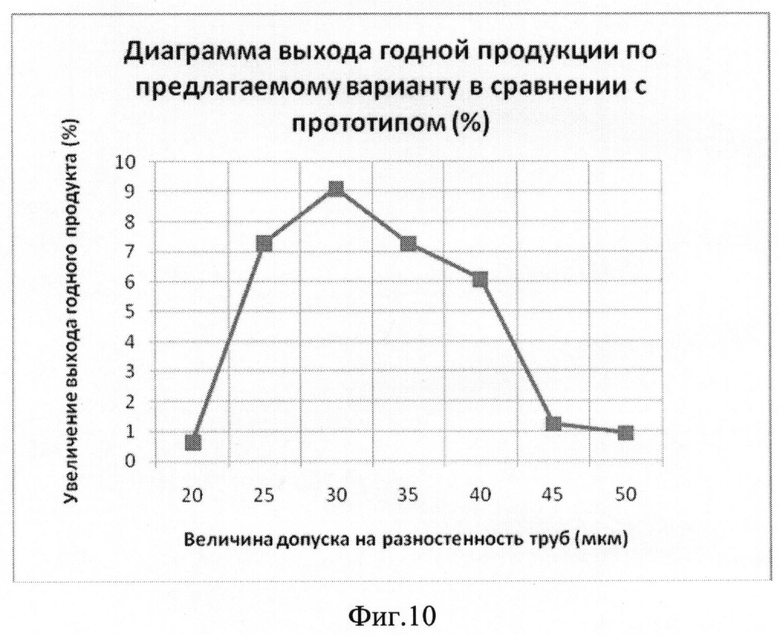
Фиг.10 - диаграмма, иллюстрирующая выход годной продукции, изготовленной по предлагаемому способу и прототипу.
Предлагаемый способ осуществляют следующим образом.
Горячим прессованием из кованой заготовки получают гильзу, проводят ее травление, правку, торцовку на любом известном оборудовании. Затем растачивают внутреннее отверстие гильзы таким образом, чтобы осуществить съем металла одинаковой толщины по всей длине гильзы. Для этого используют заявляемые способ и устройство. После растачивания внутреннего отверстия обтачивают наружную поверхность на любом известном механическом оборудовании. Многократную холодную прокатку проводят на станах с поперечным перераспределением металла в очаге деформации, например, на станах ХПТ, ХПТР, KPW. Между стадиями холодной прокатки и по окончании ее проводят термообработки.
Устройство для растачивания внутреннего отверстия гильзы при изготовлении прецизионных труб из циркония, титана, сплавов на их основе или из нержавеющих коррозионно-стойких сталей содержит инструмент 1, который соединен со стеблем 2 с помощью упругой шарнирной муфты 3. Направляющие муфты 4 в виде упругих призматических элементов, предназначены для обеспечения диаметрального натяга между муфтой и обрабатываемым отверстием. Рабочая часть инструмента содержит твердосплавные режущие элементы 5, имеющие на лезвиях направляющие фаски 6, и направляющие 7 в виде упругих элементов, предназначенных только для центрирования режущего инструмента при заходе его в обрабатываемое отверстие. В корпусе инструмента 1, стебле 2 и муфте 3 выполнено центральное отверстие 8 и каналы 9 для подвода смазывающей охлаждающей жидкости (СОЖ) в зону резания и к направляющим 4 и 7.
До начала обработки заготовку в виде гильзы закрепляют в двух самоцентрирующихся патронах (не показаны), находящихся на концах шпинделя станка, соединенного с приводом вращения (не показаны).
Стебель 2, соединенный с устройством осевой подачи и сцентрированный с заготовкой с помощью неподвижного люнета (не показаны), вводят внутрь обрабатываемого отверстия гильзы. Инструмент 1 соединяют с муфтой 3 и всю сборку крепят на стебле 2. Посредством осевой подачи инструмента в направлении рабочего хода, переднюю направляющую в виде упругих призматических элементов 4 вводят в соприкосновение с обрабатываемым отверстием. Так как диаметр описанной окружности направляющих 4 больше диаметра обрабатываемого отверстия, то упругий ход направляющих 4 обеспечивает центрирование муфты по необработанной поверхности. При заходе режущего инструмента направляющие 7 центрируют инструмент по отношению к обрабатываемому отверстию сохраняя подвижность режущего инструмента за счет отсутствия натяга между направляющими 7 и обрабатываемым отверстием. Далее включают подачу СОЖ, привод вращения заготовки, осевую подачу инструмента и осуществляют процесс обработки внутреннего диаметра гильзы.
В процессе работы подвижный инструмент центрируется в отверстии силами резания и полиуретановыми направляющими 4, 7, и ось режущего инструмента совпадает с осью заготовки, полученной после прессования.
В процессе работы направляющие фаски на лезвиях твердосплавных режущих элементов 7, опираясь на обработанную поверхность, центрируют и направляют режущий инструмент, повышая его виброустойчивость, позволяют вести процесс обработки без вибраций и огранки с низкой шероховатостью Ra≤1 мкм и высокой точностью полученного отверстия. После окончания процесса инструмент 1 с муфтой 3 отсоединяют от стебля 2, устанавливают новую заготовку, собирают сборку «инструмент - муфта - стебель» и процесс повторяют.
Таким образом, соединение режущего инструмента со стеблем с помощью упругой шарнирной муфты в сочетании с остальными заявляемыми признаками устройства обеспечивает самоустанавливаемость режущего инструмента и производит съем металла с заданной одинаковой толщиной срезаемого слоя по всей длине гильзы (равномерный съем металла в каждом сечении, перпендикулярном к действительной оси гильзы)
Идентичный результат был получен при использовании крестовой плавающей муфты Ольдгема, выполненной по принципу опор качения для обеспечения быстродействия муфты и уменьшения трения между контактирующими поверхностями муфты.
Пример 1
Изготовление холоднокатаных бесшовных оболочечных труб из сплава циркония марки Э110 размером ⌀ 9,1×7,73×3867 мм.
Для получения вышеуказанной номенклатуры изделий из заготовки ⌀ 109×28,5×193 мм на прессе ПА 8340 усилием 1000 т.е. были выдавлены гильзы размером 045×8,55*1400 мм
Горячепрессованные гильзы после операций правки, обезжиривания и удаления медного покрытия, подвергались контролю толщины стенки на ультразвуковом толщиномере модели «25DL Plus» как до расточки внутреннего отверстия, так и после расточки. Для замера разностенности гильз ее размечали в четырех поперечных сечениях через 90° и в 8 точках по образующей. Расточку внутреннего отверстия проводили по двум вариантам: по прототипу и заявляемому способу с использованием заявляемого устройства, в котором применена упругая шарнирная муфта. Результаты контроля разностенности гильз представлены в таблицах №№1, 2 и на фиг.2÷5
Пример 2
Изготовление холоднокатаных бесшовных труб из титанового сплава марки ПТ-7М размером ⌀18,0×2,5×7200 мм.
Для получения вышеуказанной номенклатуры изделий из заготовки ⌀109×27,5×165 мм были выдавлены гильзы размером ⌀43,5×26,5×1400 мм на прессе ПА 8340 усилием 1000 т.е. Горячепрессованные гильзы после операций правки, обезжиривания и удаления медного покрытия, подвергались контролю толщины стенки аналогично примеру 1. Расточку внутреннего отверстия проводили по двум вариантам: по прототипу и заявляемому способу с использованием заявляемого устройства, в котором применена упругая шарнирная муфта. Результаты контроля разностенности гильз представлены в таблицах 3, 4 и на фиг.6÷7
Пример 3
Изготовление холоднокатаных бесшовных труб из титана марки ВТ1-0 с размерами ⌀108±1,62×3,00±0,45×4000÷6000 мм.
Расточке подвергались горячепрессованные гильзы с размера ⌀117,0+1,5×8,0±0,5 мм до размера ⌀117,0+1,5×5,0±0,4 мм. Расточку внутреннего отверстия проводили по двум вариантам: по прототипу и заявляемому способу с использованием заявляемого устройства, в котором применена плавающая муфта Ольдгема.
Данные по результатам расточки гильз представлены в таблице 5
Анализ данных, представленных в таблицах №1÷5 и на фиг.2÷9, показывает, что растачивание внутреннего отверстия гильзы по прототипу увеличивает разностенность обработанных гильз по сравнению с не обработанными. В то время как растачивание внутреннего отверстия гильзы по предлагаемому способу, осуществляемому с помощью предлагаемого устройства, не приводит к увеличению разностенности.
По предлагаемому способу и устройству на ОАО ЧМЗ были изготовлены также трубы из стали марки 12Х18Н10Т, ферритных сталей марки 08X14МФ. Результаты испытаний полностью подтвердили работоспособность способа и устройства при использовании которых происходит равномерный съем металла по диаметру и длине прессованного полуфабриката (гильзы), не увеличивая их разностенность.
В результате заявляемые способ и устройство позволяют уменьшить разностенность расточенных гильз, что, в свою очередь, обеспечивает повышенные требования к качеству готовых труб по такому параметру как разностенность. Кроме того, предлагаемые способ и устройство, удаляют дефектный слой практически за один проход, что снижает трудоемкость и повышает коэффициент использования металла на операции.
Как показали протоколы контроля готовых труб сплава Э110 типоразмером 9,13×7,73×3860 мм, изготовленных по прототипу, и труб этой же номенклатуры, изготовленных по предлагаемому способу, с использованием предлагаемого устройства, выход годной продукции по предлагаемому варианту в сравнении со способом по прототипу возрастает от 1% до 9% (в зависимости от допуска на разностенность), фиг.10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности | 2020 |
|
RU2733522C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2532873C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 550×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2014 |
|
RU2570152C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х28-32 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш | 2017 |
|
RU2638263C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| МНОГОЛЕЗВИЙНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ | 2008 |
|
RU2388579C2 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК 10ГН2МФА И 08Х18Н10Т ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ, МЕХАНИЧЕСКИ ОБРАБОТАННЫХ, БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2567420C2 |
Изобретение относится к машиностроению и может быть использовано при производстве прецизионных труб из циркония, титана и сплавов на их основе, нержавеющих коррозионно-стойких сталей, используемых на АЭС в качестве конструкционных материалов. Способ включает горячую деформацию гильзы из кованой заготовки, ее правку, растачивание внутреннего отверстия гильзы, обтачивание наружной поверхности, многократную холодную прокатку с поперечным перераспределением металла в очаге деформации и промежуточные и окончательную термообработки. Растачивание внутреннего отверстия гильзы осуществляют путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы при копировании режущим инструментом действительного профиля гильзы без увеличения ее разностенности. Устройство для растачивания внутреннего отверстия гильзы содержит режущий инструмент, соединенный со стеблем и выполненный с рабочей частью с твердосплавными режущими элементами. Они имеют на своих лезвиях направляющие фаски и направляющие в виде упругих призматических элементов для центрирования режущего инструмента при заходе его в растачиваемое отверстие гильзы. Режущий инструмент выполнен с центральным отверстием и каналами для подвода смазывающе-охлаждаюшей жидкости в зону резания и к направляющим. Соединение режущего инструмента со стеблем осуществлено посредством упругой шарнирной муфты или крестовой плавающей муфты Ольдгема. Уменьшается разностенность и повышается качество готовых труб при повышении коэффициента использования металла. 2 н. и 1 з.п. ф-лы, 10 ил., 5 табл.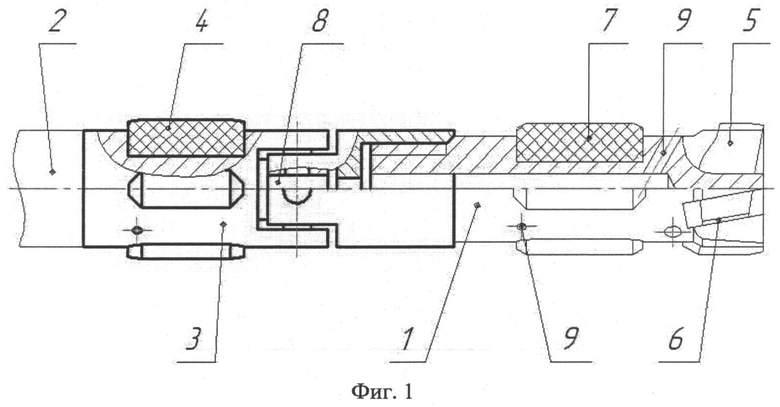
1. Способ изготовления прецизионных труб из циркония, титана, сплавов на их основе или из нержавеющих коррозионно-стойких сталей, включающий горячую деформацию гильзы из кованой заготовки, ее правку, растачивание внутреннего отверстия гильзы, обтачивание наружной поверхности, многократную холодную прокатку с поперечным перераспределением металла в очаге деформации и промежуточные и окончательную термообработки, при этом растачивание внутреннего отверстия гильзы осуществляют путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы при копировании режущим инструментом действительного профиля гильзы без увеличения ее разностенности.
2. Устройство для изготовления прецизионных труб из циркония, титана, сплавов на их основе или из нержавеющих коррозионно-стойких сталей путем срезания слоя металла с заданной одинаковой толщиной по всей длине гильзы при копировании режущим инструментом действительного профиля гильзы без увеличения ее разностенности, содержащее режущий инструмент, соединенный со стеблем и выполненный с возможностью растачивания внутреннего отверстия гильзы, с рабочей частью с твердосплавными режущими элементами, имеющими на своих лезвиях направляющие фаски и направляющие в виде упругих призматических элементов для центрирования режущего инструмента при заходе его в растачиваемое отверстие гильзы, и с центральным отверстием и каналами для подвода смазывающе-охлаждающей жидкости в зону резания и к направляющим, при этом режущий инструмент соединен со стеблем посредством упругой шарнирной муфты или крестовой плавающей муфты Ольдгема.
3. Устройство по п.2, в котором упомянутая крестовая плавающая муфта Ольдгема выполнена по принципу опор качения.
| ЛОГИНОВ Н.Ю | |||
| и др | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Кузнечно-штамповочное производство | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| А.А | |||
| Богатова | |||
| - Екатеринбург, 2005 | |||
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| Способ токарной обработки | 1983 |
|
SU1186401A1 |
| МНОГОЛЕЗВИЙНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ | 2008 |
|
RU2388579C2 |
| Приспособление для расточки | 1938 |
|
SU55321A1 |
| Самопоказывающая вращающаяся мишень с пружинным заводом | 1927 |
|
SU9393A1 |
| Привод центрифуги | 1977 |
|
SU642003A1 |

