1
Изобретение относится к станкостроению.
Известиы способы .определения допустимой скорости резания лри мехаиической обработке металлов со снятием стружки с помощью стойкостных испытаний.
Однако эти Способы длительные, трудоемкие и не учитывают рассеивания по режущей способности у отдельных инструментов. Кроме того, инструмент, Который .подвергался испытаниям, нельзя использовать для дальнейшей ра,боты без 1переточки. Испытывать же та:ким образом каждый инструмент практически невозможно.
С целью оптимального использования режущих свойств инструмента и повышения Производительности труда в предлагаемом способе используется зависимость между допустимой скоростью резания лпструмента и его собственной термо-э.д.с.
Су
, при и S const.
V г.
допустимая скорость резания; стойкость инструмента; собственная термо-э.д.с. Ш1струмента;
постоянная; поКазатели степени;
глубина резания; подача.
Измеряют собственную термо-э.д.с. инструмента и по указанной выше формуле для заданной пары; обрабатываемый материал - инструмент, выбранного значения стойкости 7, -постоянных глубине резания t, подаче 5 и принятом критерии затупления определяют допустимую скорость V резания для каждого инструмента всей партии, изготовленного из одной марки инструментального материала.
Коэффициент С,, и велнчины показателей степени определ;иот по результатам стойкостны.х испытаний, которые для данной пары: обрабатываемый материал -материал инструмента проводят один единственный раз для
нахождения зависимости
С.;,
дальнейщем допустимую скорость резания каждого инструмента определяют на основании результатов измерения величины его собственной термо-э.д.с. без выполнения стойкостпых испытаний. Ироведены нспытания на стойкости резанием твердоспла-вными пластинами марки ВК6М, взятых из одной партии. В Качестве обрабатываемого материала использовался сплав ХИ77ТЮР. Пластипки имели геометрию: - 9°; Я 0; гр1 15°; г 0,2 мм и крепились механическим способом в спениальиой державке.
Собственная термо-э.д.с. пластин марки ВК6М измерялась прибором, содержащим гальванометр и два электрода, один из которых имел температуру 20°С, а второй - 200°С. Регистрация термо-э.д.с. (t/c) производилась в момент контакта электрода с Контролируемой пластинкой. Для испытаний отбирались пластины с разной собственной термо-э.д.с.
Оплав ХН77ТЮР обрабатывался резцом с пластинкой марки ВК6М (нмевшей собственное значение термо-э.д.с. Lc, при постоянных значениях глубины резания ,5 мм и подачи 5 0,1 мм/об на разных скоростях резания Vi, 1/2, . , УП и онределялись величины стойкости TI, TZ, .. Тп.
За критерий затупления нринимался износ пластин по задней цоверхности, равный 0,25 мм.
Полученные данные наносились на график в системе логарифмических координат Т-V, по которому определялись коэффициент Сг, и показатель степени т в формуле
-.I/ - - .
рт
Аналогичные испытания проведены для других пластин из данной партии, но имевших собственные значения термо-э.д.с f/c, .... Uc,,.
По полученным данным построен график в системе логарифмических координат V-f/c, найден коэффициент С, и .показатель степени 2 в формуле
к -.
После этого по получеиным частпым формулам определяют коэффициент Сг, в формуле
С..
V
которая для принятых условий имеет вид
41,5.1012
V
70,34.f;6.25
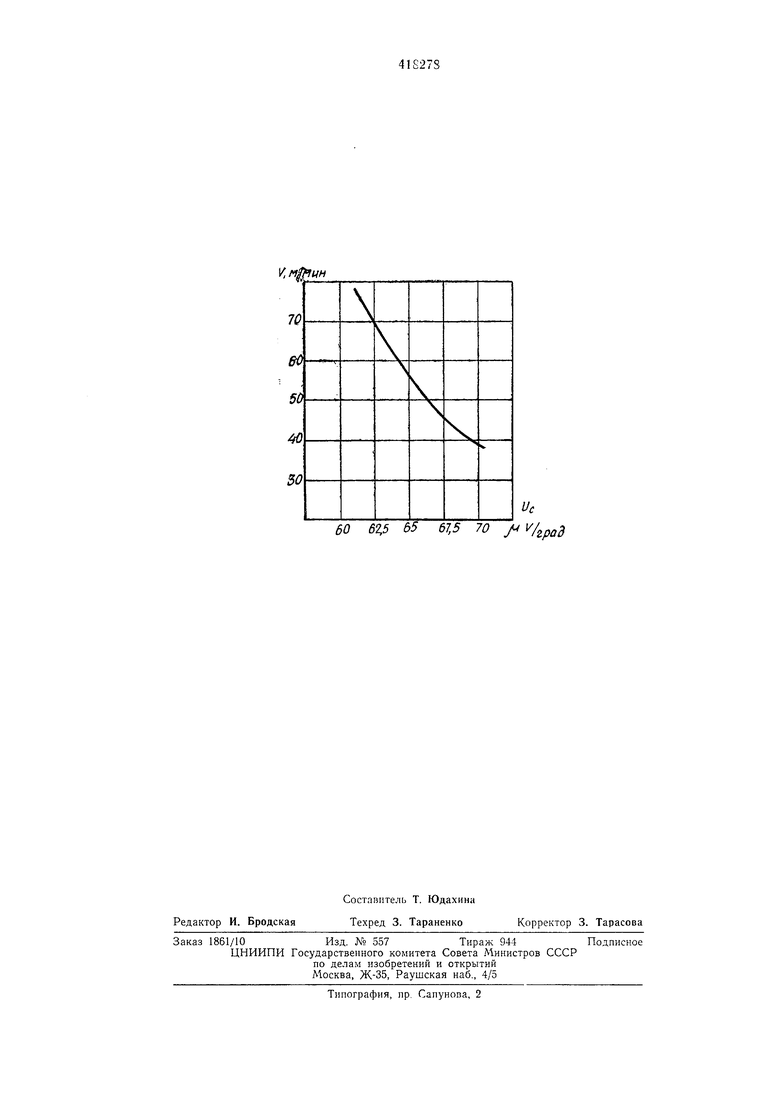
На чертеже приведен экспериментальный график зависимости скорости резания V от собственной термо-э.д.с (7с пластин при постоянных Т, t и S.
После получения вышеуказанной зависимости допустимую скорость резания при обработке сплава ХН77ТЮР для каждой конкретной пластинки определяют только по данным графика. Для этого измеряют термоэ.д.с. нужной пластинки и находят допустимую скорость резания с помощью графика без выполнения стойкостных исиытаний.
Как видно из чертежа пластины ВК6М с собственной термо-э.д.с. 68,4 цУ/град и.меют скорость резания У--42,6 м/.мии, а пластины
с термо-э.д.с. 61,6 |д,У/град-скорость 75 м/мин, т. е. на 76% большую.
Предлагаемый способ позволяет сортировать режущий инструмепт по допустимой скорости резания, в результате чего возможно
без дополнительиых затрат увеличить производительность обработки за счет повышения режимов резания. Кроме того, данный способ позволяет выполнить контроль режущего инструмента в нроцессе изготовления и не допустить попадание низкокачествеппого инструмента на рабочие места в щеха основного производства.
Предмет изобретения
1.Способ определения допустимой скорости резания ири механической обработке металлов со снятие.м стружки с помощью стойкостных испытаний, отличающийся тем,
что, с целью оптимального использования режущих свойств инструмента и повышения производительности труда, из.меряют собственную термо-э.д.с инструмента и по величине термо-э.д.с. и даиным стойкостиых исиытаний определяют допустимую скорость резаиия расчетным путем.
2.Способ по п. 1, отличающийся тем, что допустимую скорость резапия определяют по формуле
с
I/
-
где V -допустимая скорость резания;
Т -стойа ость ннструмента;
L/C-собственная термо-э.д.с. инструмента;
Сг - постоянная;
т,г - показатели степени, определяемые из стойкостных иснытаний при ЛРОбом значении Т.
IQ
ее -
5й
45
50
60 62,5 65 67,5 70 f V/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ БЕРИЛЛИЯ | 1997 |
|
RU2128102C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 1994 |
|
RU2063307C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| СПОСОБ ИССЛЕДОВАНИЯ РЕЖУЩИХ СВОЙСТВ ИНСТРУМЕНТОВ | 1990 |
|
SU1834509A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЁРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2209413C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2272275C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2249198C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2315972C1 |