Изобретение относится к области механической обработки деталей из хрупких металлов, а именно бериллия.
Общеизвестны способы определения допустимой скорости резания при механической обработке металлов с помощью стойкостных испытаний (см.Г.Н.Грановский и др. Резание металлов. - М.: Машгиз, 1954 г., стр.205-214; А.М.Даниелян. Резание металлов и инструмент. - М.: Машгиз, 1950 г., стр. 152-159, 168-169).
Основным недостатком стойкостных испытаний является их трудоемкость, связанная с переводом в стружку большого количества дорогостоящего материала и инструмента.
Известен способ определения допустимой скорости резания, определяющий скорость резания по данным стойкостных испытаний и термо-э.д.с. инструмента (см. а. с. N 418278). Этот способ направлен на повышение производительности обработки, однако он не гарантирует отсутствия микротрещин (трещин) при механической обработке на поверхности изделия из бериллия. В ряде случаев детали конструкций, изготовленные из бериллия, подвергаются высоким нагрузкам, и эти поверхностные дефекты вызывают преждевременные разрушения.
Технической задачей настоящего изобретения является повышение качества обработки поверхности и конструкционной прочности изделий из бериллия.
Данная задача решается тем, что в предлагаемом изобретении используется зависимость между оптимальной скоростью резания и износом инструмента по задней поверхности, выражаемая формулой
где V - оптимальная скорость резания;
m - показатель степени;
hз - износ инструмента по задней поверхности;
C - постоянный коэффициент, зависящий от вида обрабатываемого материала.
Сущность предлагаемого способа заключается в следующем.
При двух произвольно взятых значениях скоростей резания определяют износ режущего инструмента по задней поверхности до появления микротрещин (трещин) на обработанной поверхности. Глубина резания t подача S при этом постоянны.
Коэффициент C и показатель степени m определяют по результатам испытаний материала на трещинообразование с использованием полученных значений скоростей резания и износа инструмента.
В дальнейшем оптимальную скорость резания, без образования микротрещин (трещин) на обработанной поверхности каждого вида обрабатываемого металла определяют по вышеприведенной формуле.
По литературным данным (см. Бериллий. Наука и технология. Под ред. Д. Вебстера и др. - М.: Металлургия, 1984 г., стр. 375) известно, что механическая обработка примерно в десять раз понижает пластичность бериллия из-за образования поврежденного поверхностного слоя. Выбор оптимальной скорости резания без образования микротрещин (трещин) на обработанной поверхности бериллиевых изделий позволит повысить пластичность обработанных деталей за счет уменьшения дефектности обработанной поверхности и вследствие этого увеличить конструкционную прочность изделий.
Пример осуществления способа.
Испытание предлагаемого способа определения оптимальной скорости резания проводилось при производстве сферических изделий. В качестве обрабатываемого материала использовался технический штампованный бериллий марки ТШП-56 мкм. Механическая обработка бериллия проводилась резцом с режущей частью из твердого сплава ВК-8 со следующей геометрией: главный угол в плане 45o, передний угол 0o, задний угол 8o, радиус режущей кромки 0,1 ... 0,8 мм. Глубина резания была постоянной и равнялась 0,1 мм, подача изменялась в узком диапазоне 0,1 ... 0,21 мм/об. на разных скоростях резания.
Измерение износа режущего инструмента проводилось по задней поверхности до появления микротрещин (трещин) на обработанной поверхности. В качестве критерия принимали появление микротрещин (трещин) на обработанной поверхности.
Микротрещины (трещины) на обработанной поверхности бериллиевых деталей определяли визуально, после травления их в растворе серной кислоты.
При двух произвольно взятых значениях скоростей резания механической обработки деталей, равных 45 м/мин и 95 м/мин, определяли износ режущего инструмента по задней поверхности, при котором появляются микротрещины (трещины) на обработанной поверхности. После этого по полученным значениям износа режущего инструмента, скоростям резания и частным формулам определяли коэффициент C и показатель степени m по формулам:

где hз1 - износ режущего инструмента по задней поверхности, определяемый при скорости резания 45 м/мин;
hз2 - то же, при скорости 95 м/мин.
Формула оптимальной скорости для бериллия марки ТШП-56 мкм будет иметь следующий вид:
На чертеже приведен расчетный график зависимости скорости резания и допустимых значений износа режущего инструмента, при которых образуются микротрещины (трещины) на обработанных бериллиевых деталях из материала марки ТШП-56 мкм.
Механическая обработка бериллия с износом резца больше 0,5 мм приводит к катастрофическому износу резца по задней поверхности, поэтому обработка сферических изделий со скоростью резания меньше 25 м/мин неэффективна.
Назначение скорости резания больше 145 м/мин при механической обработке сферических изделий не имеет смысла, так как допустимый износ резца по задней поверхности при этом будет меньше 0,05 мм за короткий промежуток времени, не позволяющий обработать деталь (см. чертеж).
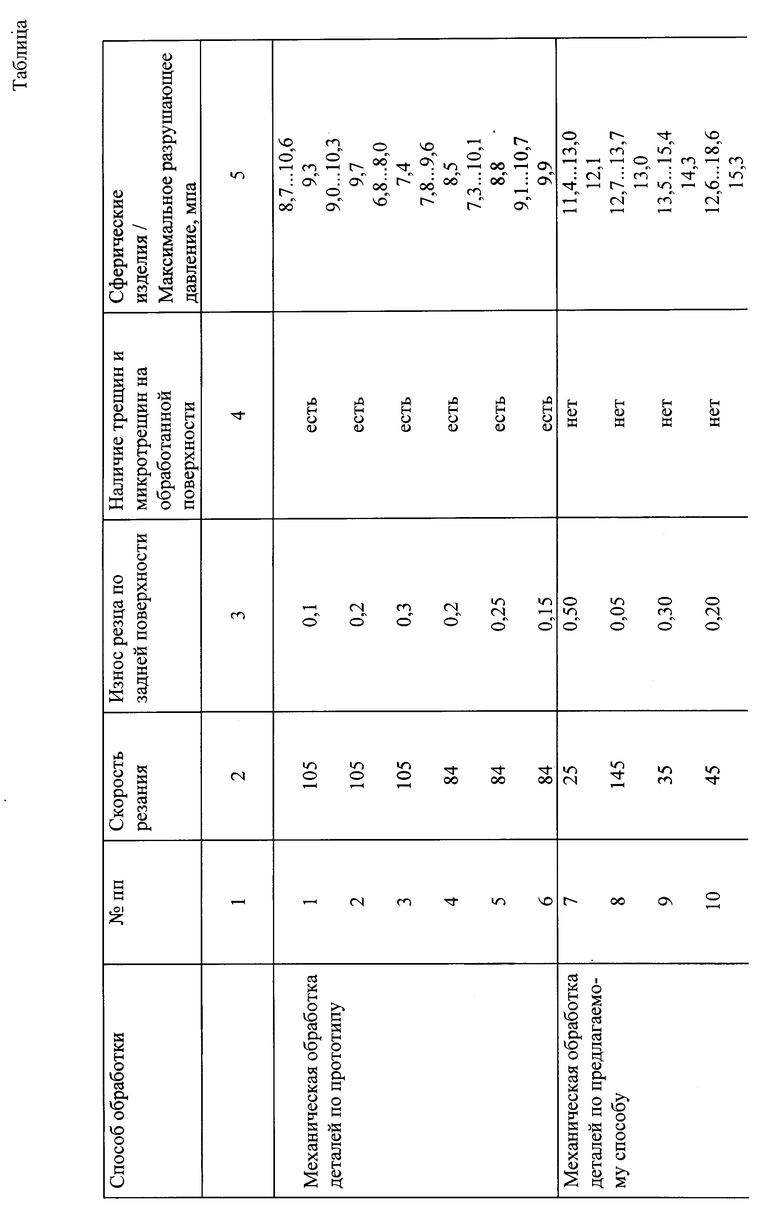
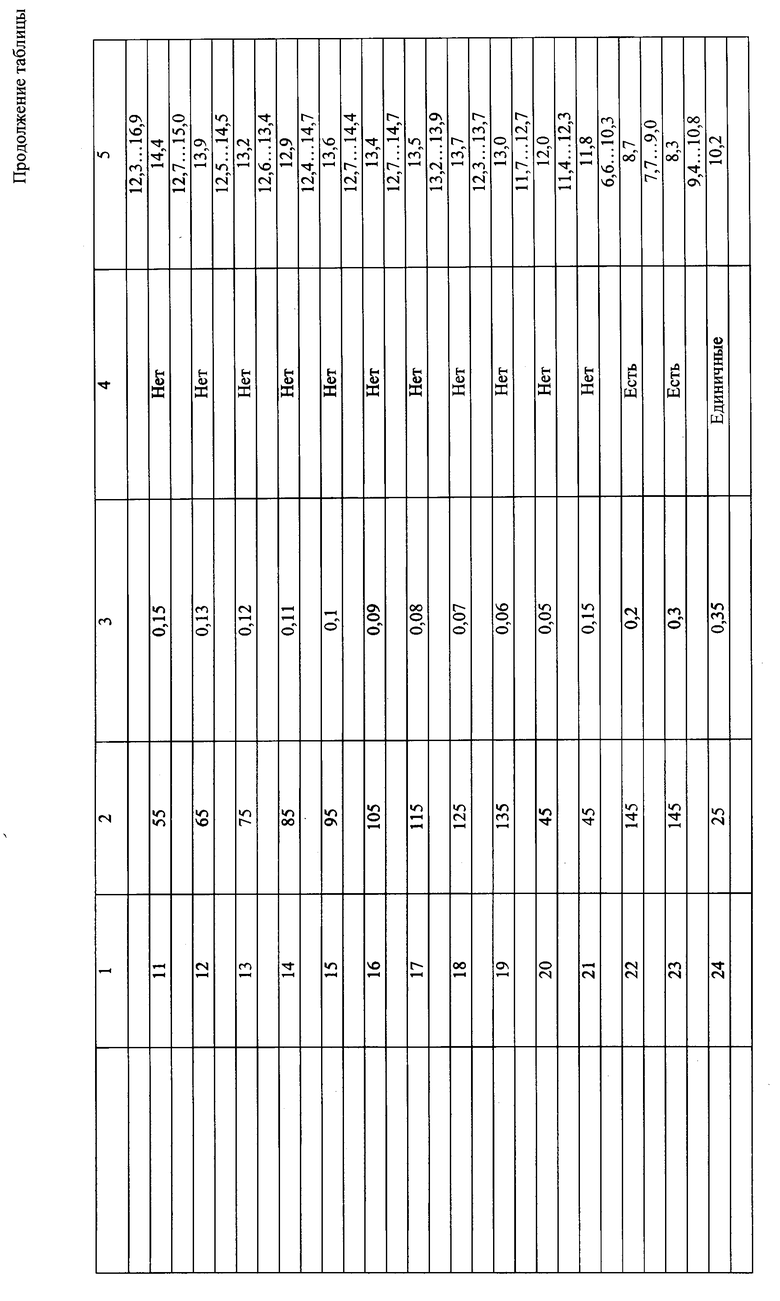
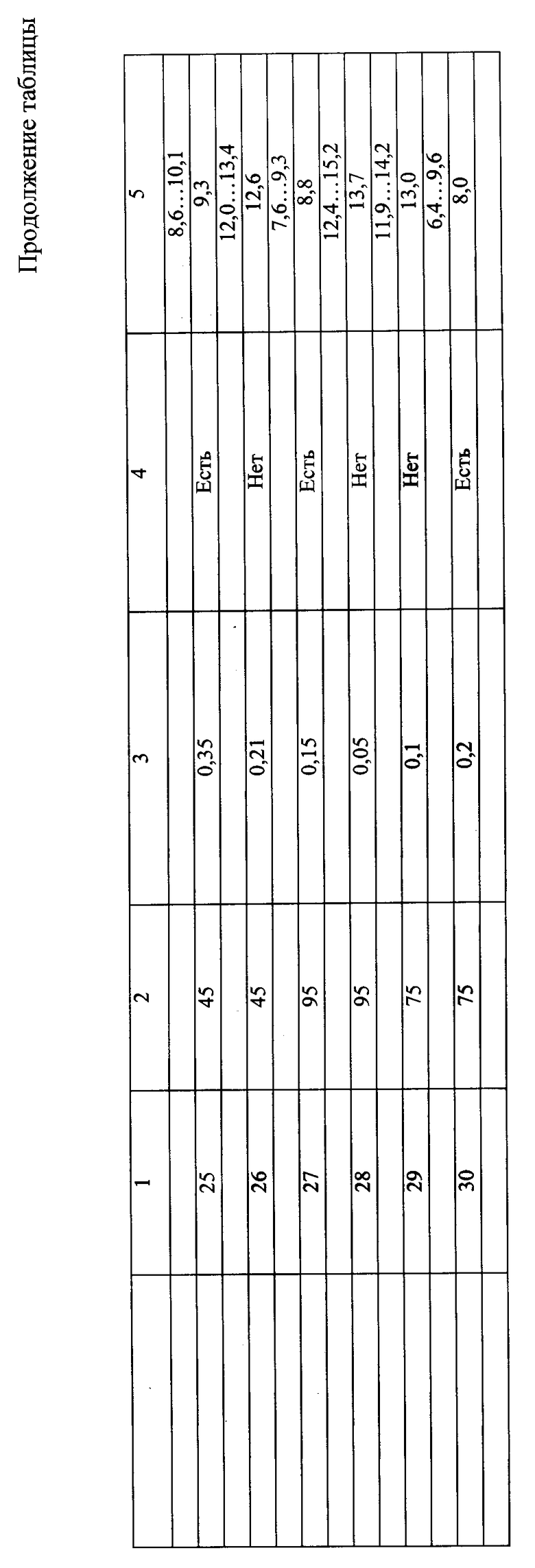
Результаты проверки предлагаемого способа определения оптимальной скорости резания при механической обработке сферических изделий приведены в таблице.
В числителе столбца 5 приведены минимальные и максимальные значения измеряемых характеристик, а в знаменателе - средние значения, количество испытываемых изделий до разрушения составляло от 3 до 5.
При определении оптимальной скорости резания механической обработки сферических изделий, рассчитанной по предлагаемому способу, износ резца по задней поверхности не превышал значений, приведенных в таблице.
Предлагаемый способ определения оптимальной скорости резания при механической обработке бериллиевых изделий сферической формы без образования микротрещин (трещин) на обработанной поверхности позволяет повысить их конструкционную прочность на 20 ... 65%.
Внедрение предлагаемого способа в производство изделий из бериллия позволяет за счет повышения качества обработанной поверхности повысить конструкционную прочность изделия из бериллия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ | 2002 |
|
RU2220821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ПРЕРЫВИСТЫМИ ПОВЕРХНОСТЯМИ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 1999 |
|
RU2149077C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА | 2009 |
|
RU2444426C2 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1752514A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195723C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2414531C1 |
Изобретение относится к механической обработке деталей из хрупких материалов и сплавов, а именно бериллия. Для определения оптимальной скорости резания при механической обработке бериллия проводят испытание обрабатываемого материала на трещинообразование. Оно заключается в проведении стойкостных испытаний износа режущего инструмента по задней поверхности перед механической обработкой. По результатам испытаний и данных износа оптимальную скорость резания определяют по формуле:  где V - оптимальная скорость резания; h3 - износ режущего инструмента по задней поверхности; С,m- постоянный коэффициент, зависящий от вида обрабатываемого материала, и показатель степени, определяемые из испытаний материала на трещинообразование. Также действия повышают качество обработки и конструкционную прочность изделий из бериллия. 1 ил., 1 табл.
где V - оптимальная скорость резания; h3 - износ режущего инструмента по задней поверхности; С,m- постоянный коэффициент, зависящий от вида обрабатываемого материала, и показатель степени, определяемые из испытаний материала на трещинообразование. Также действия повышают качество обработки и конструкционную прочность изделий из бериллия. 1 ил., 1 табл.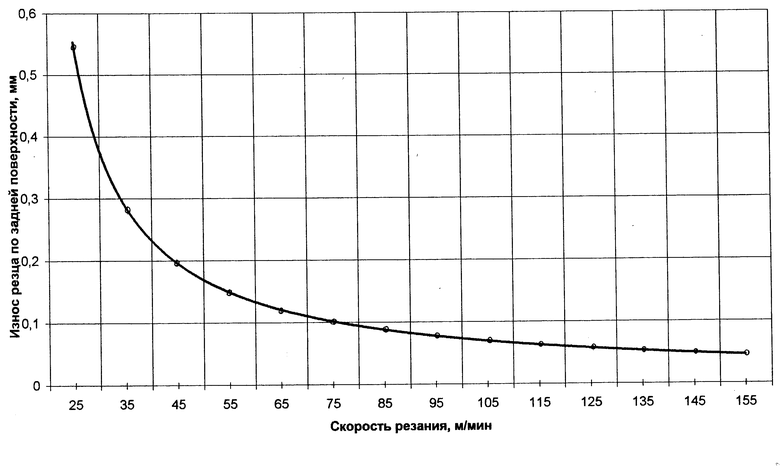
Способ определения оптимальной скорости резания при механической обработке бериллия, отличающийся тем, что перед механической обработкой бериллия проводят испытание обрабатываемого материала на трещинообразование с измерением износа режущего инструмента по задней поверхности, по результатам испытаний и данным износа режущего инструмента оптимальную скорость резания определяют в соответствии с формулой
где V - оптимальная скорость резания;
hз - износ режущего инструмента по задней поверхности;
С, m - постоянный коэффициент, зависящий от вида обрабатываемого материала, и показатель степени, определяемые из испытаний материала на трещинообразование.
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИРЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕМЕТАЛЛОВ СО СНЯТИЕМ СТРУЖКИ | 1971 |
|
SU418278A1 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| Способ определения оптимальныхРЕжиМОВ РЕзАНия | 1978 |
|
SU852449A1 |
| Способ определения оптимальных скоростей резания | 1985 |
|
SU1399073A1 |

