1
Изобретение относится к области обработки металлов давлением и нредпазиачено для клеймения прокатной заготовки, например, на станах с большими скоростями нрокатки.
Известно устройство для клеймения в торец прокатной заготовки па непрерывно-заготовочных станах но основному авт. св. ° 250868, выполненное в виде свободно посаженного на горизонтальной оси маятника с набором клейм, расноложенпвьх в головке. Ось маятника установлена ниже уровня рольганга, а сам маятник снабжен контргрузом для возврата его в исходное положение.
При этом все элементы маятника выполнопы в виде единой монолитной детали с больHKjii жесткостью.
Однако большие ударные нагрузки, вознпкаюш.пе в 1момент встречи заготовки с головкой маятника, нередаются через державку головки на ось, подншппиковые узлы и другие элемепты устройства для клеймения, что сппжает срок службы детале устройства п е:о опорного узла.
Д,1Я снп сН|1я ударных нагрузок па опорiM.ni узе.ч к предлагаемом устройстве маятпнч выполнен в виде пакета рессорных пластин с регул пру емой жесткостью.
Иа фиг. 1 изображено предлагаемое устройство, устаповленное в потоке прокатного стап.п.
2
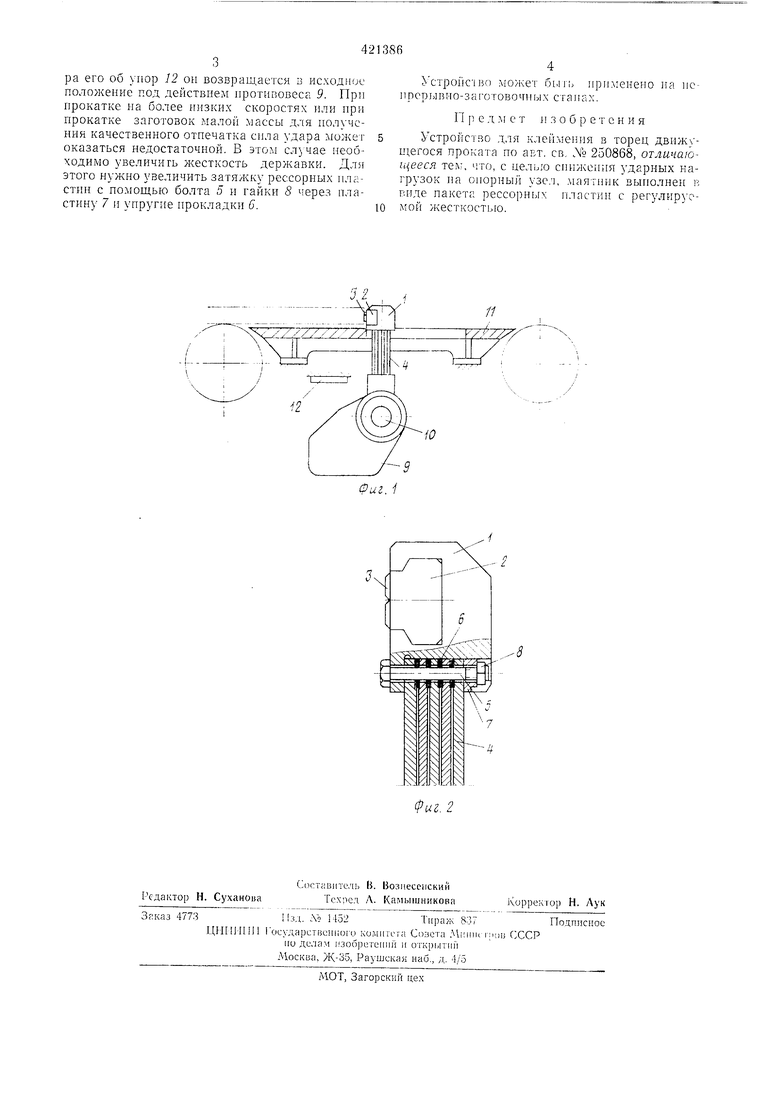
общий вид; на фиг. 2 - место кренления головки маятника с державкой, внд сбоку.
Устро11ство для клеймешш в торец прокагной заготовки, выполненное в внде маятннка, включает головку 1, в которой закреплена кассета 2 е клеймами 3. В нижней части головки имеется паз тииа ласточкин хвост, в которьп однн-М концом вставлены рессорные нластпны 4, образующие державку маятннка. Концы рессорных пластии выполнены фигурнымн тн0па ласточкин хвост с отверстиями, в которые вставлен болт 5. Между рессорными нластинамн находятся хпругие прокладки 6. Рессорные пластины зажнмаются через нластину 7 гайкой 8.
5
Рессоривю пластины с протпвовесом 9 крепятся аналогпчпо.Противовес 9 свободно носажен на ось 10, расположенную ниже уровня ПЛ1ГГЫ , а устройство снабжено упором 12.
Устройство работает следующим oбpaзo :.
При клеймепии после удара торца цроката о клейма 5 ударпые нагрузки, иеобходимые для внедрения клейм г, заготовку н нолучення четкого отпечатка, передаются лппн, на 3, кассету 2 и головку / маятника. Осталппые же узлы как маятника так и всего устройства для клеймеиия защищены от больших (пиковых) удариых нагрузок за счет большой упругости державки маятника из рессорных пластпн. После отбрасывання маятника н уда0
pa его об упор 12 он возвращается в исходное положение под действием нротигювеса 9. Прп нрокатке на более низких скоростях или ири прокатке заготовок малой массы для нолучсния качественного отпечатка снла удара может оказаться недостаточной. В этом случае необходимо увеличигь жесткость державки. Для этого нужно увеличить затяжку рессорных пластин с помощью болта 5 и гайки 8 через пластину 7 и упругие прокладки 6.
стройс1во может бьп-ь нрименено на иепрсрывао-за1отовоч11ых станах.
П 1 е д м е т п з о б р е т е н и я
Устройство для клейменпя в торец движуН1егося проката по авт. ев, ° 250868, отличаюи{ееся тем, что, с целью снижения ударных нагрузок на опорный узел, .маятник выполнен в виде пакета рессорных пластин с регулируемой жесткостью.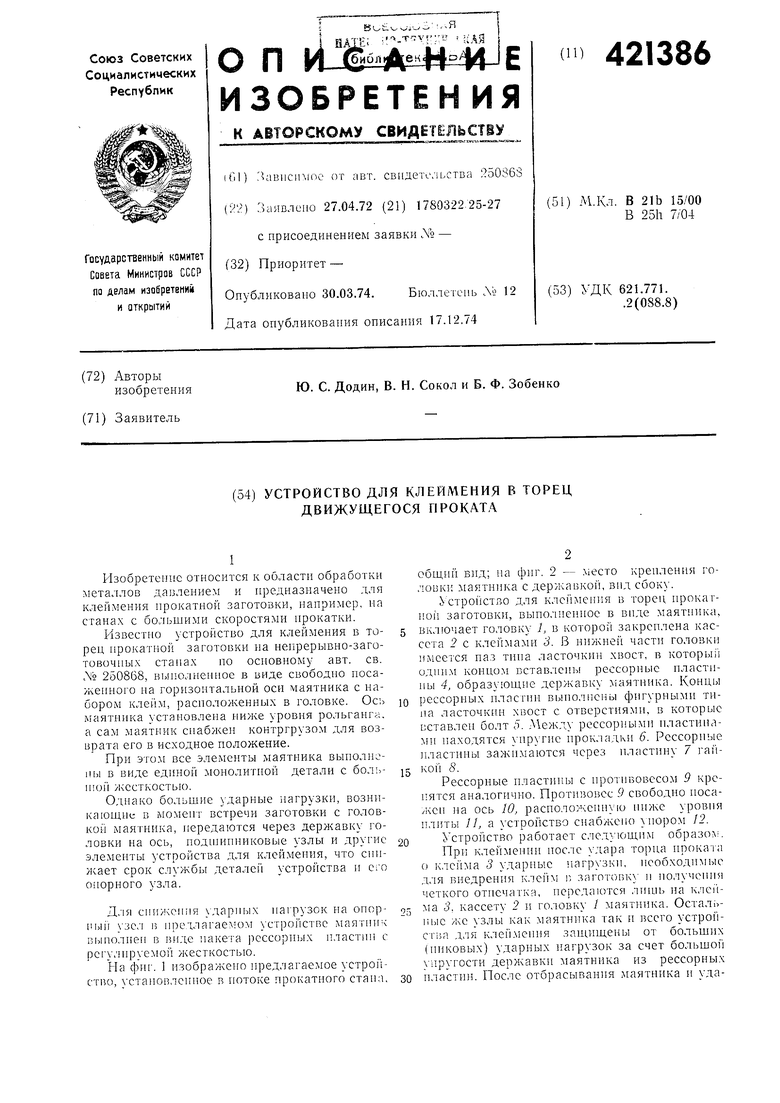
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ В ТОРЕЦ ДВИЖУЩЕГОСЯ ПО РОЛЬГАНГУ ПРОКАТА | 1969 |
|
SU250868A1 |
| Устройство для клеймения в задний торец движущегося проката | 1990 |
|
SU1799301A3 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| Маятниковый клеймитель | 1986 |
|
SU1342556A1 |
| Устройство для клеймения в торец движущегося проката | 1982 |
|
SU1060269A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОФИЛЕЙ | 1968 |
|
SU207080A1 |
| Устройство для клеймения | 1978 |
|
SU816611A1 |
| Автоматическая клеймовочная машина | 1987 |
|
SU1526869A1 |
| Клеймитель горячего проката в торец | 1958 |
|
SU114620A1 |
| Машина для автоматического клеймения в торец проката | 1957 |
|
SU116193A1 |
