Предлагаемая машина предназначена для автоматического клеймения в торец проката, транспортируемого по рольгангу прокатных станов.
Известные машины для клеймения в торец проката имеют низкую производительность и не обеспечивают клеймение проката всем требованиям стандарта, без нарушения основного технологического потока стана.
Предлагаемая конструкция машины для клеймения является более совершенной. Она обеспечивает возможность клеймения .проката автоматически при движении проката в один или два ряда, повышает скорость клеймения управлением пневматическими устройствами и обеспечивает отметки первого, второго и последующих отрезков каждого прокатанного слитка, что является непременным условием при прокатке рельсовой и качественных сталей- Это достигается применением в машине управляемых дистанционно или с пульта двух рычагов, в головке которых установлены кассеты с набором клейм; пневматического устройства, регулируюпдего силу удара и отрыв рычагов; кассеты с набором клейм, снабженной дополнительным врашаюшимся литером, управляемым дистанционно или автоматически.
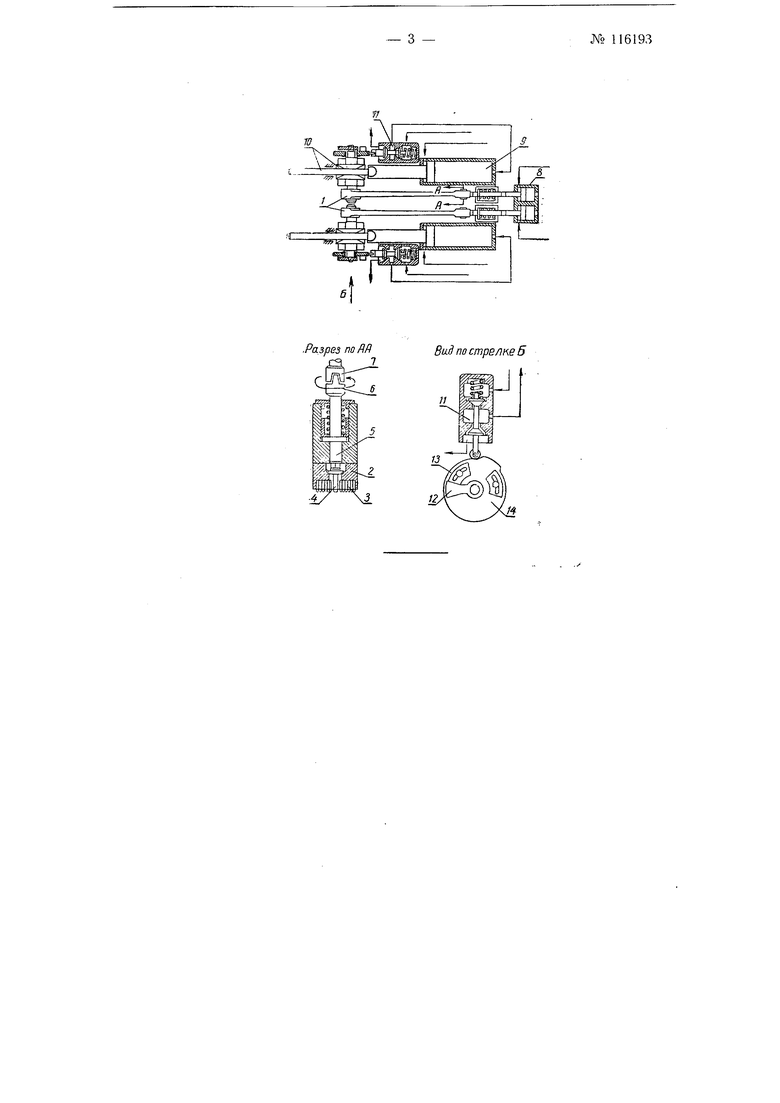
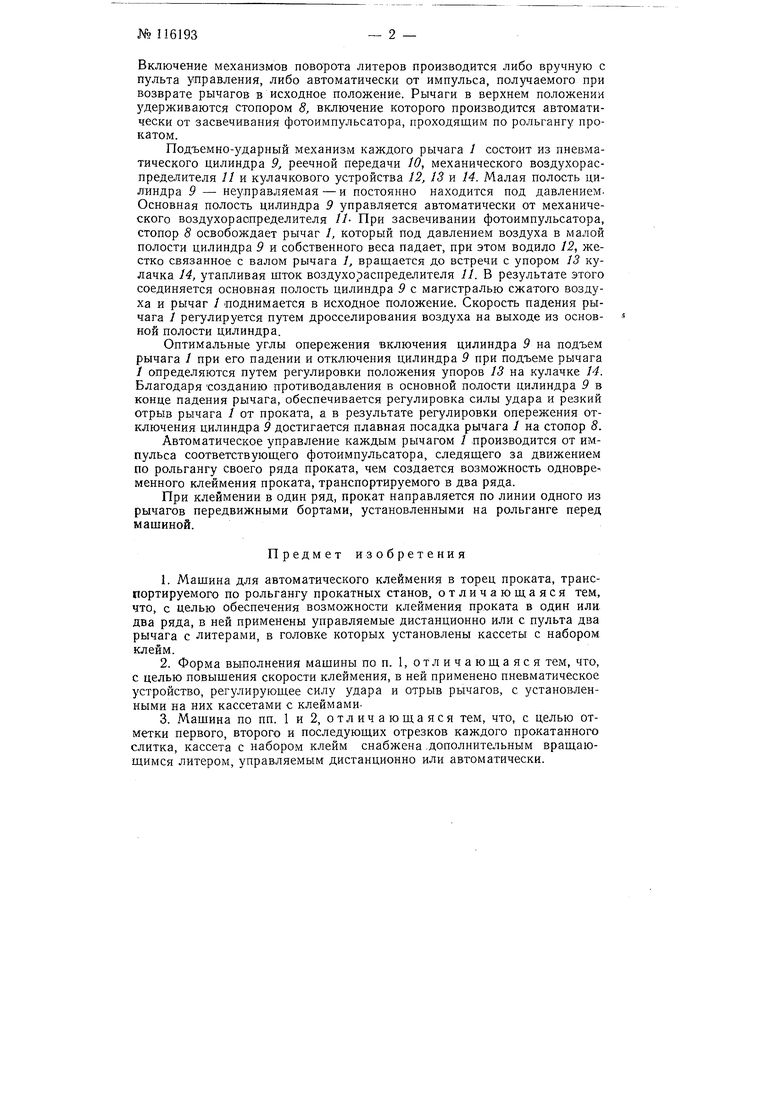
На чертеже показана кинематическая схема машины для автоматического клеймения в торец проката.
Машина устанавливается в потоке стана, на раме рольганга. Она имеет два рычага / с независимыми приводами. В головке каждого рычага 1, в Т-образном пазу установлена кассета 2 с клеймами 3 и врашающимся центральным литером #. Стопорение кассеты от выпадения производится штоком 5, который введен в паз центрального литера 4. На другом конце штока 5 насажен хвостовик с лопастью 6, который входит в соответствуюший паз муфты 7 механизма поворота центрального литера 4. Этот механизм обеспечивает поворот центрального литера точно на 90°. Шток 5, а следовательно, и центральный литер 4 удерживаются от самопроизвольного поворота усилием трения, создаваемого пружиной№ 116193- 2 -
Включение механизмов поворота литеров производится либо вручную с пульта управления, либо автоматически от импульса, получаемого при возврате рычагов в исходное положение. Рычаги в верхнем положении удерживаются стопором 8, включение которого производится автоматически от засвечивания фотоимпульсатора, проходящим по рольгангу прокатом.
Подъемно-ударный механизм каждого рычага 1 состоит из пневматического цилиндра Я реечной передачи 10, механического воздухораспределителя // и кулачкового устройства 12, 13 и 14. Малая полость цилиндра 9 - неуправляемая - и постоянно находится под давлением. Основная полость цилиндра 9 управляется автоматически от механического воздухораспределителя // При засвечивании фотоимпульсатора, стопор 8 освобождает рычаг 1, который под давлением воздуха в малой полости цилиндра 9 и собственного веса падает, при этом водило 12, жестко связанное с валом рычага 1, вращается до встречи с упором 13 кулачка 14, утапливая шток воздухораспределителя 11. В результате этого соединяется основная полость цилиндра 9 с магистралью сжатого воздуха и рычаг / поднимается в исходное положение. Скорость падения рычага 1 регулируется путем дросселирования воздуха на выходе из основной полости цилиндра.
Оптимальные углы опережения включения цилиндра 9 на подъем рычага / при его падении и отключения цилиндра 9 при подъеме рычага / определяются путем регулировки положения упоров 13 на кулачке 14. Благодаря созданию противодавления в основной полости цилиндра 9 в конце падения рычага, обеспечивается регулировка силы удара и резкий Отрыв рычага / от проката, а в результате регулировки опережения отключения цилиндра 9 достигается плавная посадка рычага / на стопор 8.
Автоматическое управление каждым рычагом / производится от импульса соответствующего фотоимпульсатора, следящего за движением по рольгангу своего ряда проката, чем создается возможность одновременного клеймения проката, транспортируемого в два ряда.
При клеймении в один ряд, прокат направляется по линии одного из рычагов передвижными бортами, установленными на рольганге перед машиной.
Предмет изобретения
1.Машина для автоматического клеймения в торец проката, транспортируемого по рольгангу прокатных станов, отличающаяся тем, что, с целью обеспечения возможности клеймения проката в один или. два ряда, в ней применены управляемые дистанционно или с пульта два рычага с литерами, в головке которых установлены кассеты с набором клейм.
2.Форма выполнения машины по п. 1, отличающаяся тем, что, с целью повышения скорости клеймения, в ней применено пневматическое устройство, регулирующее силу удара и отрыв рычагов, с установленными на них кассетами с клеймами3.Машина по пп. 1 и 2, отличающаяся тем, что, с целью отметки первого, второго и последующих отрезков каждого прокатанного слитка, кассета с набором клейм снабжена .дополнительным вращающимся литером, управляемым дистанционно или автоматически.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для клеймения проката | 1960 |
|
SU133451A1 |
| Механизм для дистанционной смены знаков клеймовочной машины | 1962 |
|
SU151283A1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
| Машина для клеймения боковой поверхности движущегося проката | 1956 |
|
SU105294A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА ЛИТЕРНЫМ ЗНАКОМ | 1969 |
|
SU235705A1 |
| УСТРОЙСТВО для МНОГОСТРОЧЕЧНОГО КЛЕЙМЕНИЯ ПРОКАТА | 1973 |
|
SU369957A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| Клеймовочная машина для клеймения горячих заготовок в потоке | 1959 |
|
SU129166A1 |
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |
| Устройство для клеймения в торец горячих прокатанных заготовок | 1956 |
|
SU112697A1 |