1
По основному авт. ,св. 240143 известен подвесной кантователь, преимущественно для удаления в процессе кантовки излишков припоя с наружных поверхностей концов набранных в пакет трубок при лужении коицов трубок в с припоем, содержащий установленный на траверсе ценной механизм поворота с приводом, механиза для закрепления устройства для сборки под пайку, выполненный в виде разъемных полуколец, жестко соединенных между собой планками, причем к одной из планок шарнирно прикреплены комленсаторы для крепления цепей механизма .поворота к холостая шестерпя для натяжения этой цепи.
Недостатком известного нодвесного кантователя является то, что при использовании его устройства для сборки под лайку для лужения концов трубок в ванне с припоем, например, трубок, идущих на изготовление теплообменников тепловозов, с наружных поверхностей концов этих трубок после их лужения приходится удалять излишки припоя вручную нри номощи обтирочного материала.
С целью повышения производительности за счет мехапизации удаления излишков припоя с паружных поверхностей концов набранных в пакет трубок, устройство для сборки под пайку выполнено в в-иде нескольких параллельно расположенных разъемных колец, жестко связанных между собой установленными
2
перпендикулярно кольцам направляющими, длина которых, по крайней мере, превышает длину пакета трубок, и на концах которых закреплены пластипы с отверстиями для собираемых в пакет трубок, причем на направляющих смонтирована для перемещения пакета трубок каретка, подпружиненная относительно крайних колец, при этом на каждой пластине с отверстиями закреплено несколько слоев ткани, в каждом из которых выполнены отверстия, совпадающие с отверстиями в пластине.
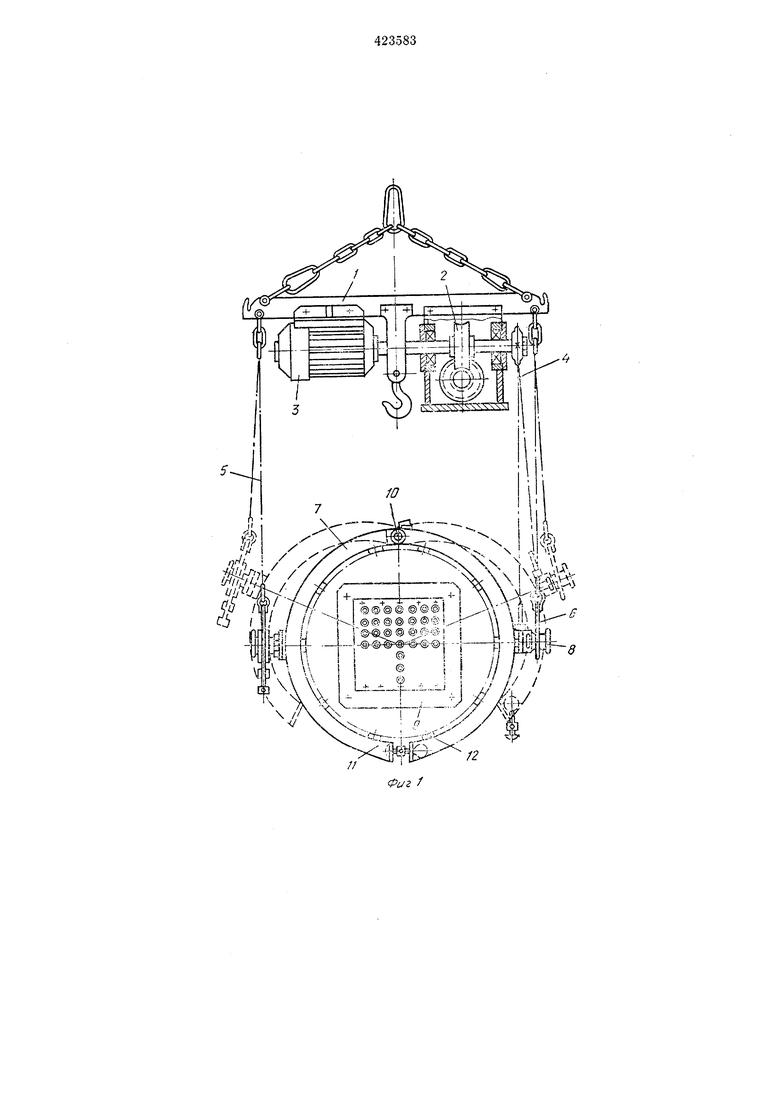
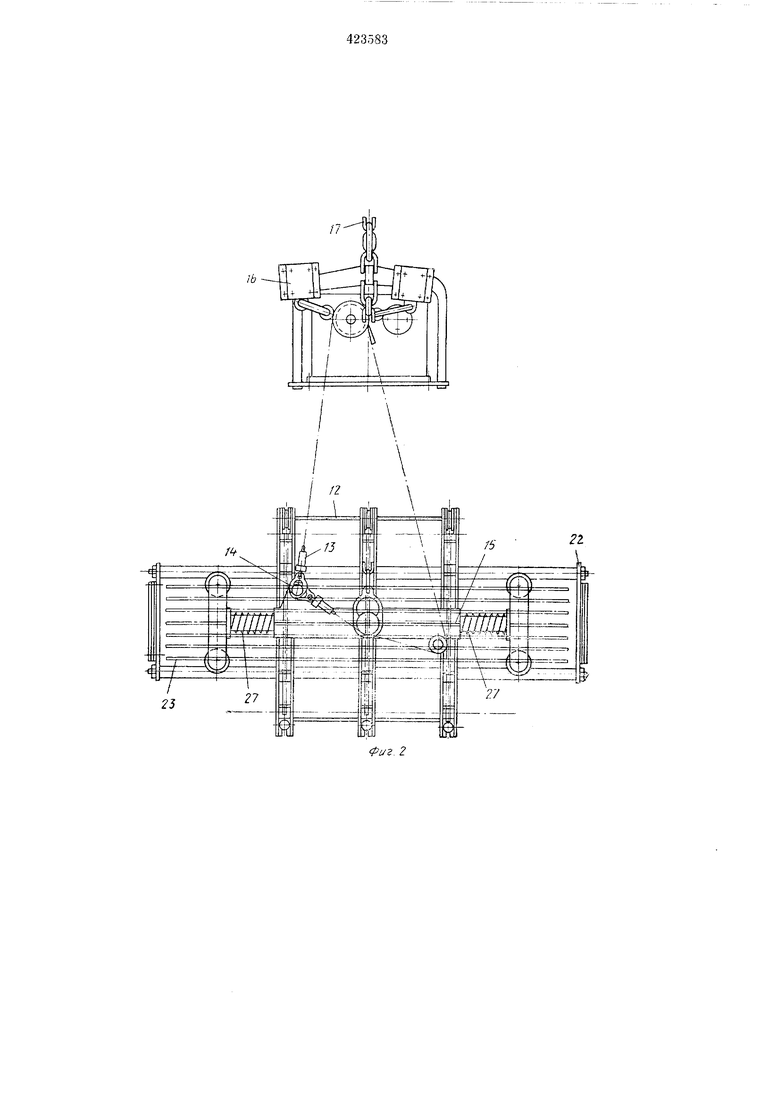
На фиг. 1 изображен подвесной кантователь, вид спереди; на фиг. 2 - то же, вид сбоку; на
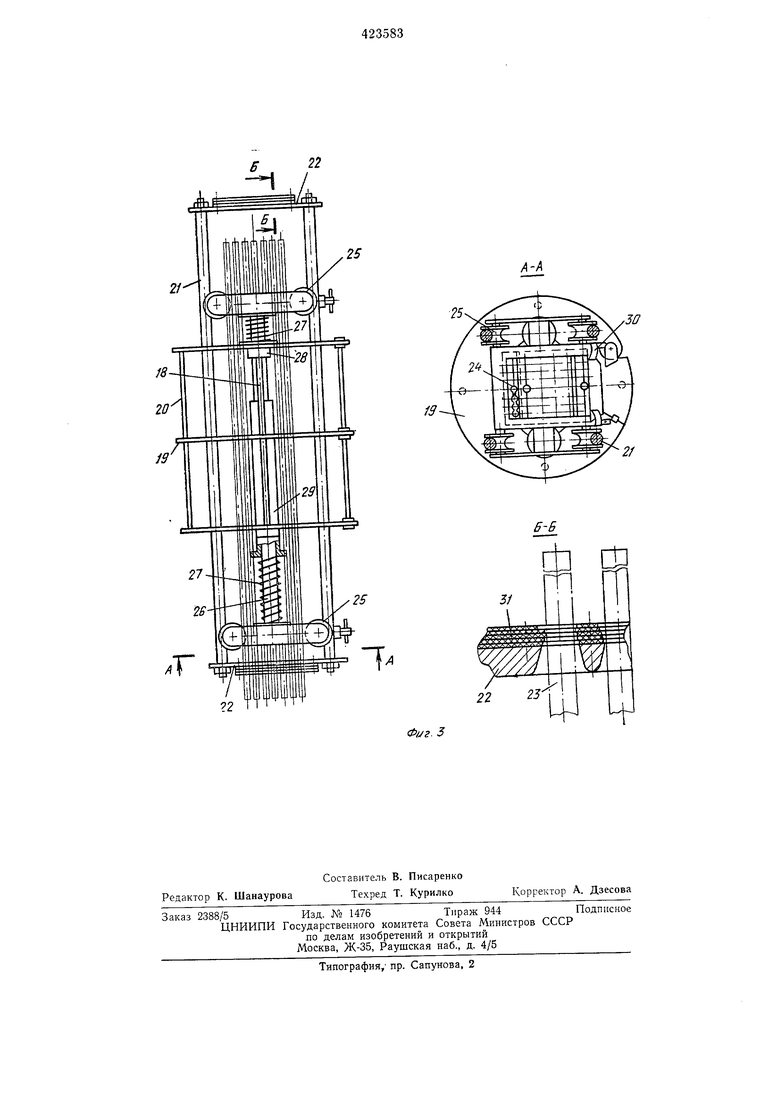
фиг. 3 - устройство для сборки под пайку и разрезы по А-Л и но Б-Б этого устройства.
Fia траверсе 1 смонтирован механизм поворота 2 с приводом 3 и приводной .цепью 4.
К траверсе прикреплены цепи 5, копцы которых .снабжены серьгами 6, в которых устанавливается механизм 7 при помощи цапф 8 для закрепления в нем устройства 9 для сборки под пайку.
.Механизм 7 выполнен из полуколец, соедипенпых шарпафом 10. Полукольца мехапизма 7 замыкаются стяжками 11 и соединены между собой плапками 12. Концы приводной цепи 4 снабжены пружинным компенсатором 13 с
серьгой 14 для равномерного Г1атяжеп1 я ветвей цепи -при повороте механизма 7 па 180 по часовой или против часовой стрелки.
Приводиая цепь 4 .Mexai-insiia 7 со сторолы одной из цапф 8 для создания кантующего момента огибает один 1нтырь е роликом 15, а на второй штырь с роликом 15 надеты серьги 14 компенсаторов 13, другой ветви приводной цепи 4. Поворот механизма 7 на 180° в одну или другую сторопу ограничивается ко-нцевыми выключателями 16. Траверса 1 при номощи чалочиото приспособления 17 подвенгена на крюк подъемного механ-изма, оеуществляющето .вертикальпое пербмеш, траверсы.
Обхватываемое полукольцами механизма 7 устройство 9 для сборки под пайку содержит каркас 18 (фиг. 3), Бынол11С1П 1 1Й в виде разъемч ых :колсц 19, соедипенпых .между собой Г ланка.1и 20. п жестко установлсгпилх в разъе.мных Кольцах направляющих 21. На концах этих Паправляющих закреплены пластипы 22 с отверстиями для собираемых в пакет трубок 23. Трубки 23 укладываются в пазы приспособлений 24 (разрез по А-А ца фиг. 3), уета новлепных на тележке 25. На тележке 25 жестко устаиовле-ны .нанра1вляющие колонки 26 ,с пружииа.мн 27. Направляющие :колопки 28 входят во втулки 29, закрепленные па каркасе 18. К тележке 25 жестко нрисоедипены трубки 23 при помош1и прижимов 30. В горизонтальном положении телелжа 25 с трубками 23 iB уетройстве 9 для сборки под пайку (фиг. 2) уравиовешена пружинами 27 относительно оси подвески катиователя и расноложеиа симметрично отиосительно этой оси.
В 1вертикальиом положеиии тележка 25 с трубками 23 за счет своего веса иеремещ.ается в положеиие :в пределах хода пружины 27. На пластинах 22 за1Креилеио несколько слоев ткани 31, в каждом из которых вьиюлиены отверстия, совпадающие с отверстиями в пластинах 22.
Нодвсспой ка|1ггователь работает следующим образом.
Вне подвсепого каптователя в устройстве 9 для сборки под пайку в пазы приспособлений 24 укладываются трубки 23 и .кренятся IB них прижимами 30.
Включается 1нривод 3 и осуществляется иоворот механизма 7 Б горизонтальное положение (фиг. 1).
Полукольца механизма 7 освобождаются от замка, образоваппого стяжками 11. Затем при помощи подъемного механизма механизм 7, подвешенный на цепях 5, опускают до положения, удобного для за.хвата устройства 9 для еборки иод пайку. Раскрытыми полукольцами механизма 7 (па фиг. 1 показаны пунктиром) схзатывают устройство 9 для сборки ашд пайку и замыкаютПолукольца стяжками 11. После этого включается привод 3 и осуществляется поворот .механизма 7 с устройством 9 для
сборки под пайку в вертикальное положение, при котором плоскость торцов трубок 23 станет параллельной плоскости ванны с припоем для лужения концов трубок.
Тележка 25 с трубками 23 за счет своего веса перемещастея но на1правляющим 21 в Н|ижнее положение в пределах хода ежатой пружинь: 27 и запИМает положение, указанное па фиг. 3.
Поеле лужения одних концов трубок 23 в ва:нпе с припоем механизм 7 вместе с устройствОМ 9 для сборки под пайку поворачивается на 180°. Тележка 25 с прубками 23 за счет своего веса перемещается вниз ио направляющи.м 21 в пределах хода другой пружины 27. При STOTii облуженные трубки 23 проходят через отверстия .пакета ткани 31, и излишек Т1рипоя остается иа этой ткани. Затем механизм 7 с устройством 9 тюворачивается в горизоятальное ноложенрю. Тележка 25 с трубками 23 занимает симметричное положение относительпо оси подвески кантователя (фиг. 2), после чего излишки припоя с ткани 31 удаляются.
Время поворота 1мехапизма 7 в положение, при котором происходит удалепие излишков припоя, меньп1е, чем время затвердения припоя па трубках 23. Поеле выполиеиия лужения других концов
трубок 23 механизм 7 с устройством 9 при помощи подъемшого .механизма онускают для снятия готового акетг трубок.
Полукольпа механизма 7 освобождают от замка, Образованного стяжками 11, устройство
9 для сборки под пайку сиимается и уетанавливается другое е пакетом трубок для выполнения операции КоНЦов трубок.
П р е д Л1 е т изобретения
Подвесной кантователь по авт. св. ЛЬ 240143, преИМущеетвеино для удаления в процессе каптовки излипьков припоя с наруЖНых поверхностей концов набранных в накет трубок при лу/кспни концов трубок в ванне с припоем, о 1л и ч а ю щ и и с я тем, что, с целью Повышения производительности, устройство для сборки под пайку выполнено в виде нескольких параллельно расположенных разъемных колец, жестко связанных между собой устаповленными перпепдикулярно кольцам направлятащн.ми, длина Которых, по крайней мере, превьпнает длину пакета трубок, и на концах которых заКреплепы пластины с отверстиЯМи для собираемых В пакет трубок, ;причем на
иаправляющих смонтирована для перемещения пакета трубок каретка, подпружиненная относительно 1крайних колец, при это.м на каждой -уластипе с Отверстиями закренлено нескол1)Ко слоев ткани, в каждом из которых
выполнены отверстия, совпадающие е отверстиями в плаетипе.
ib
23
.Г
А25
В-Б
5/
22 25
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДВЕСНОЙ КАНТОВАТЕЛЬ | 1973 |
|
SU404751A1 |
| ПОДВЕСНОЙ КАНТОВАТЕЛЬ | 1971 |
|
SU289888A1 |
| ПОДВЕСНОЙ КАНТОВАТЕЛЬ | 1969 |
|
SU240143A1 |
| Устройство лужения печатных плат | 1984 |
|
SU1177098A1 |
| Подвесной кантователь для сварочных работ | 1977 |
|
SU719843A1 |
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |
| Устройство для лужения трубок обливом | 1990 |
|
SU1787080A3 |
| УСТРОЙСТВО для СБОРКИ И ПАЙКИ КОНДЕНСАТОРОВ ПОСТОЯННОЙ ЕМКОСТИ | 1971 |
|
SU318074A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для пайки волной припоя | 1987 |
|
SU1418010A1 |