Предлагаемая линия может быть использована для пайки изделий массового производства, преимущественно радиаторов автомобилей.
Существующие линии, содержащие узлы флюсования, -пайки и связывающий их шаговый транспортер, недостаточно производительны и не обеспечивают должного качества пайки.
В предлагаемой линии, с целью повышения производительности и качества пайки, направляющие выполнены с подвижными участками, расположенными над ваннами флюсования и пайки. На станине, между подвижными участками 1аправляющих и ванной пайки, смонтирован нараллелограммный узел наклонного ввода радиаторов в ванну пайки, при этом над ваннами флюсования и пайки установлены копирные ролики, смонтироваяные на неподвижных осях, укрепленных на станине, взаимодействующие с закрепленными на транспортирующей щтанге клиновыми копирами и обеспечивающие возвратно-поступательное перемещение по вертикали подвижных участков направляющих и наклонный ввод радиаторов в ванну пайки, а на шаговом транспортере за креплена траверса с соплами для продувки радиатора от припоя.
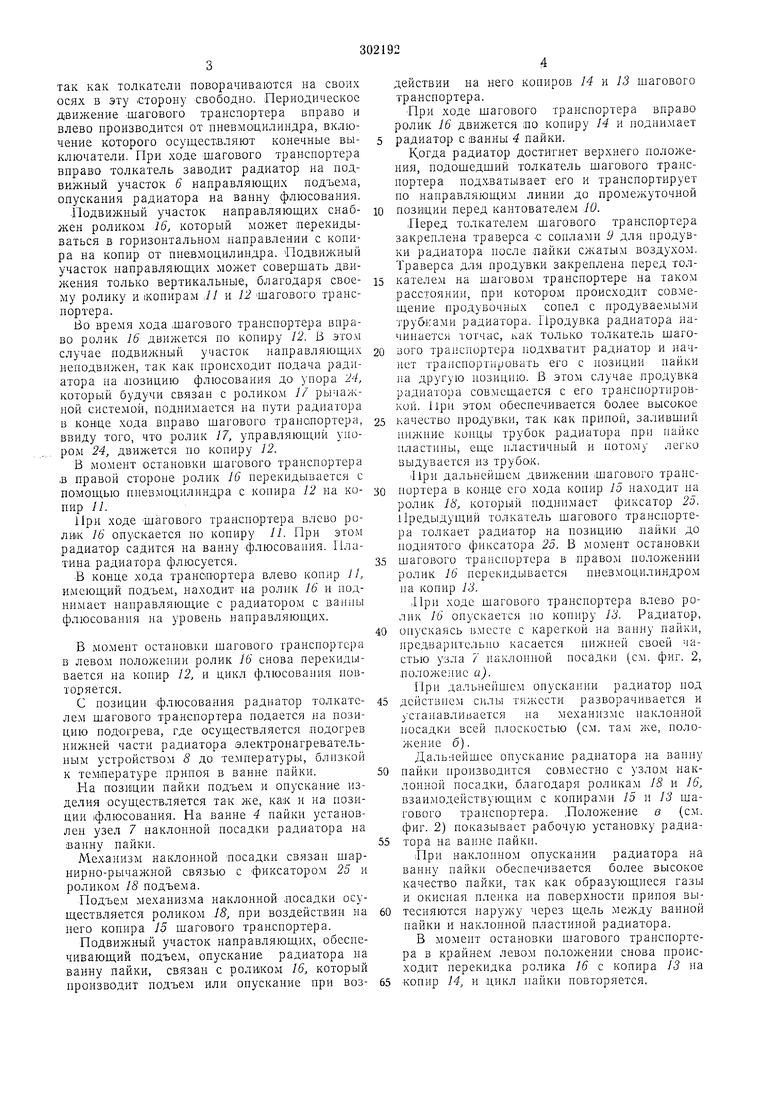
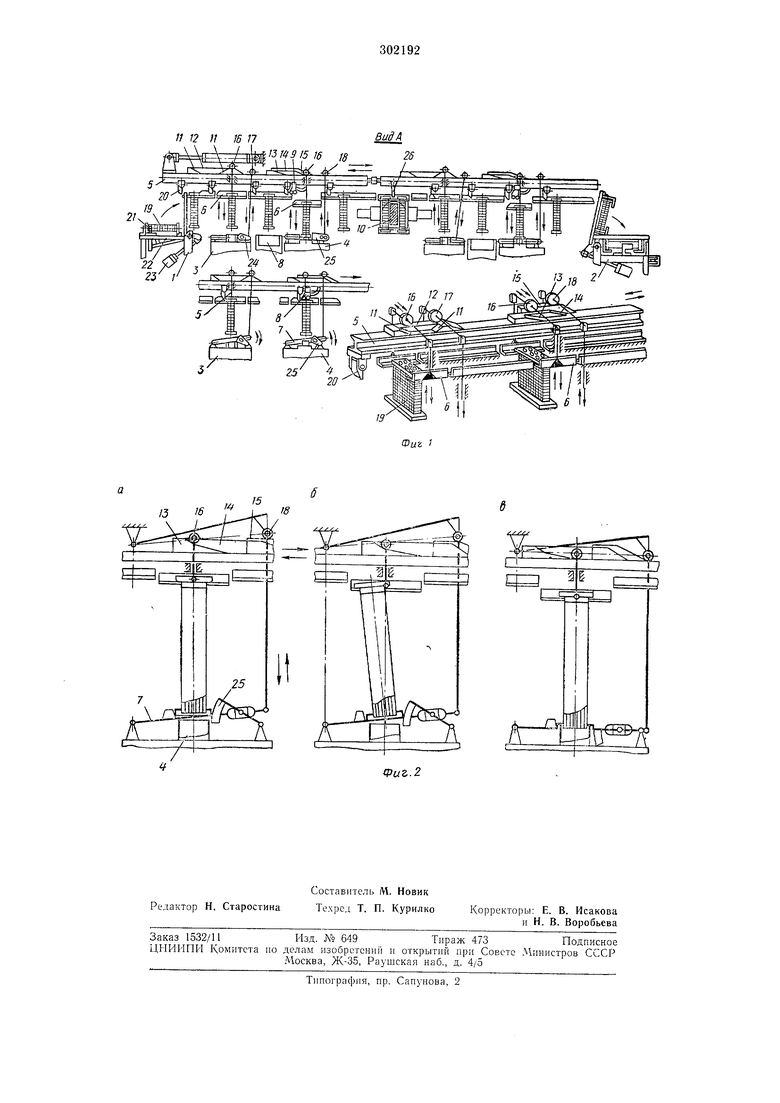
На фиг. 1 изображена предлагаемая линия, общий вид; на (фиг. 2 - схема наклонного ввода радиаторов в ванну пайки.
Линия содержит смонтированные на станине (на чертеже не показана) следующие узлы: загрузки / и разгрузки 3, ванны флюсования 3 и пайки 4, горизонтальный шаговый транспортер 5, подвижные участки 6 направляющих, узел 7 наклонной посадки радиатора на ванну пайки, подогревательное устройство 5, траверсу с соплами 9 для продувки, кантователь 10. На шаговом транспортере закреплены клиновые копиры //-15. На неподвижных осях (на чертеже не изображены)
установлены копирные ролижи 16, 17 и /5, взаимодействуюи;ие с клиновыми копирами и обеспечивающие перемещение радиатора 19 по позициям технологического процесса при помощи закрепленного на шаговом транспортере толкателя 20.
На позиции загрузки радиатор 19 устанавливается на неподвижные направляющие 21 и при повороте загрузочной рамки 22 на 90° с помощью пневмоцилиндра 23 заводится за
первый толкатель 20 шагового транспортера 5.
Шаговый транспортер проталкивает радиатор с помощью толкателей на каждый ход вправо от позиции к позиции. При ходе шаготак как толкатели поворачиваются на своих осях в эту .сторону свободно. Периодическое движение шагового транспортера вправо и влево производится от пиевмоцилиндра, включение которого осуществляют конечные выключатели. При ходе шагового транспортера вправо толкатель заводит радиатор на подвижный участок 6 направляюш,их подъема, опускания радиатора на ванну флюсования.
Подвижный участок иаправляюш,их снабжен роликом 16, который может перекидываться в горизонтальном направлении с конира на коинр от пие|ВМоцилиндра. Подвижный участок направляюш,их может совершать двиЛчения только вертикальные, благодаря своему ролику и 1конирам .11 и 12 шагового транспортера.
Во время хода шагового транспортера вправо ролик 16 движется ио копиру 12. В этом случае подвижный участок направляюш,их неподвижен, так как происходит подача радиатора на позицию флюсования до упора 24, который будучи связан с роликом 1/ рычажной системой, поднимается на пути радиатора в конце хода вправо шагового транспортера, ввиду того, что ролик 17, управляющий упором 24, движется по копиру 12.
В момент остановки шагового транснортера ,в правой стороне ролик 16 перекидывается с помощью пневмоцилиидра с копира 12 на копир 11.
При ходе шагового транспортера влево ролик 16 опускается по копиру 11. При этом радиатор садится на ванну флюсования. Платина радиатора флю,суется.
3 конце хода транопюртера влево копир 11, имеющий подъем, находит иа ролик 16 и поднимает направляющие с радиатором с ванны флюсования на уровень нанравляющих.
В момент остановки шагового транспортера в левом положении ролик /6 снова перекидывается иа копир 12, и цикл флюсования повторяется.
С позиции флюсования радиатор толкателем шагового транспортера подается на позицию подогрева, где осуществляется подогрев нижней части радиатора электронагревательным устройством S до температуры, близкой к темлературе припоя в ванне пайки.
На позиции иайки подъем и опускание изделия осуществляется так же, как и иа позиции флюсования. На вание 4 иайки устаиовлен узел 7 наклонной посадки радиатора на ванну иайки.
Механизм наклонной посадки связан шарнирно-рычаи :иой связью с фиксатором 25 и роликом 18 подъема.
Подъем механизма наклонной лосадки осуществляется роликом .18, при воздействии на него коиира 15 шагового транспортера.
Подвижный участок направляющих, обеснечивающий подъем, опускаиие радиатора на ваину пайки, связан с роликом 16, который производит иодъем или опускание при воздействии на него коииров 14 и 13 шагового траиспортера.
При ходе шагового транспортера вправо ролик 16 движется по копиру 14 и поднимает радиатор с ваниы 4 пайки.
Когда радиатор достигнет верхнего положения, подошедший толкатель шагового транспортера иод.хватывает его и транспортирует по иаправляющи.м линии до промежуточной
поз 11ции перед кантователем 10.
Перед толкателем шагового транспортера закреплена траверса с соплами 9 для иродувки радиатора после пайки сжатым воздухом. Траверса для продувки закреплена неред толкателем на шаговом транспортере на таком расстоянии, при котором нроисходит совмещение иродувочиых сонел с нродуваемыми трубками радиатора. Продувка радиатора начинается тотчас, как только толкатель шагового транспортера подхватит радиатор и начнет транснортировать его с позиции иайки иа другую позицию. В этом случае продувка радиатора совмещается с его трансиортировкой. При этом обеснечивается более высокое
качество иродувки, так как припой, заливший
нижние концы трубок радиатора при найке
иластнны, еще пластичный и потому легко
выдувается из трубок.
|При дальнейшем движении шагового транспортера в конце его хода копир 15 паходит на ролик 18, который ноднимает фиксатор 25. Предыдущий толкатель шагового транснортера толкает радиатор на позицию пайки до нодиятого фиксатора 25. В момент остановки
шагового TpaiicnopTepa в правом иоложении ролик 16 нерекидывается ииевмоцилиндро.м на копир 13.
|При ходе шагового транспортера влево ролик /б опускается ио копиру 13. Радиатор,
оиускаясь вместе с кареткой на ванну найки, предварительно касается нижней своей частью узла 7 наклонной посадки (см. фиг. 2, положение а).
При дальнейшем оиускании радиатор иод
действием силы тяжести разворачивается и устанавливается иа механизме наклонной посадки всей плоскостью (см. там же, положение б). Даль1- ейшее опускание радиатора на ваниу
иайки ироизводится совместно с узло.м наклонной посадки, благодаря ролика.м 18 и 16, взаимодействующим с копирами 15 и 13 шагового трансиортера. .Положение в (см. фиг. 2) показывает рабочую установку раднатора иа вание пайки.
При наклонном опускании радиатора на ванну иайки обеспечивается более высокое качество иайки, так как образующиеся газы и окисиая пленка на поверхности нрииоя вытесияются наружу через щель между ванной найки и наклонной пластиной радиатора.
В момент остановки шагового трансиортера в крайне.м левом положении снова нроисходит нерекидка ролика 16 с копира 13 }ia Лосле пайки радиатор толкателем шагового транспортера лри его ходе вправо подается в кантователь 10. В момент остановки шагового транспортера в крайнем левом пололсении кантователь поворачивается вместе с радиатором па 180°, а при дальнейшем движении шагового транспортера вправо толкатель 26 проталкивает радиатор во вторую половину линии сначала на позицию флюсования, а затем и на дру- ю гие позиции, аналогичные первой половине линии. Цикл повторяется. Предмет изобретения Автоматическая линия для пайки деталей, is преимущественно автомобильных радиаторов, содержащая станину, на которой смонтированы узлы флюсования, пайки и связывающий их шаговый транспортер, перемещающий радиатор по направляющим, также закреплен- 20 5 ным на станине, отличающаяся тем, что, с целью позышення производительности и качества пайки, направляюш,ие выполнены с подвижными участками, расположенными над ваннами флюсования и пайки; на станине, между подвил ным.н участками направляюших и ванной пайки, смонтирован лараллелограммный узел наклонного ввода радиаторов в вапну пайки, при этом над ваннами флюсования и пайки установлены копирные ролики, смонтированные на неподвилшых осях, укрепленных на станине, .взаимодействующие с закрепленными на транспортирующей штанге клиновыми копирами и обеспечивающие возвратно-поступательное перемещение по вертикали подвижных участков направляющих и наклонный ввод радиаторов в ванну пайки, а на шаговом транспортере закреплена траверса с соплами для продувки трубок радиатора от припоя. // 2 I ,Л IS 77 /

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для изготовления радиодеталей | 1974 |
|
SU548390A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ | 1971 |
|
SU292738A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1969 |
|
SU239004A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Автоматическое устройство для лужения | 1982 |
|
SU1142241A1 |
| Полуавтомат для сборки звеньев гусениц | 1980 |
|
SU954194A2 |
Фиг.2
