я
х«
4: СО 00 Од О) О)
ItkH
Изобретение относится к пайке и foжeт быть использовано для производства монолитных керамических конденса торов с однонаправленными выводами, припаянными поперек внешних электро- |дов конденсаторов.
Целью изобретения является повьше- ние надежности сборки.
На фиг. 1 изображено предлагаемое |Гстройство, общий вид; на фиг. 2 - :ассета с формованными выводами, рас- оложенная на направляющей транс- тортируняцего ротора; на фиг. 3 - фих- ;ация кассеты с выводами на позиции Ьборки; на фиг. 4 - разрез на ||)иг, ; на фиг. 5 - кассета, вид спе- зеди; на фиг. 6 - то же, вид сбоку; а фиг. 7 - то же, вид в плане; на фиг. 8 - взаимное расположение злемен ов устройства во время захвата па- етов конденсаторов, вид спереди; на Аиг. 9 - то же, вид сбоку; на фиг.10- То же, вид в ппане; на фиг. П - вза- jtMHoe расположение элементов устрой- :тва во время зажима пакетов конден- лторов выводами, вид спереди; на (шг. 12 то же, вид сбоку; на оиг. 13 - то же, вид в плане; на ()иг, 14 - взаимное-расположение элементов устройства после окончания
борки перед поворотом транспортиру- itoero ротора, вид спереди; на фиг.15- то же, вид сбоку; на фиг. 16 - то :е, вид в плане.
Устройство для групповой сборки и айкк содержит механизм подачи кас- ет 1 с формованными выводами 2, ключающий входные подающие ролики 3 Досьшатель 4, кантователь, 5, пневмо- 1|(илиндр 6с кареткой 7, на которой Йазмещен захват 8. Механизм подачи Пакетов 9 конденсаторов включает виб- робзшкер 10, .виброло-Рок И, загрузоч- йый механизм 12 с вакуумны ми присосками 13, загрузочную рейку 14, уста- йовленную на каретке 7 и имеющую возможность шагового перемещения собачкой 15. Механизм подачи пакетов 9 В1ключает также каретку 16 с шибером 17, планку 18 с пазами 19, количество которых соответствует количеству одновременно собираемых пакетов 9 кон- д|енсаторов. Каждый паз имеет отверстия 20 для подвода вакуума и прорезь 21. Планка 18 установлена с возможностью вертикального перемещения пЬ направляющим 22 от привода 23.
0
5
го
5
0
5
5
д
0
5
Устройство снабжено также механизмом фиксации кассет 1 на позиции сборки, содержащим траверсу 24 с фиксаторами 25 и прижимами 26, перемещающимися по направляющим 27 от пневмоцилинд- ра 28, Механизм сборки пакетов 9 конденсаторов с выводами 2 содержит каретку 29, связанную через кулачок 30 с приводом 23, захваты, выполненные,в виде неподвижно установленной на каретке 29 рейки 31 с зубьями и рычагов 32, поворачивающихся вокруг закрепленной на каретке 29 оси 33 посредством кулачка 34 и связанных одним концом с пружиной 35 и прижимной планкой 36. Механизм сборки включает также элемент раздвижки выводов 2, вьтолненный в виде клиновой гребенки 37 с пружиной 38 и зубцами 39, количество которых равно числу пар выводов на кассете, и установленный над захватами с возможностью одновременного с ними перемещения на своих направляющих 40 до упора 41 узла сжатия выводов 2, установленного на каждой из четырех позиций транспортирующего ротора 42 и выполненного в виде Г-образного качающегося на оси 43 рычага 44 с рейкой 45, имеющей клиновидные пазы, количество которых равно числу пар вьшодов 2 на кассете 1. На позиции сборки рычаг 44 с рейкой 45 имеет возможность поворота от кулачка 46 через систему рычагов 47, 50, а на остальных позициях цикла благодаря замкнутому торцовому кулачку 48 и контактирующему с ним ролику 49, закрепленному на.рычаге 50, лишен возможности поворота вокруг оси 43.
Транспортирующий ротор 42 снабжен направляющими 51 для кассет 1, имеющими горизонтальные выступы 52 с за- ходными фасками дпя выравнивания выводов в вертикальной плоскости.
Механизм съема кассет 1 включает кантователь 53, каретку 54, имеющую возможность как вертикального, так и горизонтального перемещения и снабженную фиксатором 55, подающие ролики 56.
Механизм 57 флюсования включает ванну с черпаком, а механизм пайки - устройство 58 предварительного подогрева конденсаторов, ванну 59 пайки. с нагревателями и черпак 60, имеющий возможность вертикального перемещения,
Устройство работает следующим образом.
Кассета 1 с формованными в виде обращенных друг к другу крючками-выводами 2 с помощью входных подающих .роликов 3, между которыми перемещается вертикальная полка кассеты 1, вводится в устройство и .досыпателем 4 устанавливается на левом кантователе 5.
Пакеты 9 конденсаторов из вибробункера 10 по вибролотку 1 подаются к загрузочному механизму 12. Вакуумные присоски 13, установленные на загрузочном механизме 12, забирают пакеты конденсаторов и укладьгеают их в пазы загрузочной рейки А, перемещающейся вместе с кареткой 7 собачкой 15 на шаг, равный расстоянию между пазами, при этом загрузочная рейка движется вдоль планки 18. Вместе с загрузочной рейкой перемещается захват 8, установленный с ней на одной каретке.
После загрузки пакетами 9 конденсаторов всех пазов рейка 14 устанавливается так, чтобы ее пазы были совмещены с пазами 19 планки 18. При этом захват 8 заходит за кассету 1, находящуюся на кантователе.
Шибер 17, перемещаясь вперед на определенное расстояние, сдвигает пакеты с загрузочной рейки 14 на планку 18, на которую они устанавливаются в пазах 19 на вакуумных отверстиях 20, которые, являясь вакуумным томозом, не позволяют пакетам конденсаторов по инердаи перемещаться вперед и удерживают их в строго определенном шибером 17 положении. Шибер отводится назад.
Кантователь 5, поворачиваясь на 90, переводит кассету из горизон- тадьного положения в вертикальное.
Каретка 7 с загрузочной рейкой 14 перемещается пневмоцилиндром 6 из крайнего левого положения в крайнее правое. При этом захват 8 передвигается кассету с левого кантователя 5 на направляющую 51 одной из позиций транспортирующего ротора 42, а кассета, которая находилась на направляющей ротора, сдвигается на правый кантователь 33.
При заходе кассеты 1 на направляющую 51 транспортирующего ротора 42 ее выводы 2 не расположены строго в
55
0
5
0
5
0
5
0
5
я 5
одной плоскости. Выступ 52 с заход-, ной фаской выравнивает выводы 2 и располагает их в одной вертикальной плоскости за счет упругих деформаций.
Фиксаторы 25, закрепленные на траверсе 24, перемещаются по направляющим 27 от пневмоцилиндра 28, вводятся в отверстия кассеты 1, выставляя ее в определенное положение и прижимая кассету к направляющей 51 прижимами 26. Планка 18 с пакетами 9 конденсаторов поднимается в верхнее положение, при котором дно пазов 19 совпадает с поверхностью выступов рейки 3 1 и на О,1 мм выпе низа внутренней части крючков.
Каретка 29 механизма сборки перемещается вперед. При этом клиновая гребенка 37, перемещаясь до упора 41, раздвигает боковыми гранями своих зубьев вьгеоды, а система захватов проходит дальше между выводами и зубьями рейки 31, входит в прорезь 21 планки 1-8.
Планка 36 от кулачка 34 через систему рычагов поднимается вверх и пружины 35 поворачивают рычаги 32 захватов , прижимая пакеты 9 конденсаторов к зубьям рейки 31. Планка 18 спускается вниз в первоначальное положение.
Каретка 29 механизма сборки перемещается от кулачка 30 в положение, при котором пакеты конденсаторов устанавливаются симметрично оси выводов, Клиновая рейка 43 узла сжатия через систему рычагов 44, 50, 47 поворачивается вокруг оси 43, отодвигая при этом упором 41 гребенку 37. При этом зубья гребенки 37 выводятся из выво- дов 2, а зубья рейки 45 вводятся между смежными парами выводов, сжимая выводы и зажимая ими пакеты 9 конденсаторов.
Планка 36 опускается, поворачивая рычаги 32, освобождая пакеты конденсаторов. Каретка 29 механизма сборки отходит в исходное положение. Фиксаторы 25 отводятся в исходное положение.
Транспортирующий ротор 42 поворачивается на 90 , кассета с конденсаторами устанавливается над ванной 57 флюсования, где и производится флюсование места пайки.
та
При очередном цикле после поворо- на 90° кассета с конденсаторами
устанавливается над ванной 59 пайки.
После предварительного разогрева конденсаторов с помощью устройства 58 предварительного подогрева черпак 60 с припоем поднимается из ванны 59 и производится пайка методом окунания. Происходит следующий поворот на 90 и кассета попадает на позицию, где никаких технологических операций не производится.
При очередном цикле, после поворота ротора, кассета с припаянными к выводам пакетами конденсаторов приходит снова на позицию сборки.
Клиновая рейка U5 выводится из выводов и очередной кассетой с вьгоо- дами кассета с готовыми изделиями перемещается с направляющей 51 ротора 42 на правый кантователь 53, который
Формула изобретения
Устройство для групповой сборки и пайки преимущественно монолитных
керамических конденсаторов, содержащее механизмы подачи кассет с формованными выводами и подачи пакетов конденсаторов, транспортирующий ротор с направляющими для кассет механизм сборки с захватами, механизм съема кассет, флюсования и пайки, отличающееся тем, что, с целью повьшения надежности
сборки, механизм подачи пакетов конденсаторов снабжен подвижной в вертикальной плоскости планкой с пазами, в которых вьтолнены отверстия для подвода вакуума и прорези для ввода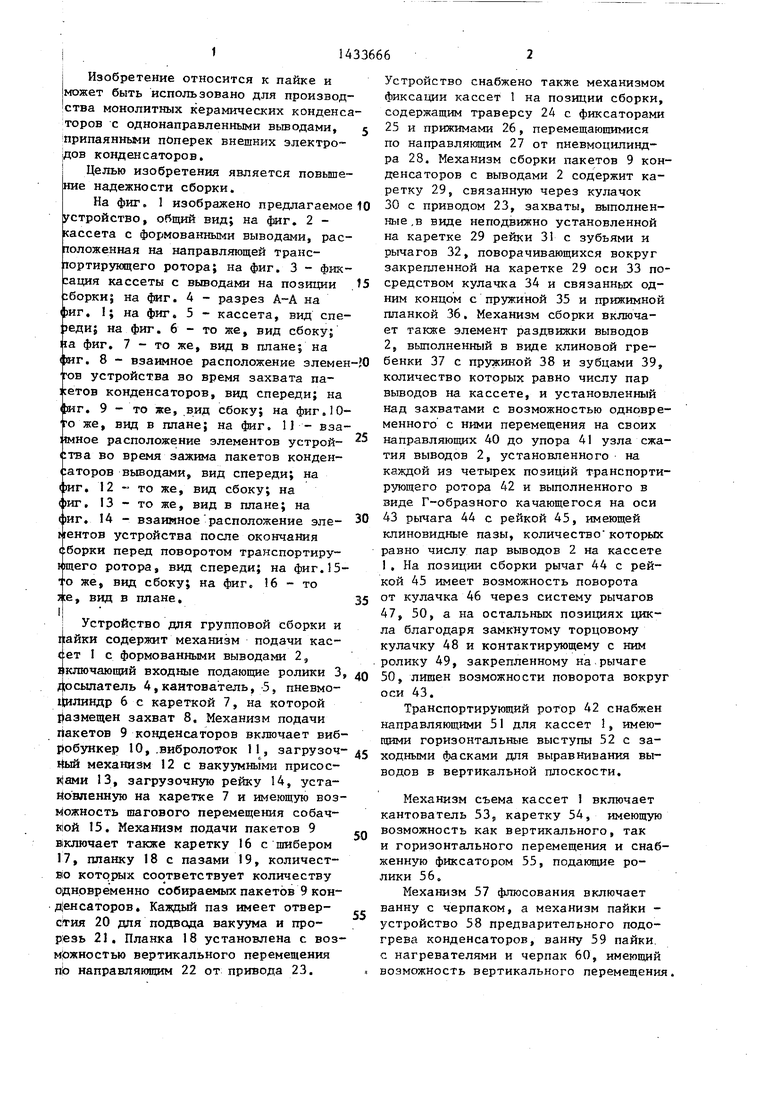


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
| Устройство для группового разделения выводов конденсаторов после сборки | 1990 |
|
SU1739527A1 |
| Устройство для мерной резки заготовок из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты | 1985 |
|
SU1365154A1 |
| Автомат для присоединения и пайки выводных гребенок на подложки монтажных плат | 1991 |
|
SU1829131A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| Линия пайки погружением | 1985 |
|
SU1263462A1 |
| Устройство для пайки | 1972 |
|
SU555454A1 |


Изобретение относится к пайке и м.б. использовано для производства монолитных керамических конденсаторов. Цепь - повышение надежности сборки пакетов конденсаторов с формованными однонаправленными вьгаодами за счет высокой точности закрепления выводов на пакетах и установки конденсаторов относительно кассеты. Механизм подачи пакетов конденсаторов снабжен подвижной в вертикальной плоскости планкой 18 с пазами. В пазах вьшолнены отверстия для подвода вакуума и прорези для ввода захватов механизма сборки. Последние выполнены в виде рейки 31с зубьями и подпружиненных рычагов 32и установлены на каретке 29 с возможностью одновременного перемещения с узлом раздвижки выводов. Узел выполнен в виде подпружиненной клиновой гребенки 37 на направляющих и расположен над захватами с возможностью перемещения до упора 41 узла сжатия, установленного на каждой позиции транспортирующего ротора. Узел сжатия вьт- полнен в виде Г-образного качающегося рычага 44 с рейкой 45, имеющей клино-ф видные пазы. Направляющие 51 для кассет транспортирующего ротора снабжены горизонтальными выступами с заходными фасками для выравнивания выводов в вертикальной плоскости. 16 ил. (Л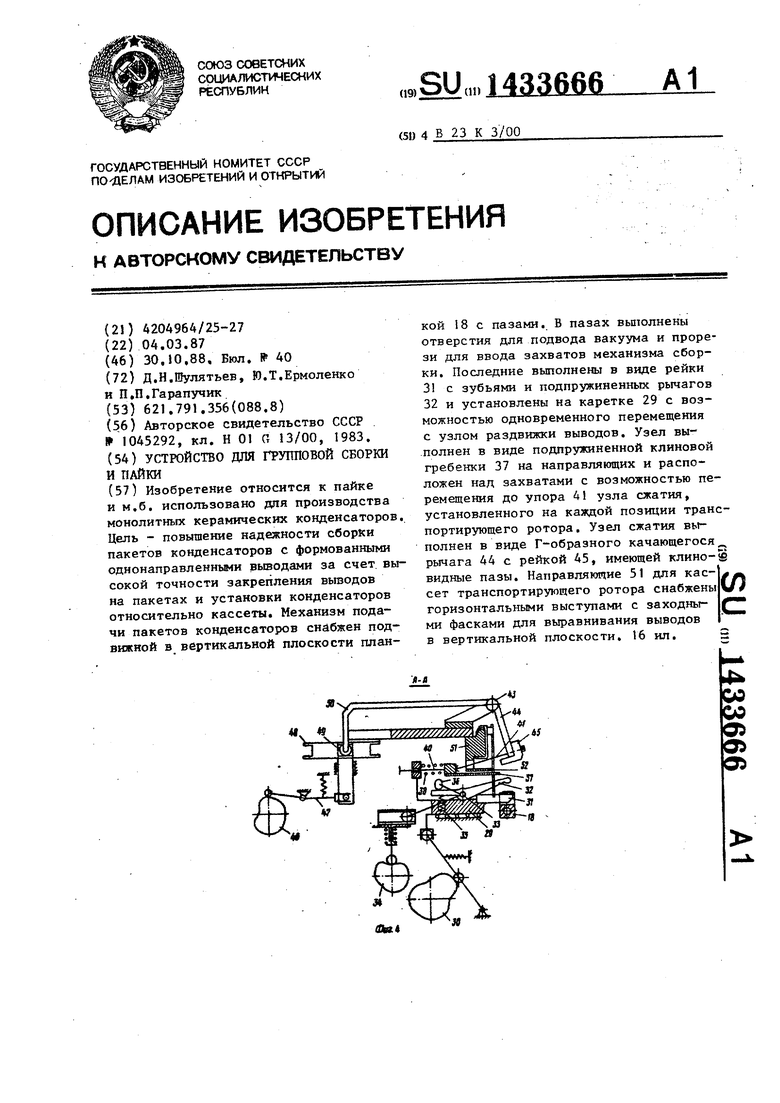
разворачивает кассету из вертикально- 20 захватов механизма сборки, снабженного
го положения в горизонтальное. Фиксатор 55 вводится в кассету .и перемещает ее в подающие ролики 56, которые после подъема фиксатора 55 выводят кассету из устройства.
Таким образом, предлагаемое устройство позволяет повысить йадежность сборки пакетов конденсаторов, имеющих коитактные площадки на торцах пакета, с формованными однонаправленными выводами за счет высокой точности закрепления вьшодов на пакетах и установки конденсаторов относительно каосетьг. Это позволяет использовать кассеты с конденсаторами для ных рычагов, а направляющие для кас- следуищей технологической операции -сет снабжены горизонтальными выступагрупповой герметизации методом опрес- ми с заходными фасками для выравнива- совки.НИН выводов.
расположенным над захватами с возможностью регулируемого перемещения узлом раздвижки, выполненным в виде размещенной на направляющих подпружиненной
клиновой гребенки н установленным на каждой позиции транспортирующего ротора узлом сжатия выводов, выполненным в виде Г-образного качающегося рычага с рейкой с клиновидными пазами, при этом захваты механизма сборки выполнены в виде установленных на каретке с возможностью одновременного перемещения с узлом раздвижки вы- водрв, рейки с зубьями и подпружинен23
Фиг.1
45
20
фиг.5
7
Фи. 7
Фиг.Ш
Фиг.8
ifS
Фиг. 11
38 f1
Фиъ.и
Фиг.7
Составитель Е.Тютченкова Редактор М.Бандура Техред А.Кравчук
Заказ 5491/12
Тираж 922 .
В11ИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
J5
CPueJB
Корректор ,С. Шекмар
Подписное
| Устройство для сборки плоских керамических конденсаторов с выводами | 1982 |
|
SU1045292A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
