Обыкновенно выделка частей коробок со вставными шейками производится следующим образом. В готовую часть коробки (без шейки) вдавливается штампом заготовленная отдельно прямоугольная шейка. Вместо этого способа раньше уже предлагалось заготовлять шейку на самом штампе, оборачивая вокруг него полосу и образуя этим шейку, и затем подводить обернутый шейкой штамп к выкройке коробки, расположенной перед матрицей таким образом, что когда штамп входит в матрицу, то происходит одновременно и формирование коробки и соединение последней с шейкой.
Вместо такого громоздкого и, как показывает опыт ненадежного процесса, согласно настоящему изобретению, сначала накладывают на один из бортиков выкройки коробки не загнутую полосу, служащую для образования шейки и предварительно смазанную клеем, после чего шеечная полоса вместе с бортиком загибается вокруг ребра установленной на выкройке формовочной болванки и после прижатия ее к последней особой колодкой, продвигается вместе с формовочной болванкой на вторую позицию к загибающим приспособлениям, прижи(107)
мающим к боковым сторонам болзанк сперва полосу шейки, а потом и боковые бортики выкройки.
Такой способ дает возможность при помощи простого поступательного движения формовочной болванки произвести за один рабочий ход и формирование шейки и формирование коробочной части.
Далее новое устройство отличается еще тем, что полоса для образования шейки накладывается на направляющую подкладку, имеющую отверстие для пропуска формующей болванки, а выкройка накладывается на лежащую непосредственно ниже направляющую часть, также имеющую отверстие для пропуска болванки, причем оба пропускных отверстия расположены перед проходным вертикальным каналом, снабженным загибающими приспособлениями; к одному концу шеечной полосы приклеена соединительная накладка, а выкройки вместе с формующей болванкой обхватываются двумя штампами и проталкиваются в вертикальный канал, после чего нажимающий на болванку штамгт отходит обратно, а изделие проталкивается поперечно действующим поршнем, в боковой канал, причем при последнем движении загибается особым пальцем сначала конец шеечной полоски, снабженной клейкой накладкой, а затем и второй конец полоски, а при входе в боковой канал загибается последний бортик выкройки, остававшийся еще не отогнутым.
Клейкая накладка автоматически отрезается от непрерывной ленты, продвигаемой перпендикулярно к длине шеечной полосы движущими прерывисто действующими приспособлениями. Приспособления, передвигающие ленту, из которой отрезаются накладки, состоят из профильных валиков, придающих выпуклость покрытой клеем накладке, причем один из валиков целесообразно использовать для нанесения на ленту клея. Выпуклость придается ленте с целью противодействовать стремлению ленты свертываться под действием сырого клея.
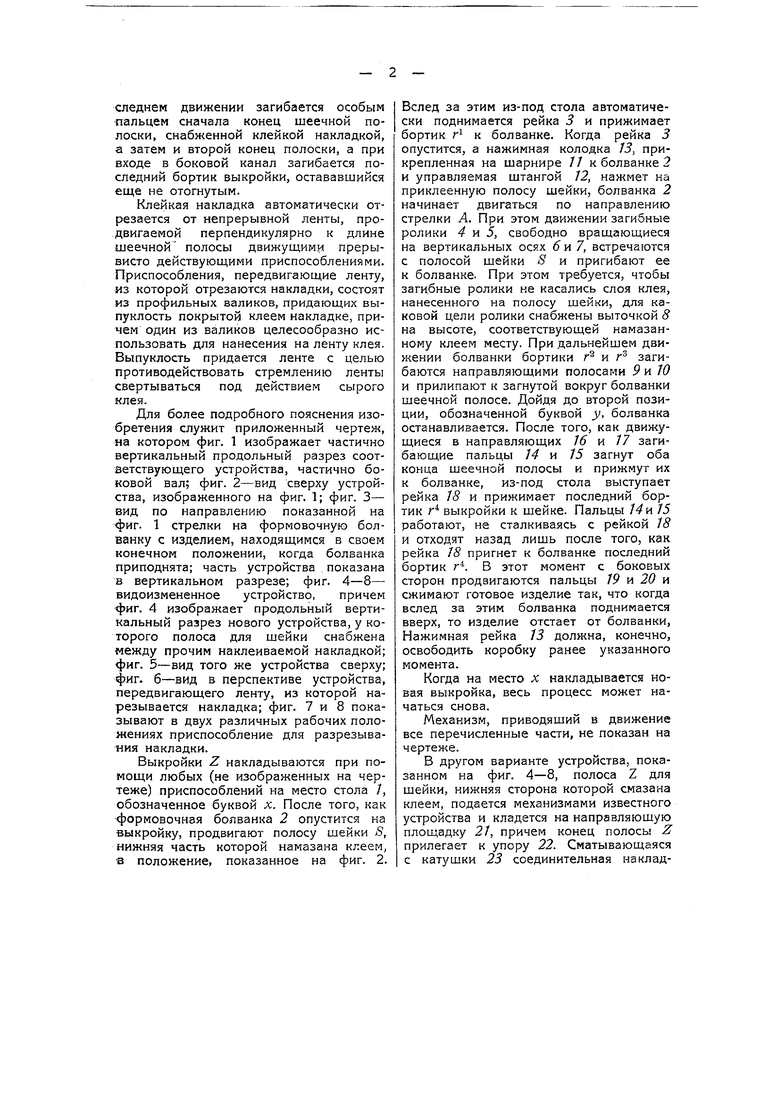
Для более подробного пояснения изобретения служит приложенный чертеж, на котором фиг. 1 изображает частично вертикальный продольный разрез соответствующего устройства, частично боковой вал; фиг. 2-вид сверху устройства, изображенного на фиг. 1; фиг. 3- вид по направлению показанной на фиг. 1 стрелки на формовочную болванку с изделием, находящимся в своем конечном положении, когда болванка приподнята; часть устройства показана в вертикальном разрезе; фиг. 4-8- видоизмененное устройство, причем фиг. 4 изображает продольный вертикальный разрез нового устройства, у которого полоса для шейки снабжена между прочим наклеиваемой накладкой; фиг. 5-вид того же устройства сверху; фиг. 6-вид в перспективе устройства, передвигающего ленту, из которой нарезывается накладка; фиг. 7 и 8 показывают в двух различных рабочих положениях приспособление для разрезываяия накладки.
Выкройки Z накладываются при помощи любых (не изображенных на чертеже) приспособлений на место стола /, обозначенное буквой х. После того, как -формовочная болванка 2 опустится на выкройку, продвигают полосу шейки S, нижняя часть которой намазана клеем, 3 положение, показанное на фиг. 2.
Вслед за этим из-под стола автоматически поднимается рейка 5 и прижимает бортик г к болванке. Когда рейка 3 опустится, а нажимная колодка 75, прикрепленная на шарнире 7/ к болванке 2 и управляемая штангой 72, нажмет на приклеенную полосу шейки, болванка 2 начинает двигаться по направлению стрелки А. При этом движении загибные ролики 4 и 5, свободно вращающиеся на вертикальных осях 6 а 7, встречаются с полосой шейки 8 и пригибают ее к болванке, При этом требуется, чтобы загибные ролики не касались слоя клея, нанесенного на полосу шейки, для каковой цели ролики снабжены выточкой 8 на высоте, соответствующей намазанному клеем месту. При дальнейшем движении болванки бортики г и г загибаются направляющими полосами 9 к 10 и прилипают к загнутой вокруг болванки шеечной полосе. Дойдя до второй позиции, обозначенной буквой у, болванка останавливается. После того, как движущиеся в направляющих 16 и 77 загибающие пальцы 14 и 75 загнут оба конца шеечной полосы и прижмут их к болванке, из-под стола выступает рейка 18 и прижимает последний бортик г выкройки к шейке. Пальцы 7 и 75 работают, не сталкиваясь с рейкой 18 и отходят назад лишь после того, как рейка 75 пригнет к болванке последний бортик г. В этот момент с боковых сторон продвигаются пальцы 19 и 20 и сжимают готовое изделие так, что когда вслед за этим болванка поднимается вверх, то изделие отстает от болванки, Нажимная рейка 13 должна, конечно, освободить коробку ранее указанного момента.
Когда на место х накладывается новая выкройка, весь процесс может начаться снова.
Механизм, приводяший в движение все перечисленные части, не показан на чертеже.
В другом варианте устройства, показанном на фиг. 4-8, полоса Z для шейки, нижняя сторона которой смазана клеем, подается механизмами известного устройства и кладется на направляющую площадку 27, причем конец полосы Z прилегает к упору 22. Сматывающаяся с катушки 25 соединительная накладка V, наклеиваемая на стык концов шеечной полосы, раньше, чем попасть на отрезывающее приспособление, проходит между парой фасонных валиков 24, 24, изображенных на фиг. 6. Валики эти придают накладке выпуклость в сторону, противоположную той стороне, в которую накладка имеет стремление скручиваться под действием клея. Валик 24 служит одновременно и для нанесения клея и потому около него расположен резервуар 25 с клеем. Валик 24 вращается храповым механизмом 26, 27 и подвигает накладку толчками в промежуток между двумя ножами 28, 29. Нож 29 закреплен неподвижно на подкладной пластине 30, а нож 28 насажен на передвижной держатель 37, ходящий в направляющей 32. При движении вниз держателя 3f, когда накладка V отрезана, крючок 33 ножа 28, могущий передвигаться в держателе J/ и оттягиваться пружиной 34 в рабочее положение, упирается в упорный болт 35, вследствие чего нож 28 остается в положении, показанном на фиг. 8, а держатель 5/, нижняя сторона которого снабжена эластичной подушкой 36, продолжает двигаться дальше и прижимает накладку к полосе шейки. Описанный способ, когда соединительная накладка движется по направлению, перпендикулярному к длине шеечной полосы, имеет то преимущество, что на одной и той же машине могут вставляться шейки различной ширины. Для этого необходимо только соответственно переставить в щели 37 штангу 38, управляющую рычагом 37.
После того, как держатель 5/ удалится от шеечной полосы Z, начинает двигаться вниз нажимаемая штампом 41 формовочная болванка /% вдвигаемая со стороны и проходящая между двумя пружинящими щеками 39. Болванка прижимается сперва к шеечной полосе Z и вдавливает ее в выемку 42, находящуюся в подкладке 2/, вследствие чего боковые концы полосы загибаются кверху в виде буквы U. После этого болванка F, с трех сторон которой расположена шеечная полоска, прижимается к одному из длинных боковых бортиков выкройки S, лежащей на направляющей lopMe 43, вследствие чего бортик прижимается к стороне шейки, смазанной клеем. Штамп 44, эластично передвигающийся в своем щтоке и находящийся во время рассматриваемого рабочего хода в положении, нарисованном на фиг. 4 прерывистыми линиями, служит в данном случае опорой. Вслед за этим оба штампа 47 и 44, равномерно захватывая между собой изделие, проходят через вертикальный канал 45, снабженный загибающими приспособлениями, где выкройка загибается вверх вертикально, а оба коротких бортика / выкройки загибаются под прямым углом и придавливаются к шейке. После возвращения штампа 47 в свое исходное положение выдвигается загибающий палец-/(У, управляемый рычагом 46 и скользящей втулкой 47, и заворачивает тот конец шейки, который несет.на себе соединительную накладку (фиг. 4). Затем выступает управляемый рычагом 49 поршень 50 и выталкивает изделие вправо. При этом движении сперва загибается последний еще торчащий кверху конец щеечной полоски (посредством выскакивающего сбоку загибающего пальца 57), так что оба конца шейки сходятся между собою в притык и соединяются накладкой V. При дальнейщем продвижении в канал 52 помещающаяся у начала его загибающая рейка 53 загибает последний (длинный) боковой бортик I выкройки и прижимает его к смазанной клеем шейке. Для того, чтобы сложенные и склеенные части коробки находились дольше под давлением, нижняя стенка канала 52 оборудована пружинящими пластинами 54. При выходе из канала 52 формовочная болванка вынимается захватывающими приспособлениями или присасывающимися головками и т. д. и снова подводится к штампу 47 при помощи транспортерной ленты, цепи и тому подобных устройств.
Предмет патента,
1. Способ изготовления частей коробок со вставной шейкой, отличающийся тем, что смазанная предварительно клеем не загнутая полоса для изготовления шейки накладывается на боковой бортик выкройки коробочной части, после чего выкройка, при помощи ставящейся на дно выкройки формовочной
болванки подвигается при одновременном перпендикулярном загибании того бортика, который соединен с шеечной полосой, к загибающим приспособлениям, прижимающим к боковым сторонам болванки сперва полосу шейки а потом и остальные боковые бортики выкройки.
2.Устройство для выполнения способа согласно п. 1, отличающееся применением направляющей поверхности или стола 7, на которой кладется выкройка, а также применением поднимающейся и опускающейся, а также движущейся взад и вперед формовочной болванки 2, которая сперва накладывается на дно выкройки и удерживает последнюю, пока полоса шейки 8 накладывается на передний по направлению движения болванки бортик / выкройки, после чего поднимающаяся вверх из-под поверхности стола принудительно управляемая рейка 5 пригибает вышеуказанный бортик вместе с приклеенной к нему шеечной полосой к передней лобовой стенке болванки, так что при дальнейшем поступательном движении болванки последняя подводит выкройку вместе с шеечной полосой к загибающим приспособлениям 4, 5, 9, 10, после чего, когда коробочная часть готова, формовочная болванка выходит из готовой части, придерживаемой управляемыми накладывающимися на боковые бортики пальцами и возвращается в свое первоначальное положение.
3.Форма выполнения устройства по п. 2, отличающаяся тем, что перед известными самими по себе направляющими поверхностями 9, 10, служащими для загибания обоих продольных (по направлению движения болванки) бортикоз г, г, установлены загибающие ролики 4,5, захватывающие полосу шейки по той ее поверхности, которая не покрыта клеем, и придавливающие эту полосу к двум боковым стенкам болванки раньше, чем начинается загибание обоих продольных бортиков.
4.Форма выполнения устройства по пп. 2 и 3, отличающаяся тем, что на держателе формовочной болванки имеется управляемая нажимная рейка 13, которая вначале прижимается к передней (по на правлению движения) лобовой
стенке болванки, а также тем, что в конечном положении болванки на концы шеечной полосы надавливают выдвигающиеся в поперечном (к направлению движения) направлении загибающие пальцы 14, 15, снабженные роликами, захватывают не покрытую клеем часть шеечной полосы и пригибают ее концы к задней лобовой стенке болванки, после чгго выдвигающаяся вверх из-под поверхности стола рейка 18 загибает последний не загнутый бортик выкройки 4. .
5.Устройство для выполнения способа, согласно п. 1, отличающееся тем,, что полоса ., из которой делается вставная шейка, кладется на направляющую площадку 2 7, имеющую отверстие 2 для пропуска формовочной болванки, а выкройка коробочной части кладется на лежащую непосредственно ниже направляющую 43 тоже имеющую отверстие для пропуска болванки F перед проходным вертикальным каналом 5, снабженным загибающими приспособлениями, причем сперва к одному концу шеечной полосы Z приклеивается соединительная накладка V, а выкройка S захватывается формовочной болванкой F, зажимаемой между двумя щтампами 4J, 44, и проталкивается сквозь проходной вертикальный канал 45, после чего действующий на болванку F штамп 4J отходит назад, а выдвигающийся в поперечном направлении поршень 50 проталкивает изделие в канал 52, причем сначала загибается пальцем 48 тот конец шеечной полосы Z, к которому приклеена накладка, а затем и второй конец, тогда как при входе в канал 52 загибается приспособлениями 53 последний не загнутый боковой бортик.
6.Форма выполнения устройства по п. 5, отличающаяся тем, что наклеиваемая накладка отрезается автоматически от непрерывной ленты, передвигаемой перпендикулярно к длине гаечной полосы Z, посредством действующих толчками движущих приспособлений 24, 24.
1. Форма выполнения по пп. 5 и 6, отличающаяся тем, что приспособления, движущие ленту наклеиваемой закладки, состоят из профилированных валиков 24, 24, придающих смазанной ленте выпуклость, причем один из названных
валиков 24 целесообразно приспособлен для нанесения на ленту клея.
8. Форма выполнения по пп. 5, б и 7, отличающаяся тем, что держатель 31 верхнего ножа механизма, отрезывающего накладки V, устроен так, что является в то же время и нажимным органом, сильно придавливающим накладку к концу шеечной полосы Z, причем верхний нож 28 может продольно передвигаться в этом держателе 57 и оттягивается пружиной 34 в рабочее положение, причем имеется неподвижный упорный болт 55, о который при движении вниз держателя верхнего ножа задевает крюкообразный отгиб 55 ножа 28 и задерживает нож в положении, соответствующем разрезанию, пока держатель 5/ продолжает двигаться вниз в положение нажимания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления коробок | 1925 |
|
SU4870A1 |
| Печатно-штамповочное устройство | 1926 |
|
SU6651A1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАР | 1927 |
|
SU13190A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОБОЛОЧЕК ИЗ ФАНЕРНОЙ ПОЛОСЫ С НАКЛАДКОЙ НА НЕЕ ФАНЕРНЫХ ЖЕ ЛИСТОВ С ПОПЕРЕЧНО РАСПОЛОЖЕННЫМИ ВОЛОКНАМИ | 1926 |
|
SU6497A1 |
| Приводной механизм к толкачу в коробочных машинах | 1927 |
|
SU12309A1 |
| УСТРОЙСТВО для УПАКОВКИ СИГАРЕТ | 1972 |
|
SU344639A1 |
| Способ и машина для отделения от табачных листьев черенков | 1927 |
|
SU14009A1 |
| ДАМСКОЕ БЕЛЬЕ, В ЧАСТНОСТИ БЮСТГАЛЬТЕР | 1997 |
|
RU2127535C1 |
| Устройство для намотки полотна в рулон | 1972 |
|
SU539817A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ В БУМАГУ ИЗДЕЛИИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU330073A1 |


JU
X.
;{.
Фиг2
Фиг51
Ji4
ziraj7-С
к патенту ин-ной фирмы Универеель фабрика папиросных машин И. К. Мюллер и К° № 42510

