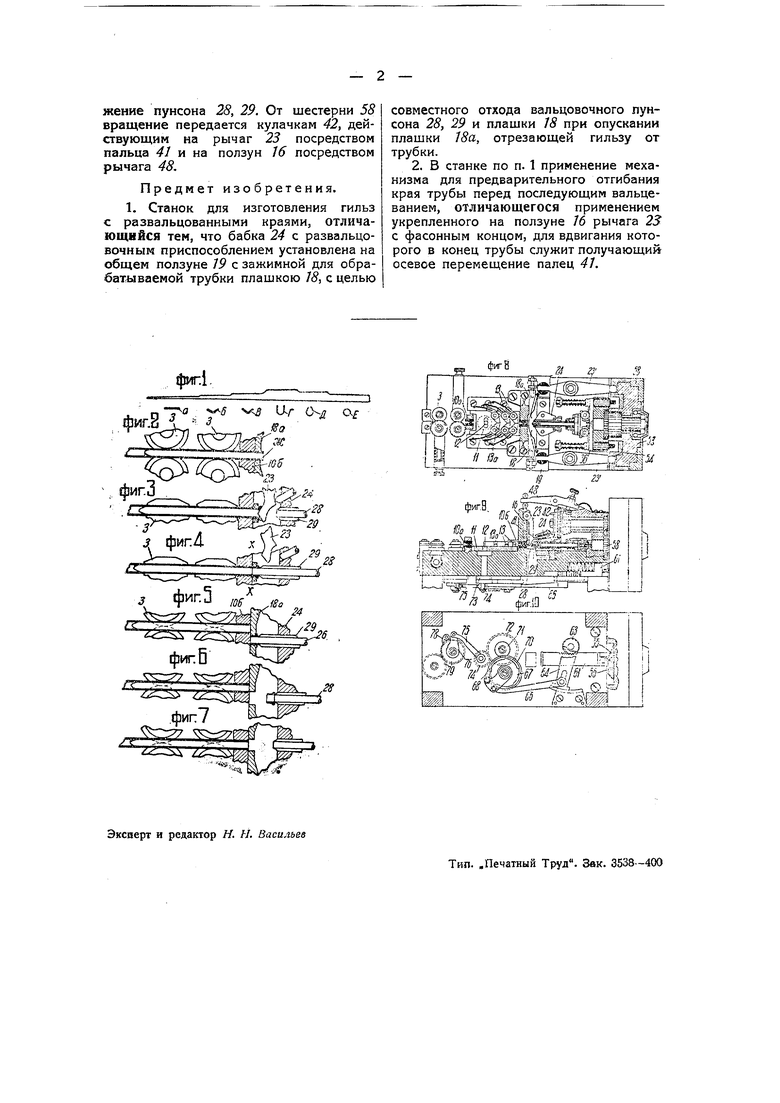
На чертеже фиг. 1-7 поясняют процесс работы станка. Как видно из этих фигур, гильзы изготовляются из ленты а, сворачиваемой в трубку роликами 3. Первые три пары роликов последовательно изгибают ленту в форму Б, В, Г, после чего в полученный желобок вставляется стальной стержень Ж, вместе с которым лента поступает в следующие две пары роликов, где загибается в трубку Д, Е.
Выходящая из последних роликов трубка проходит калибровочную матрицу 0а (фиг. 8, 9) и поступает между неподвижно установленными пружинными зажимами /5а (фиг. 8) и подобными же зажимами /5, установленными на ползуне //, получающем возвратно-поступательное движение. При таком устройстве зажимы J3 при движении вперед подают трубку, а при движении их назад трубка удерживается от возвратного хода зажимами /5а.
После этого трубка вместе с находящимся в ней стержнем Ж поступает в матрицу W6, где зажимается плашками J8, 18(1, приводимыми в движение рычагами 23. После этого пунсон 28, двигаясь вперед, выталкивает из трубки на нужную длину стержень /W, а пунсон 29 при этом несколько отгибает край трубки. Затем рычаг 23 своим фасонным концом окончательно отбортовывает (развальцо 146)
вывает) край трубки (фиг. 3). Вслед за этим пунсон 28 снова входит в трубку и проталкивает стержень Ж до XX (фиг. 4). В таком положении плашки 18, 18а вместе с бабкой 24, несущей пунсоны 28, 29, двигается вниз (фиг. 5), осуществляя отрезание гильзы. После этого пунсон отходит назад (фиг. 6) и готовая гильза выпадает из станка (фиг. 7).
Механизм, приводящий в действие выщеуказанные части, устроен следующим образом. На части 55 приводного шкива станка (фиг. 8) имеется кулак 55, приводящий в возвратно-поступательное движение нажимаемую пружиной зубчатую рейку 61, вращающую шестерню 63, На одной оси с шестерней 63 укреплен рычаг 64, связанный шатуном 66 с собачкой 68 для храпового колеса 67. Последнее зубчатой передачей 70, 71, 72, 73 приводит во вращение кривошипы 12 и 74 (фиг. 9). Первый из них сообщает возвратно-поступательное движение ползуну // с зажимами 13, а второй, связанный шатуном 75 с храповым механизмом 76, 78, вращает ролики 3 через зубчатую передачу 79. От эксцентрика 54 передается движение рычагам 23, шарнирно скрепленным с ползунами 19, несущими плашки J8,18а, зажимающие и отрезающие гильзу, как это указано выше. От кулачка 56 заимствуется возвратно-поступательное движение пунсона 28, 29. От шестерни 55 вращение передается кулачкам 42, действующим на рычаг 23 посредством пальца 41 и на ползун 16 посредством рычага 48,
Предмет изобретения.
1. Станок для изготовления гильз с развальцованными краями, отличающийся тем, что бабка 24 с развальцовочным приспособлением установлена на общем ползуне /Р с зажимной для обрабатываемой трубки плашкою /5, с целью
совместного отхода вальцовочного пунсона 28, 29 и плашки /5 при опускании плашки J8a, отрезающей гильзу от трубки.
2. В станке по п. 1 применение механизма для предварительного отгибания края трубы перед последующим вальцеванием, отличающегося применением укрепленного на ползуне /б рычага 23 с фасонным концом, для вдвигания которого в конец трубы служит получающий осевое перемещение палец 4J,
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления гильз с развальцованными краями | 1939 |
|
SU58125A2 |
| Машина для обработки глиняной массы | 1933 |
|
SU47928A1 |
| Автоматический отрезывательный аппарат для ленточного пресса | 1931 |
|
SU32459A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Приспособление к задней бабке токарного станка для упора деталей с параллельными торцевыми поверхностями | 1931 |
|
SU28753A1 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| Фрикционный винтовой пресс с поворотным столом | 1932 |
|
SU30601A1 |
| СТАНОК ДЛЯ ШТУКОВКИ КРЫШЕК | 1940 |
|
SU60428A1 |
| Многорезцовый станок с автоматизацией всего процесса работ | 1938 |
|
SU66613A1 |
| Автоматический отрезывательный аппарат для ленточного пресса | 1933 |
|
SU34445A1 |

