1
Изобретение относится к области сварки плавлением и может быть использовано при изготовлении конструкций в атмосфере инертных газов при сварке на токах более 250 А.
Известен вольфрамовый электрод плоско-заточенный вдоль оси шва для сварки в среде инертных газов.
Однако процесс Оварки «авестным электродом стыковых соединений сопровождается блужданием дуги по поверхности электрода вдоль продольной грани заточки, что способствует образованию подрезов и неравномерному формированию шва. С увеличением сварочного тока блуждание душ резко возрастает и стабильность процесса сварки снижается. В связи с этим известный электрод рекомендован для выполнения тонкостенных сварных соединений с отбортовкой кромок.
Для повышения качества сварного шва при соединении свариваемых кромок встык в предлагаемом электроде продольные грани заточки выполнены со скруглениями.
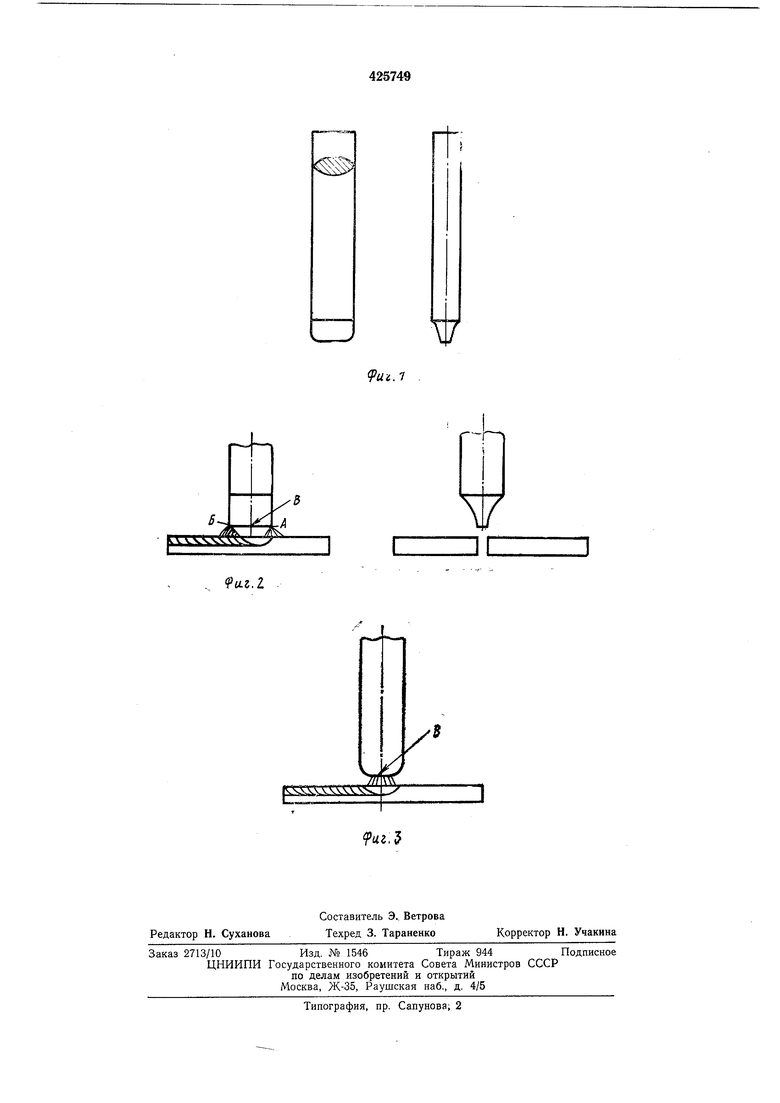
На фиг. 1 изображен предлагаемый электрод в двух проекциях; на фиг. 2 - процесс горения дуги при сварке стыковых соединений известным электродом; на фиг. 3 -процесс горения дуги при сварке стыковых соединений предлагаемым электродом.
При сварке известным электродом дуга на всех режимах горит по наименьшему сопротивлению между электродом и свариваемыми пластинами, в частности со стороны передней кромки А или со стороны задней кромки Б. Причем процесс сварки сопровождается блужданием дуги вдоль продольной грани заточки от кромки А к кромке Б.
Выполнение продольной грани заточки со скруглениями исключает блуждание дуги и обеспечивает при сварке встык получение качественных сварных соединений без подрезов и с равномерным формованием. В этом случае дуга горит строго по торцовой поверхности В и характеризуется высокой стабильностью при сварке стыковых соединений.
Предмет изобретения
Вольфрамовый электрод для сварки в среде инертных газов, преимуш,ественно на токах более 250 А, плоскозаточенный вдоль оси шва, отличаю ш;ийся тем, что, с целью повышения качества сварного шва при соединении свариваемых кромок встык, продольные грани заточки выполнены со скруглениями.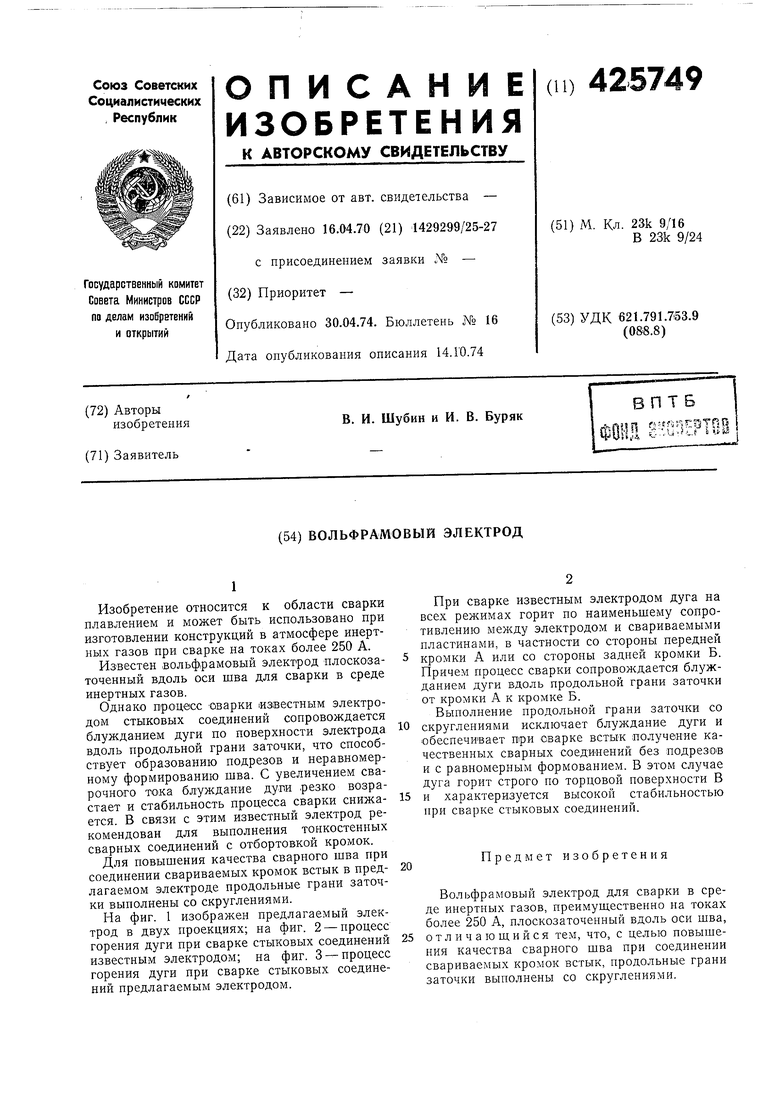
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2292256C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
.. и.г.1
/
т
