Изобретение относится к области сварочного производства
Известен способ электродуговой многопроходной сварки ленточным электродом (см, авт.св. N° 707710. кл. В 23 К 9/00, 1975), при котором ленточному электроду придают V-образную форму, причем по мере заполнения раздел киот одного прохода к другому меняют длину сторон V-образного ленточного электрода. Недостатком указанного способа является низкая Производительность процесса и возможность образования
дефектов в сварном шве при многопроходной сварке.
Изпестен также способ дуговой сварки расщепленным ленточным электродом, при котором ленточные электроды подают в зону сварки симметрично продольной оси шва, к которой ленточные электрогм обращены своей широкой стороной (см авт сч №397288, кл. В 23 К 9/16, 1972) Два ленточных электрода, подаваемых в зону сварки, имеют различное расстояние между задними и передними кромками, причем расстояние между задними кромками больше, чем между передними, и его можно регулировать, изменяя форму провара непосредственно в процессе сварки Недостатком указанного способа является также низкая производительность процесса и возможность образования дефектов в сварном шве при многопроходной сварке.
Известен также способ дуговой сварки двумя электродами (см. авт.св. № 502721, кл. В 23 К 9/00, 1973), при котором проволочный электрод располагают впереди лен- точного, а ленточный электрод профилируют по проволочному для получения взаимного контакта в зоне горения дуги. Причем ленточному электроду придают U- образную форму с прямолинейными участками, параллельными оси шва в направлении сварки Недостатком указанного способа является нестабильная подача двух электродов, что приводит к образованию дефектов сварного шва типа подрезов и т.п.
Наиболее близким по технической сути и достигаемому результату является, приня- тый за прототип, способ ЭШС ленточным электродов с регулированием теплосодержания шлаковой ванны по ее длине, для чего ленточному электроду придают в передней части соответствующую форму (профиль) и свариваемое изделие располагают под углом а 8-60° к горизонтальной плоскости (см. авт.св. № 1441637, кл. В 23 К 25/00, 1986)
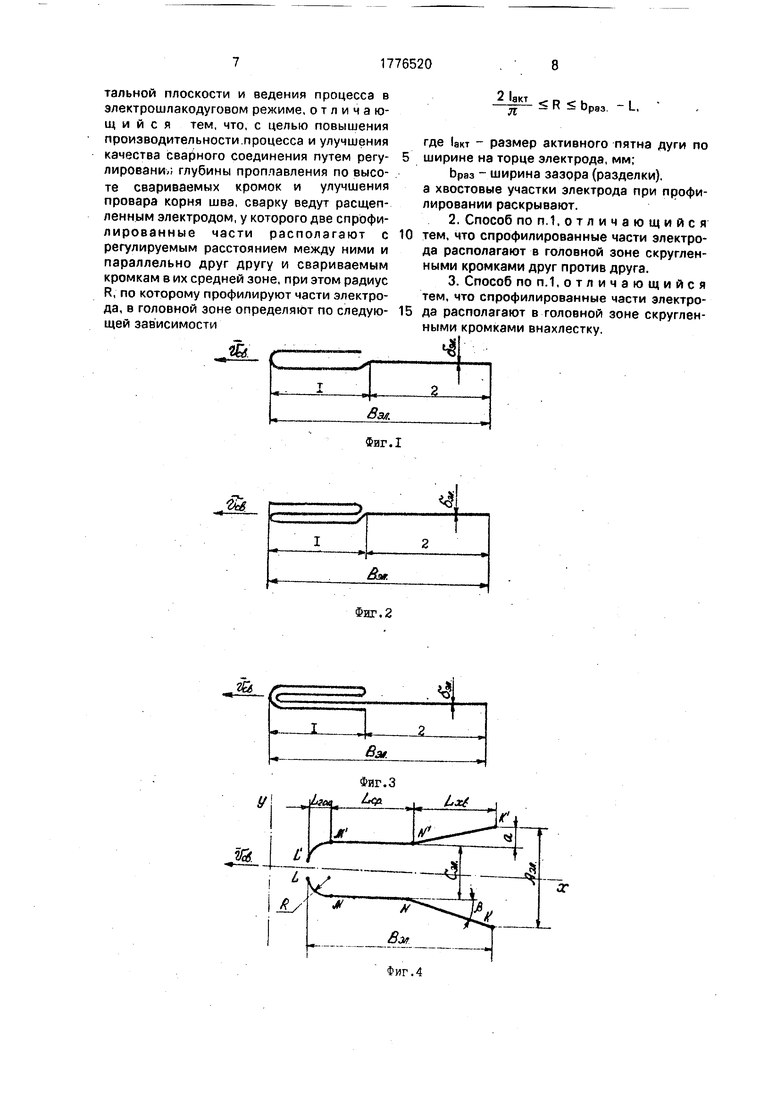
На фиг.1, фиг.2 и фиг.З представлены форма и геометрические размеры ленточного электрода переменного сечения для способа ЭШС, выбранного в качестве прототипа Однако получение указанной формы (профиля) ленточного электрода тре- бует значительных тянущих (проталкивающих) усилий. Кроме того, способ ЭШС, принятый за прототип, не позволяет регулировать глубину и характер проплавления свариваемых кромок по высоте, обеспечить гарантированный провар корня шва и из-за этого швы обладают невысокой технологической и эксплуатационной прочностью.
Целью настоящего изобретения является повышение производительности процес- са и улучшения качества сварного соединения путем регулирования глубины проплавления по высоте свариваемых кромок и улучшения провара корня шва
Указанная цель достигается тем, что в способе ЭШС, при котором расплавляют в шлаковой ванне ленточный электрод, профилируемый в процессе его подачи с приданием его головной зоне скругленной формы, и изменяют распределение тока по сечению
электрода путем наклона свариваемого изделий на угол а 8,..60° к горизонтальной плоскости и ведения процесса в электро- шлакодуговом режиме, отличающийся тем, что, с целью повышения производительности процесса и улучшения качества сварного соединения путем регулирования глубины проплавления по высоте свариваемых кромок и улучшения провара корня шва, сварку ведут расщепленным электродом, у которого две спрофилированные части располагают с регулируемым расстоянием между ними и параллельно друг другу и свариваемым кромкам в их средней зоне, при этом радиус R, по которому профилируют части электрода в головной зоне, определяют по следующей зависимости
ур - R - Ьраз - L,
где 1акт - размер активного пятна дуги по ширине на торце электрода, мм;
Ьраэ ширина зазора (разделки), а хвостовые участки электрода при профилировании раскрывают.
Кроме того дополнительно в процессе сварки спрофилированные части электрода располагают в головной зоне скругленными кромками друг против друга, либо скругленными кромками внахлестку.
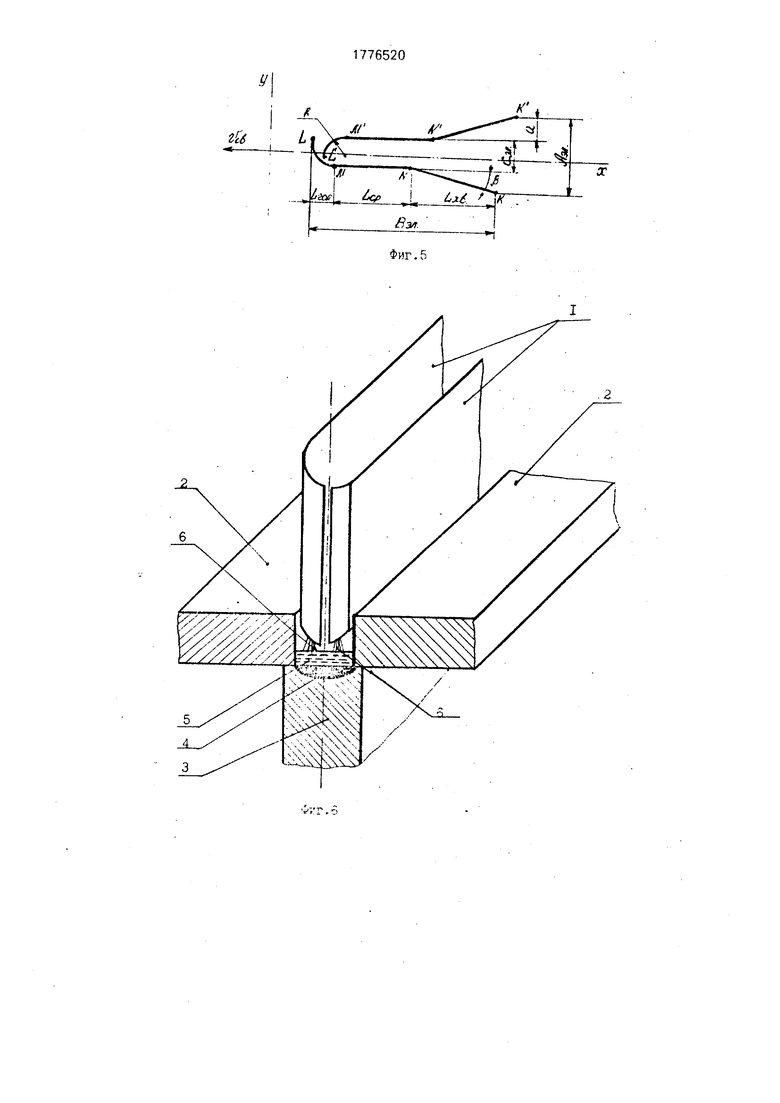
На фиг.4 и фиг.5 представлены форма и геометрические размеры расщепленного ленточного электрода по заявляемому способу ЭШС. (Схематическое изображение на фиг.4 соответствует одному из вариантов предлагаемого способа ЭШС, когда радиусы спрофилированных ленточных электродов расположены встык друг к другу. Фиг.5 соответствует другому варианту заявляемого способа ЭШС, когда радиусы спрофилированных ленточных электродов расположены внахлестку (с перекрытием друг к другу).
Для предлагаемого способа ЭШС, когда в передней части шлаковой ванны расположены два спрофилированных ленточных электрода, появляется возможность получить два раздельных дуговых процесса, т.е. на каждом из электродов будет гореть своя дуга. Эффективность такого сочетания достаточно высока. Если же электроды расположены радиусами встык друг к другу, то каждая из дуг, горящая по радиусу ленточного электрода будет проплавлять свою свариваемую кромку, т.е. ту, которая к ней ближе.
На фиг.б представлена схема дуговых процессов в передней части шлаковой оон- ны для предлагаемого способа ЭШС. Цифрами на фиг.б обозначены1 1 - ленточные
электроды, 2 - свариваемые пластины, 3 - подкладка, 4 - ванна жидкого металла. 5 - жидкий шлак, 6 - место горения дуги на электроде. Для этого случая можно получить общую ванну жидкого металла, которая об- разевалась в результате плавления электродного металла и свариваемых кромок от раздельно горящих дуг.
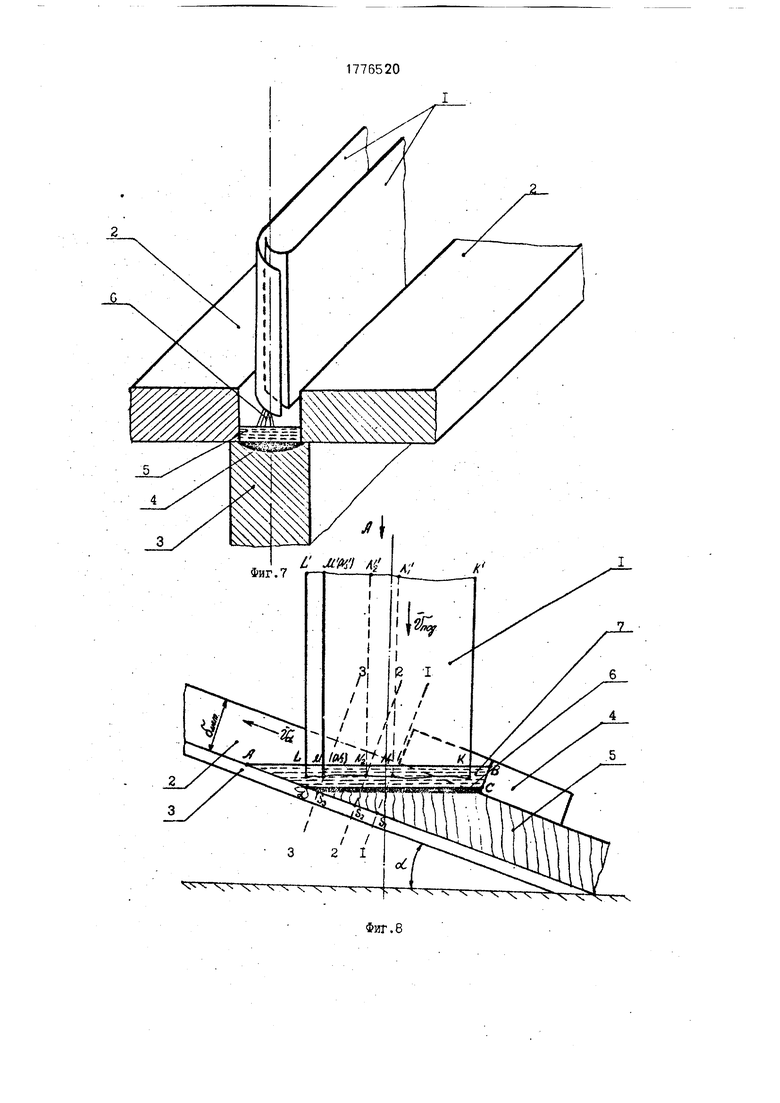
Если же один ленточный электрод расположен впереди другого, то это соответст- вует схеме горения дуг, представленной на фиг.7.
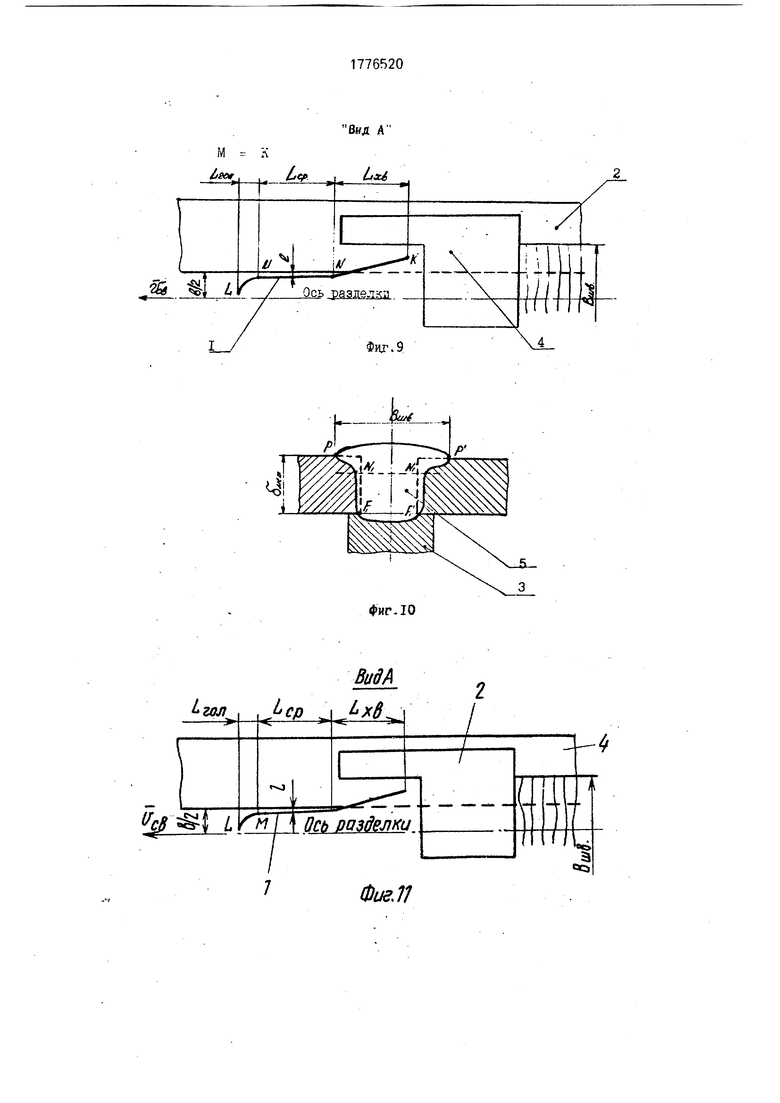
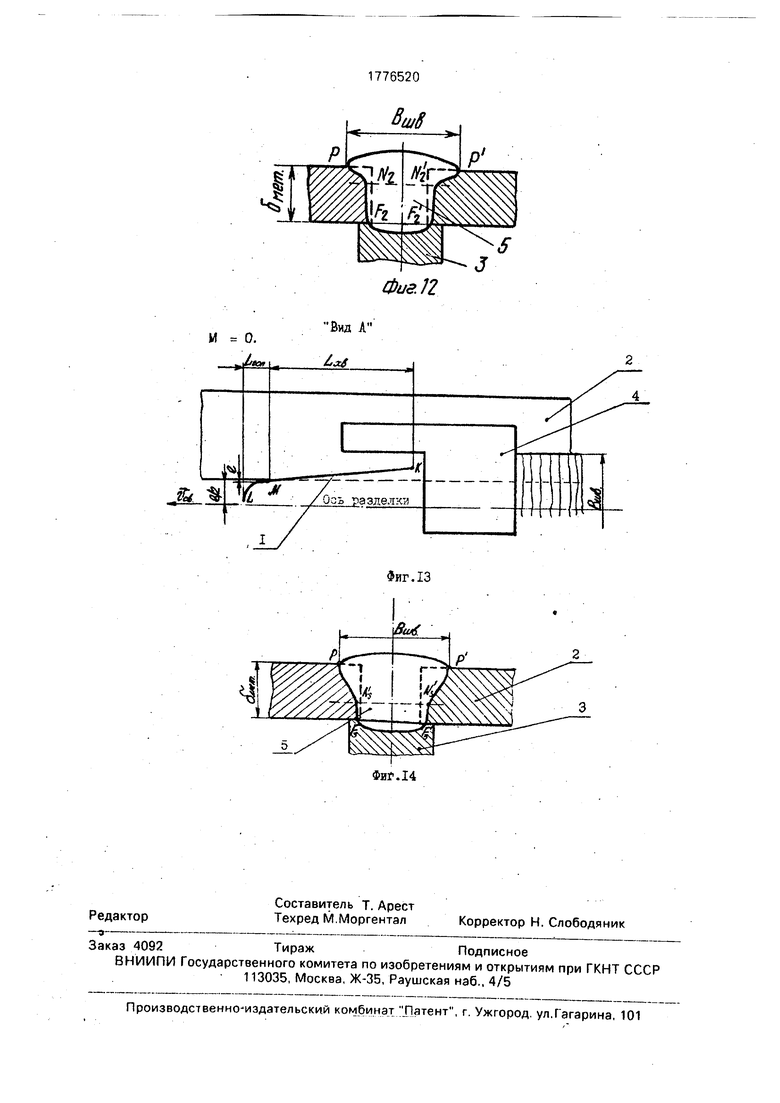
На фиг.9-14 представлено взаимное расположение ленточных электродов и свариваемых кромок для трех вариантов изме- нения соотношения средней и хвостовой частей электрода: 1 MN NK. 2 MN 0.5NK. 3 MN 0 при одинаковом радиусе профилирования Rnp (ширина и толщина ленточного электрода для всех трех вариантов одинако- ва). Проведя секущие плоскости 1-1, 2-2 и 3-3 для всех вариантов, можно убедиться, что перемещение точки N к головной части электрода вызывает и смещение линии N-N к корню шва в сечении сварного соедине- ния. Плавление хвостовой части электрода (за пределами т.М) происходит в электрошлаковом режиме. Тогда при размещении линии NISI (когда MN 0) в нижней части шва, каждое последующее сечение, прове- денное за сечением 1-1, показывает, что расстояние между электродом и вертикальной стенкой разделки уменьшается. Следовательно, интенсифицируется процесс расплавления кромки в зависимости от угла раскрытия хвостовой части электрода. Т.о. регулирование протяженности участка электрода MN, вызывает изменение фррмы проплавления вертикальных стенок.
На фиг.8 представлена схема, по кото- рой реализуется данный способ. Свариваемое изделие 2, которое устанавливают под углом а к горизонту, представляет собой пластины (листы) средней толщины (с5лист 12-16 мм), уложенные на стальную под- кладку 3. Расщепленный ленточный электрод 1 устанавливают узкой стороной симметрично относительно свариваемых кромок в направлении VCB. широкой стороной - вертикально, т.е. перпендикулярно зеркалу шлаковой ванны б. Для предотрпа- щения вытекания расплавленного мет;. ,ла (металлической ванны) 7 и шлаковой ванны 6 с задней стороны расщепленного ленточного электрода устанавливают подпружи- ненный медный водоохлаждаемый кристаллизатор 4. По предлагаемому способу начало процесса рекомендуют выводить на входные планки. При включении подачи
ленточного электрода вниз замыкается г.вя- рочная цепь и возбуждается дугопой про цесс под флюсом между ленточным электродом и подкладкой Через некоторое время по мере расплавления флюса в ззчо- ре между свариваемыми кромками устанавливается смешанный процесс плавления. Так дуговой процесс плавления происходит преимущественно в головной части и частично на среднем участке ленточного электрода. По мере расплавления электродного металла металлическая ванна 7 заполняет пространство между свариваемыми кромками и закристаллизовавшись, образует металл шва 5. При достижении верхнего уровня шлаковой ванны, либо контрольного уровня кристаллизатора начинается относительное движение расщепленного ленточного электрода и свариваемого изделия со скоростью сварки VCB.
Заявляемый способ ЭШС был опробован на опытных образцах, имитирующих центральный стык балки механизированных шахтных крепей.
При отработке технологии ЭШС по заявляемому способу использовали источник питания ВСЖ-1600 с жесткой вольтампер- ной характеристикой, напряжение холостого хода Ux x. 52 В, два ленточных электрода сечением 50,0x0,5 мм, угол подъема образцов составлял о 14-18°, сварочный ток 1св 840-880 А, скорость подачи электродов VnoA 46-48 м/ч. напряжение шлаковой ванны ишл. 32-34 В, скорость сварки VCB 16,8-19,2 м/ч, флюс АН-60, длина сварочной ванны LB - 80-88 мм.
Предлагаемый способ ЭШС позволяет повысить качество сварного соединения за счет регулирования глубины проплавления свариваемых кромок по высоте Кроме того форма расщепленного ленточного электрода обеспечивает концентрацию дугового процесса в передней части сварочной ванны, что гарантирует качественное проплав- ление в корневой части шва.
Применение расщепленного ленточно го электрода интенсифицирует электрошлаковый процесс, что обуславливает повышение производительности плавления электродного металла.
Формула изобретения
1. Способ электрошлаковой сварки ленточным электродом, при котором расплавляют в шлаковой ванне ленточный электрод. профилируемый в процессе его подочи с приданием его головной зоне скругленной формы, и изменяют распределение тока по сечению электрода путем наклона свариваемого изделия на угол а 8-50° к гориэонтальной плоскости и ведения процесса в электрошлакодуговом режиме, отличающийся тем, что, с целью повышения производительности процесса и улучшения качества сварного соединения путем регулирование, глубины проплавления по высоте свариваемых кромок и улучшения провара корня шва, сварку ведут расщепленным электродом, у которого две спрофи- лированные части располагают с регулируемым расстоянием между ними и параллельно друг другу и свариваемым кромкам в их средней зоне, при этом радиус R, по которому профилируют части электрода, в головной зоне определяют по следующей зависимости
J&
2 1акт
Л
R Ьраэ - L,
где 1акт - размер активного пятна дуги по ширине на торце электрода, мм;
Ьраз - ширина зазора (разделки), а хвостовые участки электрода при профилировании раскрывают.
2.Способ по п. 1,отличающийся тем, что спрофилированные части электрода располагают в головной зоне скругленными кромками друг против друга.
3.Способ по п. 1,отличающийся тем, что спрофилированные части электрода располагают в головной зоне скругленными кромками внахлестку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ электрической сварки плавлением | 1978 |
|
SU859083A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU1052356A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Способ управления процессом электрошлаковой сварки | 1982 |
|
SU1042934A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
Предлагаемый способ относится к сварочному производству, а именно к электрошлаковой сварке с использованием ленточных электродов. В процессе электрошлаковой сварки в шлаковой ванне расплавляют ленточный электрод, который профилируют при его подаче Распределение тока по сечению электрода производят путем подъема свариваемого изделия на угол а 8-60° к горизонтальной плоскости и ведения процесса сварки в электрошлако- дуговом режиме. В шлаковую ванну подают расщепленный ленточный электрод, у которого спрофилированные в процессе подачи части располагают с регулируемым расстоянием между ними и параллельно друг другу и свариваемым кромкам в их средней зоне. Ленточные части электрода в процессе подачи профилируют в передней части по радиусу R, определяемому из следующей, зависимости 21актЛт R :S Ьраз 4, где later - размер активного пятна дуги по ширине на торце ленточного электрода, мм. Ьраз - зазор (ширина разделки) между свариваемыми кромками, мм. Кроме того в процессе сварки осуществляют раскрытие задних кромок электрода в хвостовой части шлаковой ванны. Спрофилированные в процессе подачи ленточные части электрода располагают в передней части шлаковой ванны либо скругленными кромками друг против друга, либо скругленными кромками внахлестку. 2 з.п. ф-лы, 14 ил сл с -s| XI СК СЛ Ю О
.&
У
J&
Ј
L 1 К/
ki
4
-44
о гм 1Л ID Г- -
О
LZQJI L
УС$ LrM
Фиг. 9
фигЛО
MA
Фиг.11
Вид А
Фиг. 12
Фиг.13
| Способ электродуговой многопроходной сварки | 1975 |
|
SU707710A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| В ПТБ | 0 |
|
SU397288A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ дуговой сварки двумя электродами | 1973 |
|
SU502721A1 |
| Авторское свидетельство СССР № 1374605, кл.В23 К 25/00, 1985 | |||
| Авторское свидетельство СССР № 1441637, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
