4 N5 Ю 4: Ю
Изобретение относится к сварке и может быть использовано при высокоскоростной сварке несколькими электродами.
Известен способ многоэлектродной дуговой сварки несколькими плавящимися электродами, при котором в общем плавильном пространстве одновременно горят дуги по числу электродов 1.
Однако для обеспечения одновременного горения всех дуг электроды изолированы друг от друга, причем каждый из электродов подключен к самостоятельному источнику питания.
Известен способ многоэлектродной дуговой сварки плавящимися электродами, при котором все электроды подключают к одному полюсу источника питания, а сварку ведут в общее плавильное пространство с образованием единой сварочной ванны 2.
Недостаток известного способа заключается в блуждании дуги, которая перемещается с электрода на э;}ектрод, причем одновременно в сварочную ванну гарантированно горит только одна дуга. Это ведет к снижению производительности. Вследствие беспорядочного перебрасывания дуги с одного электрода на другой направляемый металл неравномерно остывает и имеет дефекты в виде несплавлений и шлаковых включений. На единицу длины щва способу свойственны повыщенные расходы сварочных материалов и электроэнергии.
Цель изобретения - повышение производительности, снижение расхода сварочных материалов и электроэнергии, а также улучшение качества сварных соединений.
Поставленная цель достигается тем,- что сварку ведут одновременно несколькими дугами по числу плавящихся электродов, для чего питание электродов осуществляют от источника с жесткой вольт-амперной характеристикой.
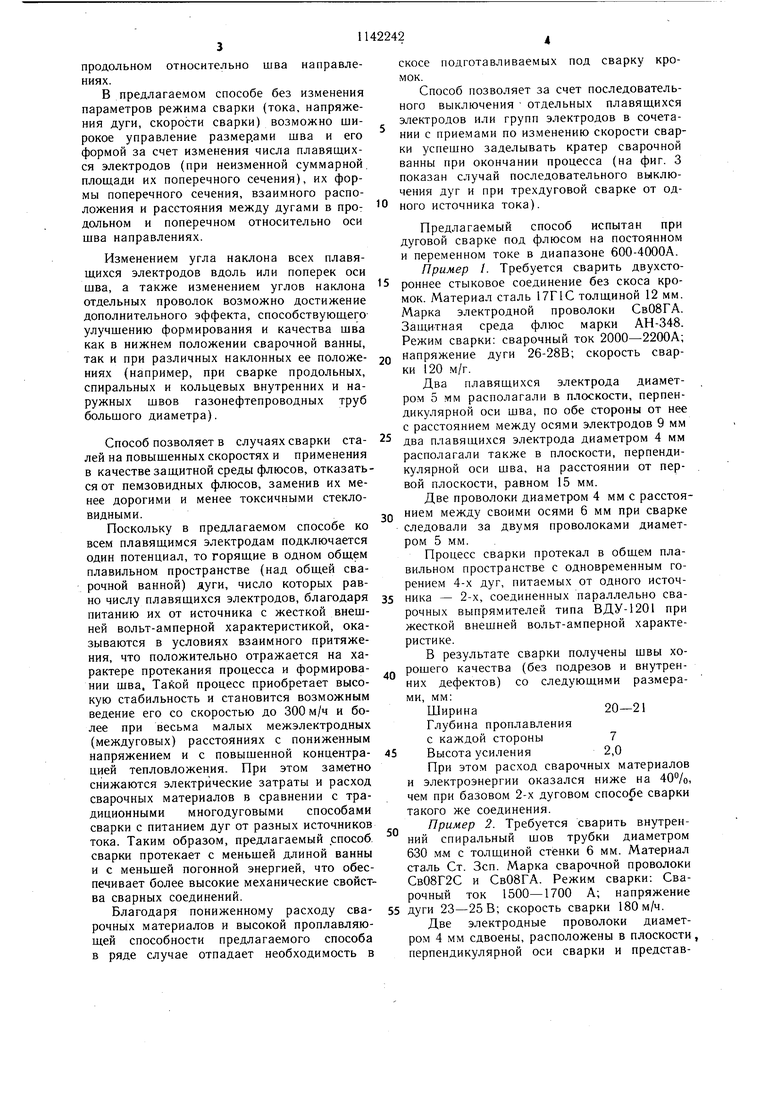
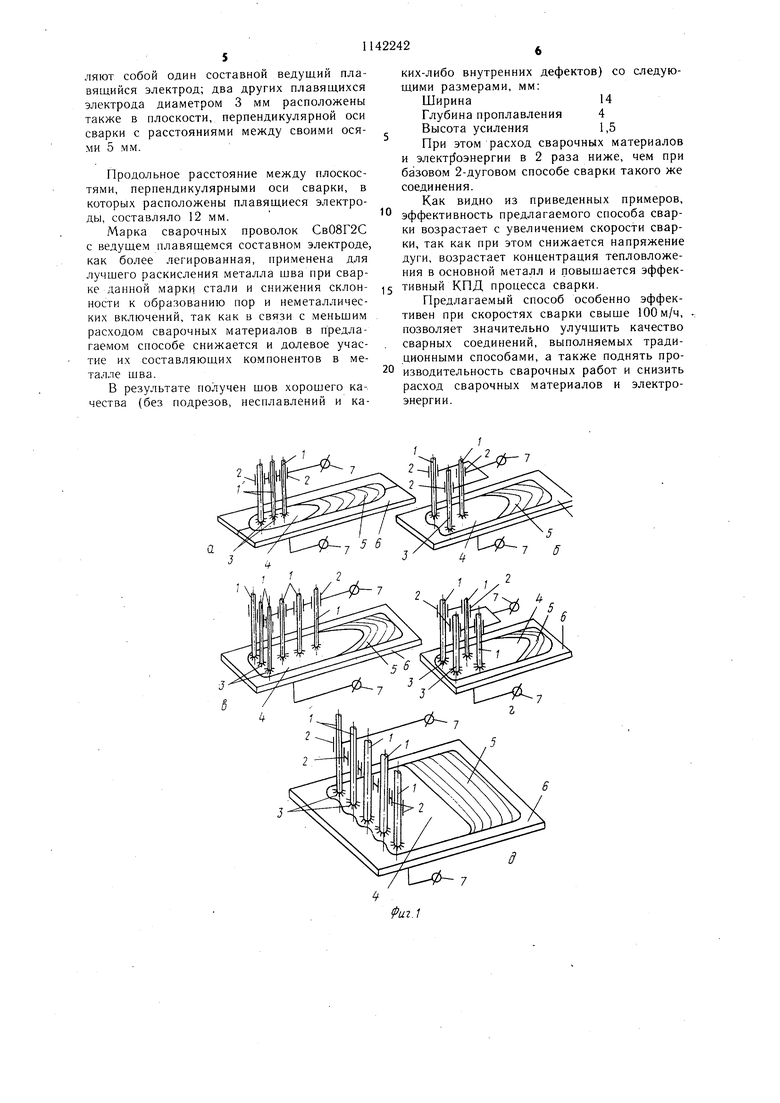
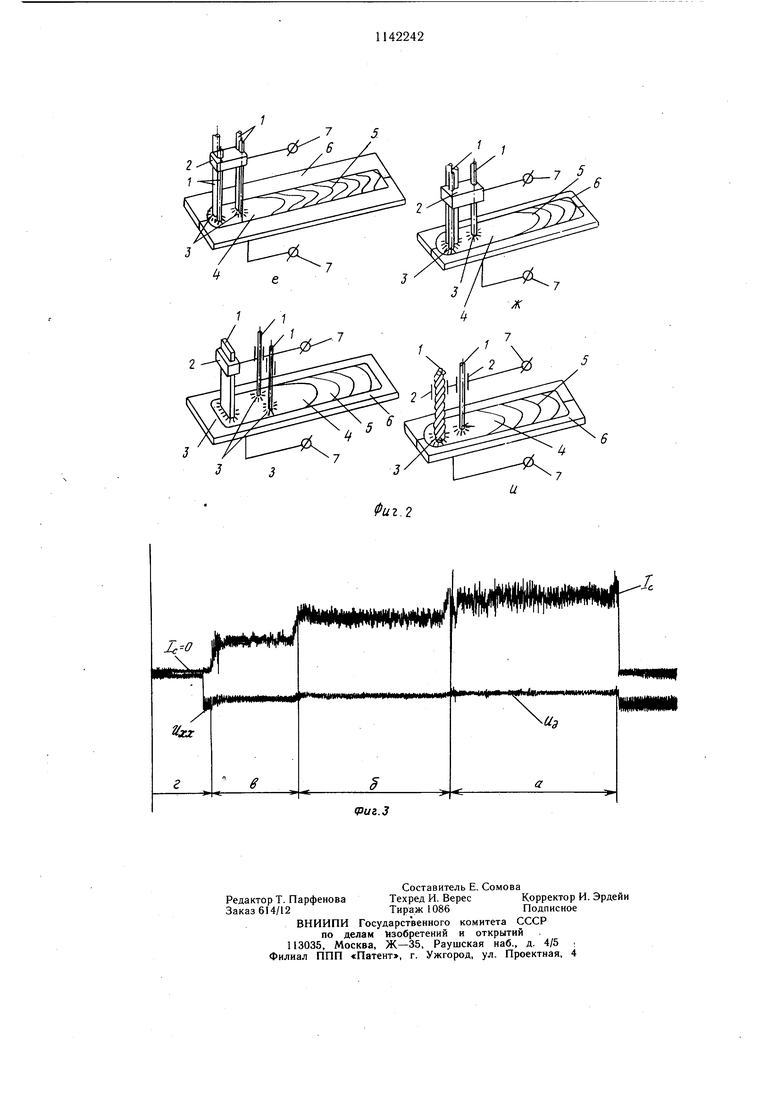
На фиг. 1 показаны некоторые варианты процесса сварки несколькими одиночными плавящимися электродами круглого поперечного сечения; на фиг .2 - то же, плавящимися электродами различных форм поперечных сечений и конструкций; на фиг. 3 - осциллограммы токов и напряжений в процессе сварки.
На чертежах приняты следующие обозначения; плавящийся электрод 1; токоподводящее устройство 2; дуга 3, сварочная ванна 4 шва 5 на основном металле 6 и клемма источника питания 7.
На фиг. За представлена осциллограмма суммарного сварочного тока и напряжения при одновременной сварке тремя дугами по схеме, изображенной на фиг. 1а с последовательным выключением одной дуги (фиг. 36), второй дуги (фиг. Зв) и третьей дуги (фиг. Зг) , наглядно показывающая одновременное существование трех дуг над одной сварочной ванной (в одном плавильном пространстве) с питанием от одного источника сварочного тока с жесткой вольт-амперной внешней характеристикой.
Предлагаемый способ осуществляется следующим образом.
Перед сваркой в зависимости от требуемой скорости сварки и размеров шва 5 выбирают количество плавящихся электродов 1, их форму, площадь поперечного сечения и взаимное расположение с учетом направления сварки. В сварочном аппарате (не показан) устанавливают соответствующей конструкции токоподводящие устройства 2, подключают их к одной из клемм 7 источника питания (не показан)
и заправляют в них плавящиеся электроды 1.
Подключают основной металл 6 ко второй
клемме 7 источника питания, включают
аппарат и начинают сварку (наплавку).
Сварку ведут одновременно несколькими дугами 3 по числу плавящихся электродов 1 с образованием одной общей сварочной ванны 4. В результате -на основном металле 6 получают сварной шов 5.
При сварке по предлагаемому способу в зависимости от задачи (сварка или наплавка) несколько плавящихся электродов располагают в плане вдоль или поперек оси щва. При сварке в движении друг за другом вдоль оси шва электроды могут находиться в одном последовательном, ряду
(«тандемом), в двух или более последовательных рядах.
При расположении поперек оси щва электро-ды при сварке могут находиться в одном параллельном ряду, двух или более параллельных рядах. Такое расположение плавящихся электродов предпочтительнее для наплавочных работ.
Все плавящиеся электроды подают в общее плавильное пространство одним или несколькими механизмами подачи с одинаковыми или разными скоростями.
Предлагаемый способ позволяет использовать плавящиеся электроды различных форм поперечных сечений (круглых и некруглых) и конструкций (сплошных, трубчатых, полых, заполненных наполнителями,
составленных или скрученных из нескольких проволок и др.).
Одновременно при сварке в одном общем плавильном пространстве могут участвовать плавящиеся электроды различные по форме
и конструкции, с различными площадями поперечного сечения и химическим составом, что позволяет в широких пределах управлять размерами шва (наплавки), его химическим составом и механическими свойствами.
В зависимости от требуемой концентрации тепловложения и размеров шва (наплавки) устанавливают также расстояния между дугами как в поперечном, так и в
продольном относительно шва направлениях.
В предлагаемом способе без изменения параметров режима сварки (тока, напряжения дуги, скорости сварки) возможно широкое управление размерами шва и его формой за счет изменения числа плавящихся электродов (при неизменной суммарной. плош,ади их поперечного сечения), их формы поперечного сечения, взаимного расположения и расстояния между дугами в прО: дольном и поперечном относительно оси шва направлениях.
Изменением угла наклона всех плавящихся электродов вдоль или поперек оси шва, а также изменением углов наклона отдельных проволок возможно достижение дополнительного эффекта, способствующего улучшению формирования и качества шва как в нижнем положении сварочной ванны, так и при различных наклонных ее положениях (например, при сварке продольных, спиральных и кольцевых внутренних и наружных швов газонефтепроводных труб большого диаметра).
Способ позволяет в случаях сварки сталей на повышенных скоростях и применения в качестве защитной среды флюсов, отказаться от пемзовидных флюсов, заменив их менее дорогими и менее токсичными стекловидными.
Поскольку в предлагаемом способе ко всем плавящимся электродам подключается один потенциал, то горящие в одном общем плавильном пространстве (над общей сварочной ванной) дуги, число которых равно числу плавящихся электродов, благодаря питанию их от источника с жесткой внещней вольт-амперной характеристикой, оказываются в условиях взаимного притяжения, что положительно отражается на характере протекания процесса и формировании щва. Такой процесс приобретает высокую стабильность и становится возможным ведение его со скоростью до 300 м/ч и более при весьма малых межэлектродных (междуговых) расстояниях с пониженным напряжением и с повышенной концентрацией тепловложения. При этом заметно снижаются электрические затраты и расход сварочных материалов в сравнении с традиционными многодуговыми способами сварки с питанием дуг от разных источников тока. Таким образом, предлагаемый способ, сварки протекает с меньшей длиной ванны и с меньшей погонной энергией, что обеспечивает более высокие механические свойства сварных соединений.
Благодаря пониженному расходу сварочных материалов и высокой проплавляющей способности предлагаемого способа в ряде случае отпадает необходимость в
скосе подготавливаемых под сварку кромок.
Способ позволяет за счет последовательного выключения отдельных плавящихся электродов или групп электродов в сочетании с приемами по изменению скорости сварки успешно заделывать кратер сварочной ванны при окончании процесса (на фиг. 3 показан случай последовательного выключения дуг и при трехдуговой сварке от одного источника тока).
Предлагаемый способ испытан при дуговой сварке под флюсом на постоянном и переменном токе в диапазоне 600-4000А.
Пример 1. Требуется сварить двухстороннее стыковое соединение без скоса кромок. Материал сталь 17Г1С толщиной 12 мм. Марка электродной проволоки Св08ГА. Защитная среда флюс марки АН-348. Режим сварки: сварочный ток 2000-2200А; Q Напряжение дуги 26-28В; скорость сварки 120 м/г.
Два плавящихся электрода диаметром 5 мм располагали в плоскости, перпендикулярной оси шва, по обе стороны от нее с расстоянием между осями электродов 9 мм 5 два плавящихся электрода диаметром 4 мм располагали также в плоскости, перпендикулярной оси шва, на расстоянии от первой плоскости, равном 15 мм.
Две проволоки диаметром 4 мм с расстояQ нием между своими осями б мм при сварке следовали за двумя проволоками диаметром 5 мм.
Процесс сварки протекал в общем плавильном пространстве с одновременным горением 4-х дуг, питаемых от одного источника - 2-х, соединенных параллельно сварочных выпрямителей типа ВДУ-1201 при жесткой внешней вольт-амперной характеристике.
В результате сварки получены швы хо рошего качества (без подрезов и внутренних дефектов) со следующими размерами, мм:
Ширина20-21
Глубина проплавлекия
с каждой стороны7
5 Высота усиления2,0
При этом расход сварочных материалов и электроэнергии оказался ниже на 40%, чем при базовом 2-х дуговом способе сварки такого же соединения.
Пример 2. Требуется сварить внутренний спиральный щов трубки диаметром 630 М.М с толщиной стенки 6 мм. Материал сталь Ст. Зсп. Марка сварочной проволоки Св08Г2С и Св08ГА. Режим сварки: Сварочный ток 1500-1700 А; напряжение 5 дуги 23-25В; скорость сварки 180 м/ч.
Две электродные проволоки диаметром 4 мм сдвоены, расположены в плоскости, перпендикулярной оси сварки и представляют собой один составной ведущий плавящийся электрод; два других плавящихся электрода диаметром 3 мм расположены также в плоскости, перпендикулярной оси сварки с расстояниями между своими осями 5 мм.
Продольное расстояние между плоскостями, перпендикулярными оси сварки, в которых расположены плавящиеся электроды, составляло 12 мм.
Марка сварочных проволок Св08Г2С с ведущем плавящемся составном электроде, как более легированная, применена для лучшего раскисления металла щва при сварке данной марки стали и снижения склонности к образованию пор и неметаллических включений, так как в связи с меньщим расходом сварочных материалов в предлагаемом способе снижается и долевое участие их составляющих компонентов в металле шва.
В результате получен шов хорошего ка-чества (без подрезов, несплавлений и каких-либо внутренних дефектов) со следующими размерами, мм:
Ширина14
Глубина проплавления4
Высота усиления1,5
При этом расход сварочных материалов и элект1 оэнергии в 2 раза ниже, чем при базовом 2-дуговом способе сварки такого же соединения.
Как видно из приведенных примеров, эффективность предлагаемого способа сварки возрастает с увеличением скорости сварки, так как при этом снижается напряжение дуги, возрастает концентрация тепловложения в основной металл и повышается эффек5 тивный КПД процесса сварки.
Предлагаемый способ особенно эффективен при скоростях сварки свыще 100 м/ч, позволяет значительно улучшить качество сварных соединений, выполняемых традиционными способами, а также поднять производительность сварочных работ и снизить расход сварочных материалов и электроэнергии.
J3
5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1991 |
|
RU2021086C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| Способ сварки плавящимся электродом | 1979 |
|
SU1047634A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| Способ дуговой механизированной сварки модулированным током | 1991 |
|
SU1797539A3 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1159738A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
СПОСОБ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ, при котором все электроды подключают к одному полюсу источника питания, а сварку ведут в общее плавильное пространство с образованием единой сварочной ванны, отличающийся тем, что, с целью повышения производительности, снижения расхода сварочных материалов и электроэнергии, а также улучшения качества сварных соединений, сварку ведут одновременно несколькими дугами по числу плавяш,ихся электродов, для чего питание электродов осуш.ествляют от источника с жесткой вольт-амперной характеристикой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология электрической сварки плавлением | |||
| Под | |||
| ред | |||
| Б | |||
| Е | |||
| Патона, М.-К., Научно-техническое издательство машиностроительной литературы | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Многоэлектродная автоматическая наплавка под флюсом | |||
| Труды ВНИИжелезнодорожного транспорта | |||
| Вып | |||
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
