1
Изобретение относнтся к гидротехническим сооружениям и может быть использовано при изготовлении высоконапорного шахтного водовода.
Известны способы изготовления высоконанорных шахтных водоводов гидроэлектростанций, состояшие из бетонной матрицы и металлического трубопровода с продольными и поперечными гофрами. Металлический трубопровод изготавливается из гофрированного материала и сваривается на месте монтажа.
Предлагаемый способ отличается от известного тем, что к звену трубопровода с гладкими стенками с внешней стороны приваривают фигурные стальные полосы. Через зазоры, образованные между полосами и стенкой трубопровода, продевают стержневые тяги, имеющие на конце онравку.
Оснащенное таким образом звено доставляют в подземную выработку и приваривают кольцевым швом к ранее выполненному участку трубопровода. Внутри присоединенного звена монтируют профилирующую кольцевую матрицу (она в дальнейшем остается в трубопроводе). Иутем нротягивания оправки формуют гофры по длине, меньшей чем вся длина присоединенного звена, так что свободный конец этого звена после бетонирования остается негофрированным и к нему приваривают
очередное звено. После этого процесс повторяется.
Этим достигается получение непрерывных гофр по длине трубопровода, следовательно, значительно повышается сопротивляемость л надежность трубопровода внешнему давлению при одновременном уменьшении толщины его стенок.
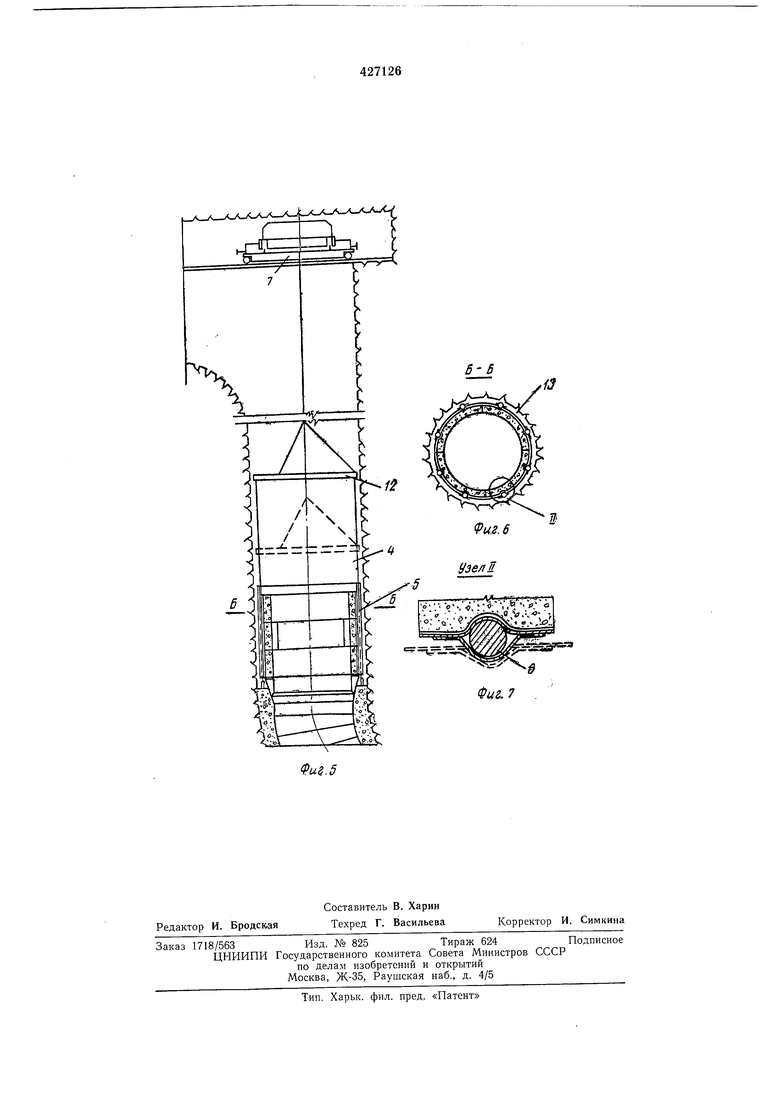
На фиг. 1 изображен водовод с элементами приспособления для формования гофр, продольный разрез; на фиг. 2 - оправка; на фиг. 3 - разрез по А-А на фиг. 1; па фиг. 4 - узел I на фиг. 3; на фиг. 5 - формование продольных гофр водовода; на фиг. 6 - разрез по Б-Б на фиг. 5; на фиг. 7 - узел П на фиг. 6.
Предлагаемый способ изготовления шахтного водовода начинают с того, что в механических цехах (на строительстве или в заводских условиях) из тонкостенных вальцованных листов из мягкой стали изготавливают сварные цилиндры на ширину листа (обечайки), которые укрупняют сваркой в монтажное звено /. На внешней поверхности звена сваркой прикрепляют фигур ные стальные полосы 2 с оставлением зазора 3. Затем монтажное звено доставляют в район установки водовода.
Перед опусканием звена / на место его установки через зазоры 5 продевают (пропуекают) II временно закрепляют стержневые тяги 4, на нижних концах которых крепят скользящие оправки 5.
В шахтной выработке 6 звено / краном 7 подают на ранее смонтированный участок трубопровода 8, центрируют торцовую поверхность и сваривают кольцевым швом изнутри. Внутри трубопровода монтируют профилирующую матрицу 9 из сборных железобетонных блоков с оставлением зазора 10 и расположением углублений // в матрице 9 напротив стальных полос 2. Эта матрица в дальнейшем остается внутри трубопровода, повыщая его сопротивление против смятия внешними нагрузками. Формование гофр производят одновременным по всему сечению трубопровода протягиванием скользящей оправки 5 через зазор 3 с передачей тягового усилия от крана 7 через кольцевую траверсу 12 и стержневую тягу 4. Для уменьшения трения в зазор 3 подают смазку. Чтобы не вызывать изменения кольцевого сечения торца трзбопровода, формование прерывают в пределах присоединенного звена с остановлением свободного участка, длина которого больше, чем длина оправки. Свободный конец трубопровода может быть закреплен расклинкой в зазор 10. Пространство 13 между оболочкой трубопровода и поверхностью выработки бетонируют обычным методом.
Затем цикл работ повторяется с той лишь разницей, что следующие звенья трубопровода 7 опускают на место установки с последующим пропуском тяговых стержней 4 через зазоры 3 не на поверхности. Предмет изобретения Способ изготовления высоконапорного шахтного водовода гидроэлектростанций, включающий изготовление звеньев трубопровода с гладкими стенками, соединение звеньев сваркой и бетонирование пространства между трубопроводом и поверхностью подземной выработки, отличающийся тем, что, с целью обеспечения получения непрерывных гофр по длине трубопровода, к звену трубопровода с гладкими стенками с внешней стороны приваривают фигурные стальные полосы, внутри трубопровода монтируют кольцевую матрицу, формуют гофру путем протягивания скользящих оправок через зазоры, образованные между трубопроводом и фигурными полосами за два приема - сначала на неполную длину данного звена с оставлением свободного от бетонирования его конца, а затем, после приварки очередного звена, на оставшейся длине первого звена и части очередного.
Фиг. 1
Фиг
6-5
. LiV.ji jjf-Гдг..... Q I . . . л . |ц a -Чл 1 rf5.
/г. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выполнения комбинированной обделки подземного водовода | 1973 |
|
SU447476A1 |
| Способ возведения комбинированной обделки подземного водовода | 1979 |
|
SU875065A1 |
| ОБДЕЛКА ШАХТНОГО СТВОЛА, КОМПЛЕКС ДЛЯ ЕЕ СООРУЖЕНИЯ И СПОСОБ ЕЕ СООРУЖЕНИЯ | 2012 |
|
RU2502873C1 |
| Обделка напорного подземного водовода | 1982 |
|
SU1046410A1 |
| Деформационный стык трубопроводов большого диаметра | 1985 |
|
SU1335634A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
| ПОДЗЕМНЫЙ ВОДОВОД12 | 1973 |
|
SU384971A1 |
| Сталебетонная обделка подземного напорного водовода | 1984 |
|
SU1191518A1 |
| Шахта гидротехнического водовода | 1991 |
|
SU1765288A1 |