Основным требованием, предъявляемым при хромировании разных деталей, является соблюдение постоянства правильно выбранной плотности тока на всех точках хромируемой поверхности. Однако, при одновременной загрузке в большую ванну различных деталей это требование соблюсти очень трудно, так как при одновременном хромировании разных деталей, при одинаковом напряжении на ванне, плотность тока будет больше на деталях с меньшей поверхностью и на тех местах поверхности, которые расположены ближе к аноду. Между тем работать на больших ваннах гораздо выгоднее, нежели на малых как вследствие большего использования производственной плошади цеха, так и вследствие возможности хромирования крупных деталей.
В целях получения универсальности в работе больших хромировочных ванн и для удобства регулирования тока в них предлагается устраивать на больших ваннах два или несколько независимых комплектов шин, питаемых от отдельных динамомашин. Регулировка тока на каждом комплекте (а следовательно и на деталях, подвешенных к катодной шине каждого комплекта) производится путем изменения напряжения динамо машины, питаюш,ей данный комплект. Таким образом представляется зозмо/кным загрузить половину ванны (один комплект шин)
деталями для хромирования внутренней поверхности и соответствуюш,им анодом (расстояние между анодом и катодом 5-15 -И.м), а другую половину ванны загрузить крупными деталями с обш,ими внешними анодами (расстояние между анодом и катодом 100-150 л .«). Очевидно, что таким способом одна большая хромировочная ванна может быть использована как две электрически независимые ванны.
В случае необходимости в хромировании крупных деталей, заполняюш,их весь объем ванны, оба комплекта шин соединяются параллельно и деталь хромируют, пользуясь током от двух динамомашин, соединенных параллельно.
Для большей независимости в работе отдельных частей ванны желательно стенки и дно ванны выложить изолируюшим материалом, а электролит разделить временной изолирующей перегородкой (эбонит) на две части соответственно расположению отдельных комплектов шин.
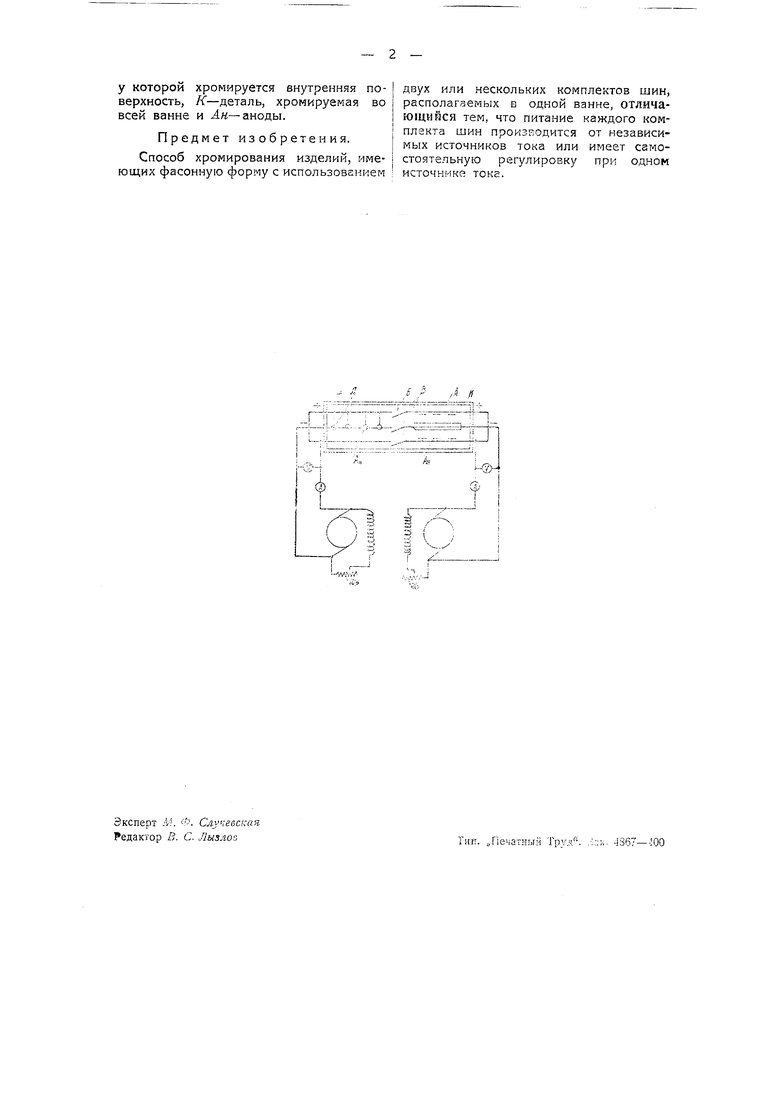
На прилагаемом эскизе приняты следуюш,ие обсэначення: А-ванна, Б- временная перегородка в ванне, В-перемычка, позволяющая соединять оба комплекта шик параллельно, Шр-шунтовые реостаты динамо, помош,ью которых регулируется ток в каждой половине ванны или уничтожается уравнительньш ток при параллельной работе машин, Д-деталь.
у которой хромируется внутренняя поверхность, К-деталь, хромируемая во всей ванне и -4 «-аноды.
Предмет изобретения.
Способ хромирования изделий, имеющих фасонную форму с использоввнием
двух или нескольких комплектов шин, располагаемых в одной ванне, отличающийся тем, что питание каждого комплекта шин произЕОдится от независимых источников тока или имеет самостоятельную регулировку при одном источнике TOKS.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для внутреннего электролитического покрытия тел трубчатой формы | 1932 |
|
SU34882A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Способ футеровки гальванических хромировочных ванн | 1957 |
|
SU120720A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Способ удаления меди с поверхности изделий из черных металлов | 1934 |
|
SU49708A1 |
| Метод нагрева деталей в электролите | 1947 |
|
SU120522A1 |
| Способ хромирования | 1978 |
|
SU875888A1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
/. /I

