1
Известна рабочая клеть прокатного стана, включающая узел рабочих и два ряда опорных валков, верхний и нижний, станину, средства радиальной установки валков, уравновешивающее устройство, опору опорных валков в виде фасонной балки с обхватывающим ее бесконечным рядом роликов.
Цель изобретения - повышение жесткости клети и упрощение перевалки валков.
Для этого балка предлагаемой клети выполнена общей для всех опорных валков ряда и миогоонорной по длине валков, а на ее торцах смонтированы корпуса подшипниковых узлов опорных валков. Для радиальной установки валков балка выполнена подвижной в направлении прокатки, ее опоры выполнены с наклонными направляющими, взаимодействующими с окном станины, и она снабжена винтовым механизмом перемещения.
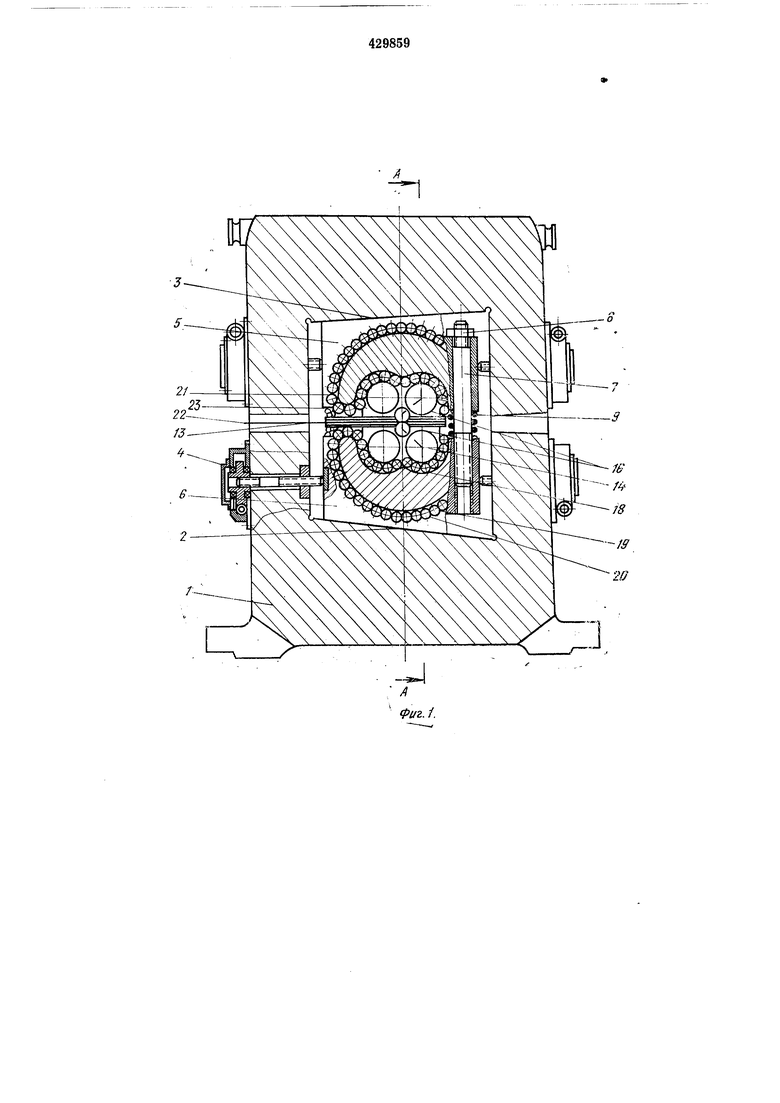
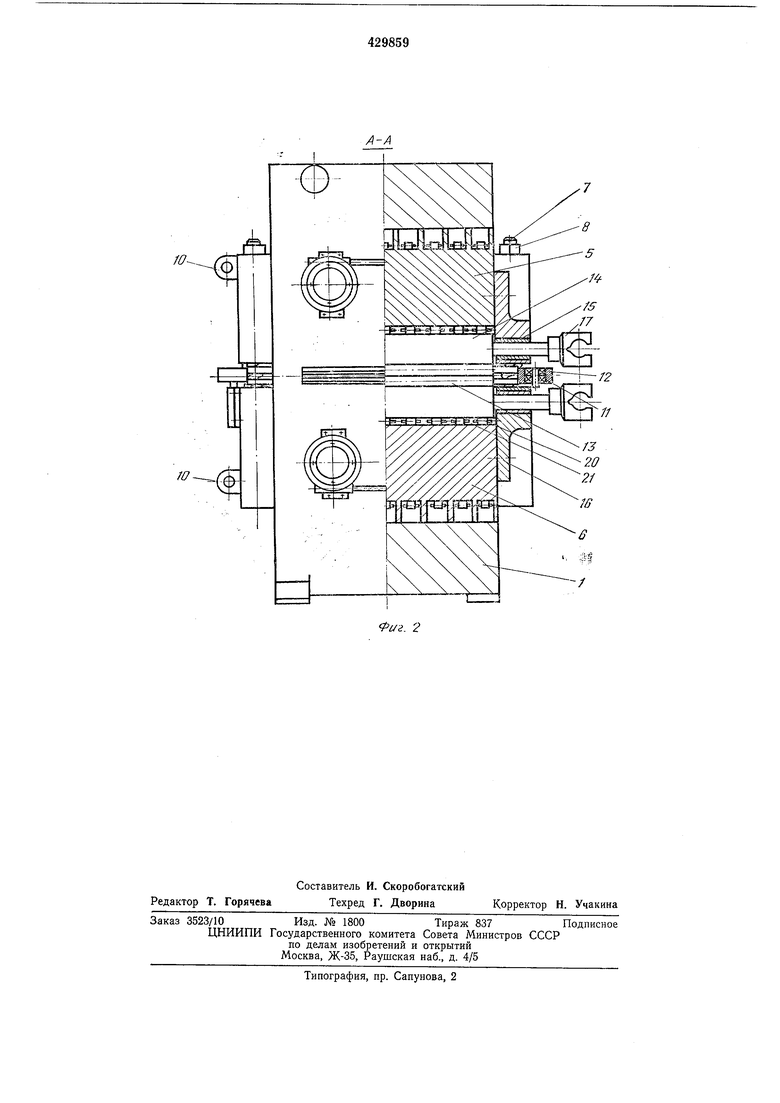
На фиг. 1 изображен общий вид описываемой клети, продольный разрез; на фиг. 2 - разрез по А-А.
В станине 1 на наклонных направляющих 2 и 3 установлены подвижно и с возможностью перемещения под действием винтов 4, смонтированных в станине параллельно оси прокатки, верхняя 5 и нижняя 6 опоры. Опоры связаны четырьмя шпильками 7 с гайками 8, которые расположены по обе стороны оси прокатки за габаритами станины. На шпильках 7 находятся пружины 9 сжатия, предназначенные для уравновешивания опор. На опорах выполнены нетли 10 для захвата комплектов валков при перевалке и смонтированы ролики 11, установленные на подшипниках 12, которые предназначены для осевой регулировки рабочих валков 13. Осевая фиксация опорных валков 14 осуществляется посредством подшипников 15, установленных в корпусах
16, закрепленных на торцах верхней и нижней опор. Для привода опорных валков установлены шпиндельные головки 17. Верхняя и нижняя опоры выполнены с вогнутыми поверхностями 18, которые обхватывают бочки
опорных валков и сопряжены с криволинейными проточками 19 опор. Проточки 19 вместе с вогнутыми поверхностями образуют замкнутые беговые дорожки, НО которым перекатываются ролики 20, связанные между
собой звеньями 21 в бесконечный ряд. Для подачи нроката 22 в рабочие валки 13 установлены проводки 23.
Клеть работает следующим образом. Прокат 22 .подается через проводки 23 в
рабочие валки 13, которые осуществляют ее обжатие. При этом валки приводятся во вращение за счет фрикционных сил, возникающих в местах контакта с опорными валками 14, привод которых осуществляется через
шпиндельные головки 17. Давление прокатки
от рабочих валков передается опорным валкам, а от опорных валков на ролики 20, перекатывающиеся по замкнутым траекториям вокруг опор 5 и 6. Давление прокатки от опор 5 и 6 передается непосредственно на станину клети промежутками между проточками для роликов.
Для установки необходимого радиального зазора между рабочими валками верхняя и нижняя опоры перемещаются синхронно винтами 4 вдоль оси прокатки. При этом опоры скользят по наклонным направляющим 2 станины 1, сближаются или удаляются друг от друга, тем самым образуя требуемый радиальный зазор между рабочими валками. Для фиксации опор в заданном положении винты 4 установлены с передней и задней стороны клети.
Замена рабочих валков 13 осуществляется путем перемещения их в осевом направлении, для чего сначала демонтируют ролик 11 со стороны обслуживания клети.
Замена комплектов опорных валков осуществляется вместе с опорами 6 и 5. Для этого сначала опоры сближают друг с другом до образования зазора между направляющими 2 станины 1. Это достигается затяжкой гаек 8 на шпильках 7, соединяющих верхнюю и нижнюю опоры.
Винты 4 радиальной установки вывинчивают так, что они не зажимают опоры, а привод отключают от валков. Затем перевалоч ный скобой захватывают опоры 5 и 6 за петли 10, приподнимают весь комплект и дзиже кием вдоль оси валков в сторону обслужива ния выводят опоры с валками из станины прокатной клети.
Предмет изобретения
1. Рабочая клеть прокатного стана, включающая узел рабочих и два ряда опорных валков, верхний и нижний, станину средства радиальной установки валков, уравновешивающее устройство, опору опорных валков в виде фасонной балки с обхватывающим ее бесконечным рядом роликов, отличающаяся тем, что, с целью повышения жесткости клети и упрощения перевалки валков, балка
выполнена общей для всех опорных валков ряда и многоопорной по длине валков, а на ее торцах смонтированы корпуса подщипниковых узлов опорных валков.
2. Клеть по п. 1, отличающаяся тем, что, с целью радиальной установки валков, балка выполнена подвижной в направлении прокатки, ее опоры выполнены с наклонными направляющими, взаимодействующими с окном станины, и она снабжена винтовым механизмом перемещения.
Ш
Ри-г. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2009 |
|
RU2391157C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| Прокатная клеть кварто с противоизгибом опорных валков | 1971 |
|
SU401093A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2357816C2 |
| Рабочая клеть прокатного стана | 1979 |
|
SU900887A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1996 |
|
RU2090277C1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |