Изобретение относится к пластической деформации сортовых профилей, полос, лент и стальных фасонных профилей высокой точности прокаткой, волочением и экструдированием в валках. 5 - ны проушины 15, в расточках которых
fO
20
25
Цель изобретений - повьшение производительности за счет уменьшения трудоемкости перевалки и настройки размеров калибра по высоте, а также повьш1ение точности прокатки путем предварительного напряжения элементов устройства поворота кассеты.
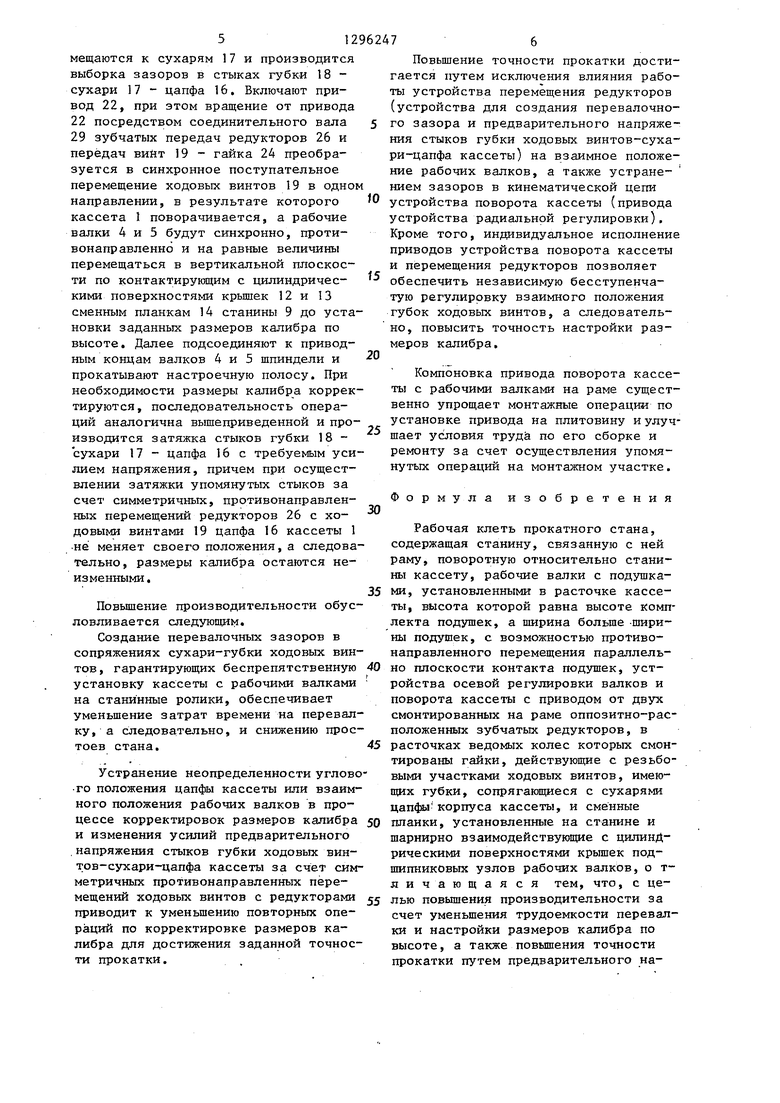
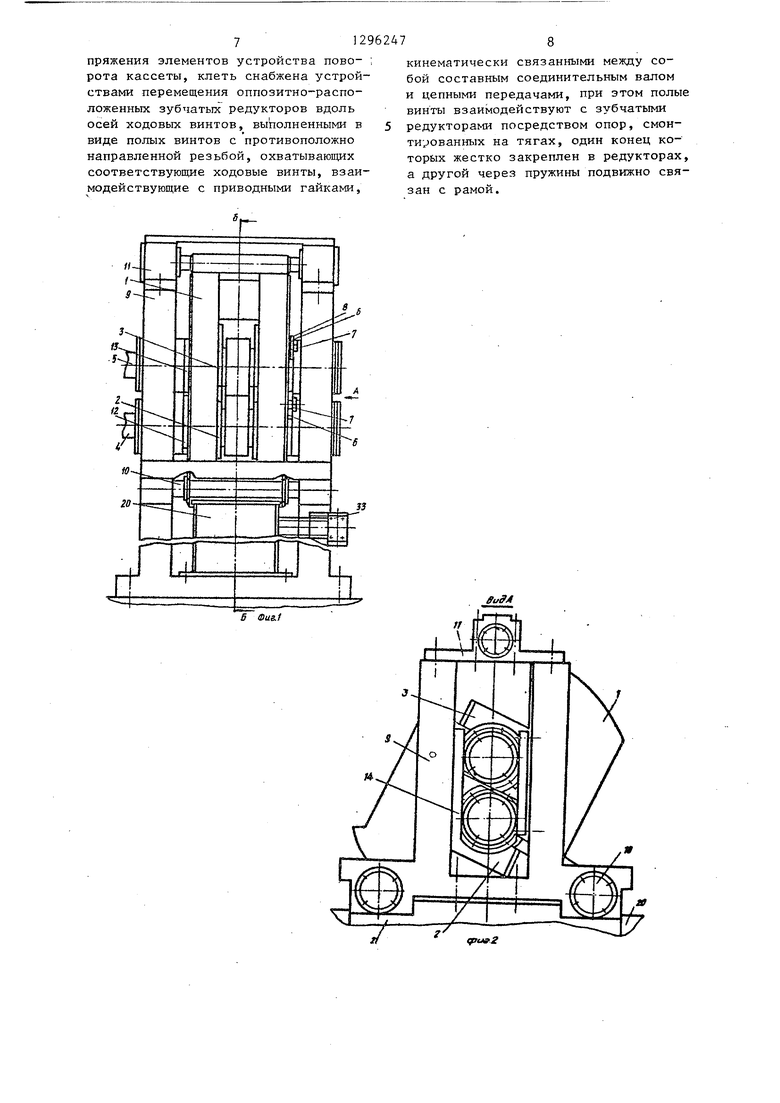
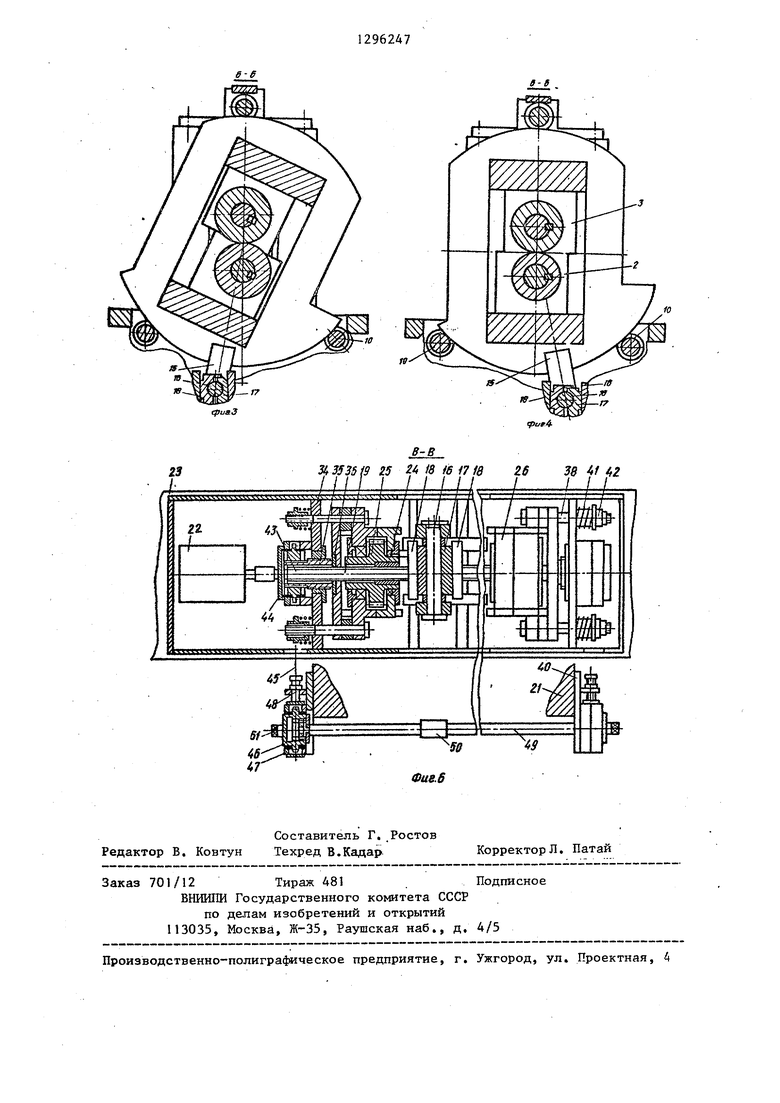
На фиг. 1 показана рабочая клеть прокатного стана по оси прокатки; на фиг. 2 - вид А на фиг. 1, со стороны, противоположной приводу; на фиг. 3 - поперечньш разрез Б-Б на фиг. 1, расстояние между осями валков максимальное; на фиг. 4 - то же, но расстояние между осями валков минимальное; на фиг. 5 - устройство поворота кассеты, продольньш разрез; на фиг. 6 - разрез В-В на фиг 5 -
устройство поворота кассеты. I -
Рабочая клеть прокатного стана
состоит из цилиндрической кассеты 1, в прямоугольных расточках которой смонтированы подушки 2 и 3 нижнего 4 и верхнего 5 рабочих валков. Высота комплекта подушек 2 и 3 равна высоте прямоугольной расточки кассеты 1, а ширина подушек 2 и 3 меньше ширины прямоугольной расточки кассеты 1.
Нижний рабочий валок 4 в осевом направлении жестко крепится к кассете 1 посредством, например, планок 6 и болтов 7, а верхний рабочий валок установлен в кассете 1 с возможностью регулируемого осевого перемещения с помощью, например, прокладок 8.
Кассета 1 в сборе с рабочими валками 4 и 5 размеш;ена в станине 9 на
станинных роликах 10 и 11 с возмож- редукторов 26 осуществляется с воз- ностью поворота. Нижние станинные ро- 45 можностью их взаимного осевого пере- лики 10 постоянно закреплены на станине 9, а верхний 11 крепится к ней посредством быстросъемных соединений, например откидных болтов (не показано). Фиксация кассеты 1 в станине 9 от осевых перемещений обеспечивается коническими буртами, которыми снабжены ролики 10, сопрягающимися с фасками на наружных торцах кассеты 1.
смонтирована цапфа 16, при этом угол между линией, соединяющей центр расточек в проушинах 15 под цапфу 16 с осью вращения кассеты 1 и осью симметрии расточек в кассете 1, составляет половину угла полного (рабочего - угла поворота кассеты 1. На цапфе 16 с помощью болтов и гаек (не показано установлены сухари 17, контактирую- 5 щие с губками 18 ходовых винтов 19 устройства поворота 20 кассеты 1 (привод устройства радиальной регули ровки рабочих валков 4 и 5), смонтированного на плитовине 21.
Крепление станины 9 к плитовине 21 осуществляется шпильками и гайками (не показано).
Устройство поворота 20 кассеты 1 содержит привод 22, раму 23, скрепленную с плитовиной 21 посредством болтов и гаек (не показано), два оп- позитно-расположенных ходовых винта 19, сопрягаемых своими губками 18 с сухарями 17 цапфы 16 кассеты 1, а резьбовыми участками с гайками 24, жестко скрепленными с шестернями 25 цилиндрических одноступенчатых редукторов 26, .смонтированных в раме 23 на направляющих платиках 27 с воз35 можностью перемещения в направлении оси ходовых винтов 19 и кинематически связанных друг с другом и их приводом 22 с помощью составного соединительного вала 28 и муфт 29 и 30, крьшзки 31, 32 и устройство перемещения 33 редукторов 26.
Сопряжение составного соединитель ного вала 28 с ведущими шестернями
30
40
мещения ния.
с помощью шлицевого соедине50
Устройство перемещения 33 редукторов 26 монтируется на стойках 34 рамы 23 и плитовине 21 и включает в себя полые противорасположенные винты 35, сферические торцы которых сопрягаются с пятами 36, жестко скрепленКрьшки 12 и 13 подшипниковых уз- ными с опорами 37, установленными лов подушек 2 и 3 снабжены цилиндри- а тягах 38, гайки 39 и привод 40 ческими поверхностями, соосными осям расточек подушек 2 и 3 и контактируустройств перемещения 33 редукторо 26. Тяги 38 установлены в расточк лап редукторов 26 и стойках 34.
кхцими со сменными планками 14, смонтированными в стойках станины 9 с возможностью поворота, осевого и радиального перемещений.
К донной части кассеты 1 привареO
0
5
редукторов 26 осуществляется с воз- 5 можностью их взаимного осевого пере-
смонтирована цапфа 16, при этом угол между линией, соединяющей центр расточек в проушинах 15 под цапфу 16 с осью вращения кассеты 1 и осью симметрии расточек в кассете 1, составляет половину угла полного (рабочего) - угла поворота кассеты 1. На цапфе 16 с помощью болтов и гаек (не показано) установлены сухари 17, контактирую- 5 щие с губками 18 ходовых винтов 19 устройства поворота 20 кассеты 1 (привод устройства радиальной регули- ровки рабочих валков 4 и 5), смонтированного на плитовине 21.
Крепление станины 9 к плитовине 21 осуществляется шпильками и гайками (не показано).
Устройство поворота 20 кассеты 1 содержит привод 22, раму 23, скрепленную с плитовиной 21 посредством болтов и гаек (не показано), два оп- позитно-расположенных ходовых винта 19, сопрягаемых своими губками 18 с сухарями 17 цапфы 16 кассеты 1, а резьбовыми участками с гайками 24, жестко скрепленными с шестернями 25 цилиндрических одноступенчатых редукторов 26, .смонтированных в раме 23 на направляющих платиках 27 с воз 5 можностью перемещения в направлении оси ходовых винтов 19 и кинематически связанных друг с другом и их приводом 22 с помощью составного соединительного вала 28 и муфт 29 и 30, крьшзки 31, 32 и устройство перемещения 33 редукторов 26.
Сопряжение составного соединительного вала 28 с ведущими шестернями
0
0
редукторов 26 осуществляется с воз- можностью их взаимного осевого пере-
мещения ния.
с помощью шлицевого соединередукторов 26 осуществляется с воз- можностью их взаимного осевого пере-
Устройство перемещения 33 редукторов 26 монтируется на стойках 34 рамы 23 и плитовине 21 и включает в себя полые противорасположенные винты 35, сферические торцы которых сопрягаются с пятами 36, жестко скрепленными с опорами 37, установленными а тягах 38, гайки 39 и привод 40
устройств перемещения 33 редукторов 26. Тяги 38 установлены в расточках лап редукторов 26 и стойках 34.
Выборка зазоров в сопряжениях винт 35 - пята 36 во всем диапазоне перемещений редукторов 26 обеспечивается пружинами 41, смонтированными на тягах 38 посредством гаек 42 и опор 37, Направление витков резьбы противорасположитепьньпс винтов 35, кинематически связанных приводом 40 устройства перемещения редукторов 26 противоположное.
Привод устройства перемещения редукторов 26 содержит звездочки 43, сопрягаемые с хвостовиками винтов 35 с возможностью взаимного осевого перемещения с помощью, например, шлице вого соединения и установленные в корпусах 44, скрепленных со стойками 34, цепи 45, звездочки 46, смонтированные в корпусах 47, устройства натяжения 48 цепей 45 и составной соединительный вал 49 с кулачково муфтой включения 50. Звездочки 46 снабжены квадратными хвостовиками 51 для их вращения. Сопряжение звездочек 46 с соединительным валом 49 осуществляется с помощью, например, внутреннего зубчатого зацепления, идентичного по своим параметрам нормализованным зубчатым муфтам, обеспечивающего компенсацию перекоса составного соединительного вала 49 (смещение осей звездочек 46) во всем диапазоне.регулировки натяжения цепи 45 устройством ее натяжения 48.
Между торцами ходовых винтов 19 и внутренними торцами корпусов 44-установлены конечные выключатели (не показаны) , например, с проходными упорами.
Порядок сборки, перевалки и настройки рабочей клети прокатного стана следующий.
На направляющие штатики 27 рамы 23 45 симальное), электромостовым краном
(крьшки 31 и 32 сняты с рамы 23) устанавливаются предварительно собранные редукторы 26 с ввернутыми в гайки 24 ходовыми винтами 19, причем расстояние от торцов ходовых винтов 19, соп-50 фаски кассеты рягаемых с проходными упорами конечных включателей (не показано) до торцов шестерен 25 редукторов 26 соответствует расчетному, при этом губки 18 ходовых винтов 19 занимают поло- жение, соответствующее ориентировке кассеты 1 при максимальном межцентровом расстоянии осей рабочих валков 4 и 5. , транспортируется к станине 9 и опус кается в нее. При этом цилиндрическ поверхности крьшек 12 и 13 сопрягаю ся со сменными планками 14 станины 9 с коническими буртами нижних станинных роликов 10, а сухари 17 цапфы 16 кассеты 1 располагаются между губками 18 ходовых винтов 19. С помощью быстросъемных соединений, например откидных болтов (не показано), монтируется верхний станинный ролик 11, Вращением хвосто вика 51 звездочки 46 ходовые винты 19 совместно с редукторами 26 пере10
f5
5
0
0
0
В расточках ведущих шестерен редукторов 26 монтируется состав- - ной соединительный вал 28 с муфтой 29, который в свою очередь посредством муфты 30 соединяется с приводом 22. В лапы редукторов 26 устанавливаются тяги 38 с упорами 37, а в гайки 39 вворачиваются винты 35 перемещения редукторов 26 на величину, равную их рабочему ходу. На хвостовики винтов 36 устанавливаются звездочки 43 с корпусами 44, цепью 45 и конечными выключателями (не пЭказано), а на тягах 38 посредством гаек 42 - пружины 41.
Описанные вьше операции по сборке устройства поворота 20 кассеты 1 могут проводиться как на монтажном столе , так и в линии рабочей клети при снятой станине 9 с плитовины 2I, и осуществляется один раз за межремонтный цикл, а перевалка клети заключается в замене кассеты 1 с рабочими валками на сменную, К раме 23 крепятся крышки 31 и 32. Цепь 45 вводится в зацепление со звездочкой 46 (рама 23 устройства поворота 20 кассеты 1 закреплена на плитовине 21) и устройством натяжения цепи 48 производится ее натяжение. Вращением хвостовика 51 звездочки 46 (составной сое- динительный вал 49 смонтирован в расточках звездочек 46) губки 18 ходовых винтов 19 разводятся, обеспечивая заданный перевало.чньш зазор. На плитовину 21 устанавливается станина 9 со смонтированными станинными роликами 10. Кассета 1 с рабочими валками 4 и 5 , настроенными известным образом в осевом направление посредством планок 6, болтов 7 и прокладок 8 на перевалочном стенде (расстояние между осями рабочих валков 4 и 5 макфаски кассеты
, транспортируется к станине 9 и опускается в нее. При этом цилиндрические поверхности крьшек 12 и 13 сопрягаются со сменными планками 14 станины 9, с коническими буртами нижних станинных роликов 10, а сухари 17 цапфы 16 кассеты 1 располагаются между губками 18 ходовых винтов 19. С помощью быстросъемных соединений, например откидных болтов (не показано), монтируется верхний станинный ролик 11, Вращением хвостовика 51 звездочки 46 ходовые винты 19 совместно с редукторами 26 пере512
мещаются к сухарям 17 и производится выборка зазоров в стыках губки 18 - сухари 17 - цапфа 16. Включают привод 22, при этом вращение от привода 22 посредством соединительного вала 29 зубчатых передач редукторов 26 и передач вийт 19 - гайка 24 преобразуется в синхронное поступательное перемещение ходовых винтов 19 в одно
направлении, в результате которого кассета 1 поворачивается, а рабочие валки 4 и 5 будут синхронно, противонаправленно и на равные величины перемещаться в вертикальной плоскости по контактирующим с цилиндрическими поверхностями крьшек 12 и 13 сменным планкам 14 станины 9 до установки заданных размеров калибра по высоте. Далее подсоединяют к приводным концам валков 4 и 5 шпиндели и прокатывают настроечную полосу. При необходимости размеры калибра корректируются, последовательность операций аналогична вышеприведенной и производится затяжка стыков губки 18 - сухари 17 - цапфа 16 с требуемым усилием напряжения, причем при осуществлении затяжки упомянутых стыков за счет симметричных, противонаправленных перемещений редукторов 26 с ходовыми винтами 19 цапфа 16 кассеты 1 не меняет своего положения, а следовательно, размеры калибра остаются неизменными ,
Рабочая клеть прокатного стана, содержащая станину, связанную с ней раму, поворотную относительно стани ны кассету, рабочие валки с подушками, установленными в расточке кассеты, высота которой равна высоте комп лекта подушек, а ширина больше -шири ны подушек, с возможностью противонаправленного перемещения параллельПовышение производительности обусловливается следующим.
Создание перевалочных зазоров в сопряжениях сухари-губки ходовых винтов, гарантирующих беспрепятственную 40 но плоскости контакта подушек, уст- установку кассеты с рабочими валками ройства осевой регулировки валков и на станинные ролики, обеспечивает уменьшение затрат времени на перевалку, а следовательно, и снижению простоев стана,45
поворота кассеты с приводом от двух смонтированных на раме оппозитно-рас положенных зубчатых редукторов, в расточках ведомых колес которых смон тированы гайки, действующие с резьбо выми участками ходовых винтов, имеющих губки, сопрягающиеся с сухарями цапфы- корпуса кассеты, и сменные
Устранение неопределенности углово- го положения цапфы кассеты или взаимного положения рабочих валков в процессе корректировок размеров калибра 50 планки, установленные на станине и и изменения усилий предварительного шарнирно взаимодействующие с цилинДповорота кассеты с приводом от двух смонтированных на раме оппозитно-рас положенных зубчатых редукторов, в расточках ведомых колес которых смон тированы гайки, действующие с резьбо выми участками ходовых винтов, имеющих губки, сопрягающиеся с сухарями цапфы- корпуса кассеты, и сменные
.напряжения стыков губки ходовых вин- тов-сухари-цапфа кассеты за счет симметричных противонаправленных перемещений ходовых винтов с редукторами приводит к уменьшению повторных операций по корректировке размеров калибра для достижения заданной точности прокатки. ,
O
5
0
5
0
5
Повышение точности прокатки достигается путем исключения влияния работы устройства перемещения редукторов (устройства для создания перевалочного зазора и предварительного напряжения стыков губки ходовых винтов-суха- ри-цапфа кассеты) на взаимное положение рабочих валков, а также устранением зазоров в кинематической цепи устройства поворота кассеты (привода устройства радиальной регулировки). Кроме того, индивидуальное исполнение приводов устройства поворота кассеты и перемещения редукторов позволяет обеспечить независимую бесступенчатую регулировку взаимного положения губок ходовых винтов, а следовательно, повысить точность настройки размеров калибра.
Компоновка привода поворота кассеты с рабочими валками на раме существенно упрощает монтажные операции по установке привода на плитовину и улуч- щает условия труда по его сборке и ремонту за счет осуществления упомянутых операций на монтажном участке,
Формула изобретения
Рабочая клеть прокатного стана, содержащая станину, связанную с ней раму, поворотную относительно станины кассету, рабочие валки с подушками, установленными в расточке кассеты, высота которой равна высоте комплекта подушек, а ширина больше -ширины подушек, с возможностью противонаправленного перемещения параллель0 но плоскости контакта подушек, уст- ройства осевой регулировки валков и 5
но плоскости контакта подушек, уст- ройства осевой регулировки валков и
планки, установленные на станине и шарнирно взаимодействующие с цилинДповорота кассеты с приводом от двух смонтированных на раме оппозитно-рас- положенных зубчатых редукторов, в расточках ведомых колес которых смонтированы гайки, действующие с резьбовыми участками ходовых винтов, имеющих губки, сопрягающиеся с сухарями цапфы- корпуса кассеты, и сменные
рическими поверхностями крьш1ек под- щипниковых узлов рабочих валкОв, о т- личающаяся тем, что, с целью повышения производительности за счет уменьшения трудоемкости перевалки и настройки размеров калибра по высоте, а также повьшхения точности прокатки путем предварительного на712962
пряжения элементов устройства пово- ; рота кассеты, клеть снабжена устройствами перемещения оппозитно-распо- ложенных зубчатых редукторов вдоль осей ходовых винтов, выполненными в виде полых винтов с противоположно направленной резьбой, охватывающих соответствующие ходовые винты, взаимодействующие с приводными гайками.
8
кинематически связанными между собой составным соединительным валом и цепными передачами, при этом полые винты взаимодействуют с зубчатыми редукторами посредством опор, смонтированных на тягах, один конец которых жестко закреплен в редукторах, а другой через пружины подвижно связан с рамой.
fi- Б Фиг.1
ffuff4
(puf2
e-s
сриаЗ
9-8
В-В 3i 3S35i9 25 г/, /5 /5/7/5
//м ill и.
26
38 4f 42
Фие.б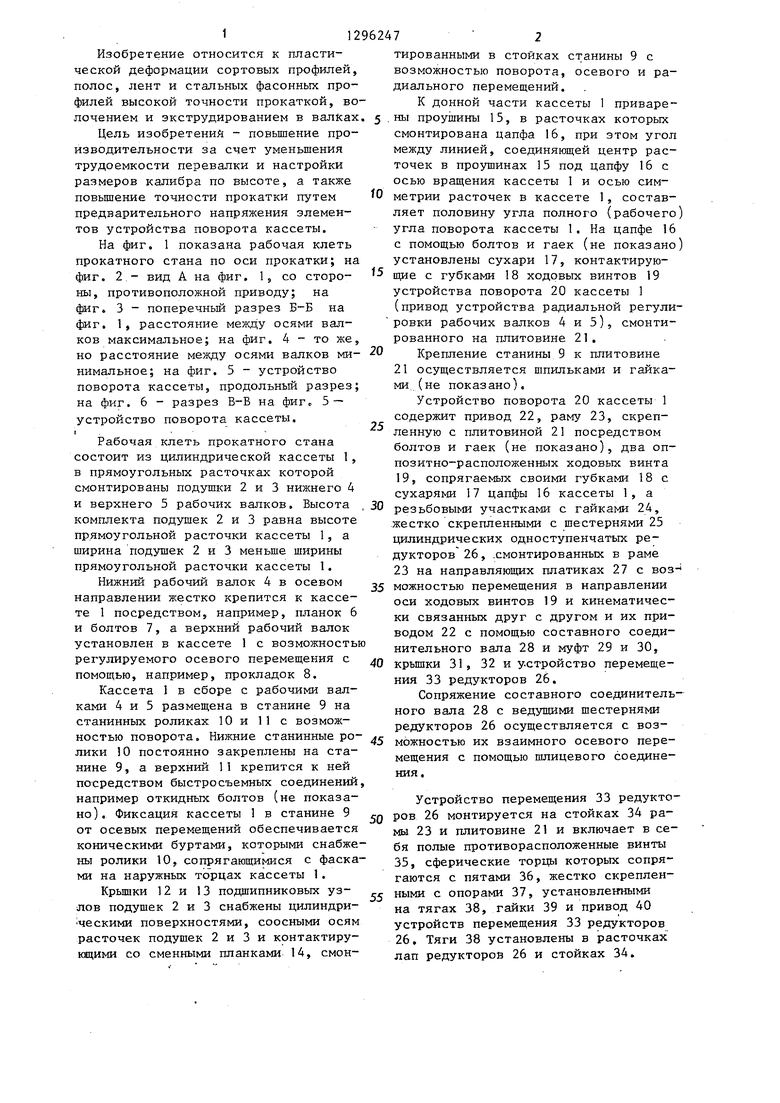

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
Изобретение относится к области пластической деформации сортовых профилей, полос и стальных фасонных профилей высокой точности прокаткой. волочением и экструдированием в валках. Целью изобретения является повышение производительности за счет уменьшения трудоемкости перевалки и настройки размеров калибра по высоте, а также повышение точности прокатки путем предварительного напряжения элементов устройства поворота кассеты. Оппозитно расположенные редукторы 26 поворота кассеты 1 с валками снабжены устройствами 33 их перемещения вдоль осей ходовых винтов 19, что позволяет устранить зазоры в кинематической цепи устройства поворота кассеты 1 и обеспечить независимую бесступенчатую регулировку взаимного положения губок 18 ходовых винтов 19, а следовательно, повысить точность настройки размеров калибра. 6 ил. с СП fJ ТЗ 35 36 J7 1726 25 1 8 i ю х а го 4; | фае. 5 27
Составитель Г.Ростов Редактор В. Ковтун Техред В.Кадар
Заказ 701/12 Тираж 481 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Корректор Л. Патай
| УСТРОЙСТВО для ПОВОРОТА КАССЕТЫ С РАБОЧИМ ВАЛКОМ | 0 |
|
SU358044A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инструмент для периодическойпРОКАТКи | 1979 |
|
SU804150A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
