В предлагаемой ленточной конвейерной машине для намазки аккумуляторных пластин прессование нанесенной на решетку пасты производится трамбовочным устройством, состоящим из двух трамбовочных роликов и дополнительного сглаживающего скребка. Лента, огибающая ролики, покрывает пластины и перемещается вместе с ними.
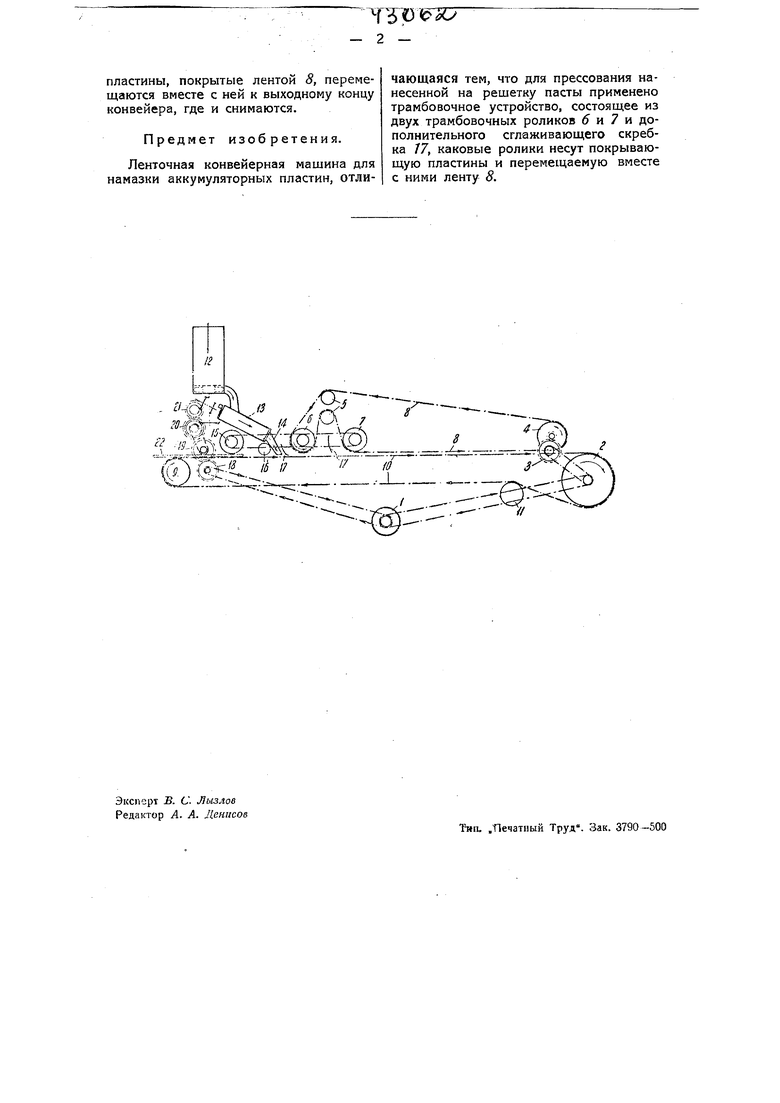
На чертеже изображена схема ленточной конвейерной машины для намазки аккумуляторных пластин.
Подающая для намазки аккумуляторные пластины 22 конвейерная лента 10 установлена на ведущем 2 и натяжном 9 роликах, а снизу поддерживается отводным роликом 77. Над лентой JO расположен резервуар 72 для пасты, которая порционно подается в шнековую коробку /5, откуда двумя расположенными в ней шнеками подается к узкому соплу М, захватывающему всю ширину аккумуляторной пластины. Около сопла расположен ролик 76 для направления под сопло проходящих под ним пластин.
На корпусе сопла 14 установлен подвижной скребок 77 для зачистки пластин от излишнего слоя пасты. Трамбовочное устройство, служащее для прессования нанесенной на решетку пасты, состоит из двух вертикально перемещаемых трамбовочных роликов б, 7 с помещенным между ними дополнительным сглаживающим скребком 77. Ролики 6, 7 несут ленту 8, огибающую натяжные ролики 5 и ведущий ролик 4, сообщающий ленте непрерывное движение. Ролик 4 приводится во вращение посредством зубчатки 3 и цепной передачи от оси ведущего ролика 2, который, в свою очередь, приводится во вращение посредством цепной передачи от электродвигателя /. От того же электродвигателя / посредством цепной и зубчатой передач 7) Т9, 20 и 27 приводится во вращение приспособление для подачи порций пасты из резурвуара 72 и шнеков в коробке J3 для дальнейшей подачи ее на пластины.
Аккумуляторная пластина 22, на решетку которой должен быть намазан слой пасты, накладывается на ленту fO конвейера и зажимается роликом 75, связанным цепной передачей с роликами 6 и 7. Ролик 75 проталкивает пластину tK ролику J6, направляющему ее под сопло М. Подаваемая из последнего паста распределяется слоем по всей ширине решетки пластины, скребок 77 снимает излишки. Пластина 22 перемещается далее для прессования под трамбовочные ролики б и 7, а дополнительный скребок 77 окончательно выравнивает слой пасты. Спрессованные
пластины, покрытые лентой 8, перемещаются вместе с ней к выходному концу конвейера, где и снимаются.
Предмет изобретения.
Ленточная конвейерная машина для намазки аккумуляторных пластин, отли l J)WK7
- 2 -
чающаяся тем, что для прессования нанесенной на решетку пасты применено трамбовочное устройство, состоящее из двух трамбовочных роликов 5 и 7 и дополнительного сглаживающего скребка 77, каковые ролики несут покрывающую пластины и перемещаемую вместе с ними ленту 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ АККУМУЛЯТОРНЫХ ПЛАСТИН ПОСЛЕ НАМАЗКИ | 1958 |
|
SU123213A1 |
| УСТРОЙСТВО ДЛЯ НАМАЗКИ АККУМУЛЯТОРНЫХ ПЛАСТИН | 1992 |
|
RU2006105C1 |
| Конвейерная вальцовочная машина для намазки штифтовых аккумуляторных решеток | 1933 |
|
SU35913A1 |
| Кормораздатчик для кур и другой птицы | 1961 |
|
SU147397A1 |
| ПРЕСС-ГРАНУЛЯТОР | 1991 |
|
RU2031798C1 |
| Способ заполнения ячеек аккумуляторных решеток пастой | 1958 |
|
SU114287A1 |
| Машина для намазки пластин свинцовых аккумуляторов | 1959 |
|
SU130546A1 |
| Пресс для отжима жидкости, преимущественно сока из плодов и ягод | 1986 |
|
SU1586917A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СВИНЦОВОГО ПОРОШКА | 1934 |
|
SU46778A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПАСТЫ НА РЕШЕТКУ ПЛАСТИНЫ СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 1966 |
|
SU184299A1 |

