1
Изобретение относится к стекольной промышленности и может быть использовано при обработке стекла.
Известен способ разделки блока на заготовки путем распиливания бесконечным режущим инструментом.
С целью интенсификации процесса, увеличения срока службы режущего инструмента и предупреждения вырыва и сколов материала предлагается угол охвата блока бесконечным режущим инструментом в начальный период расппливания выдерживать в пределах 180-270°, а па заключительной стадии менять на угол, мепьщий 180°.
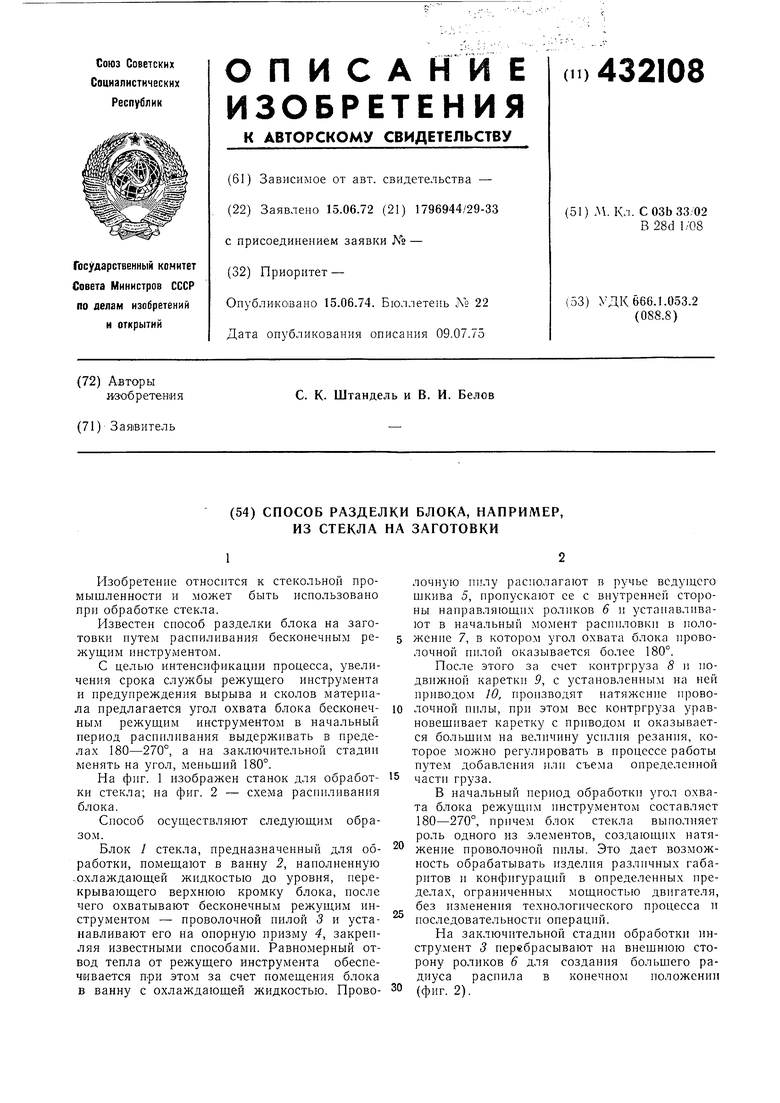
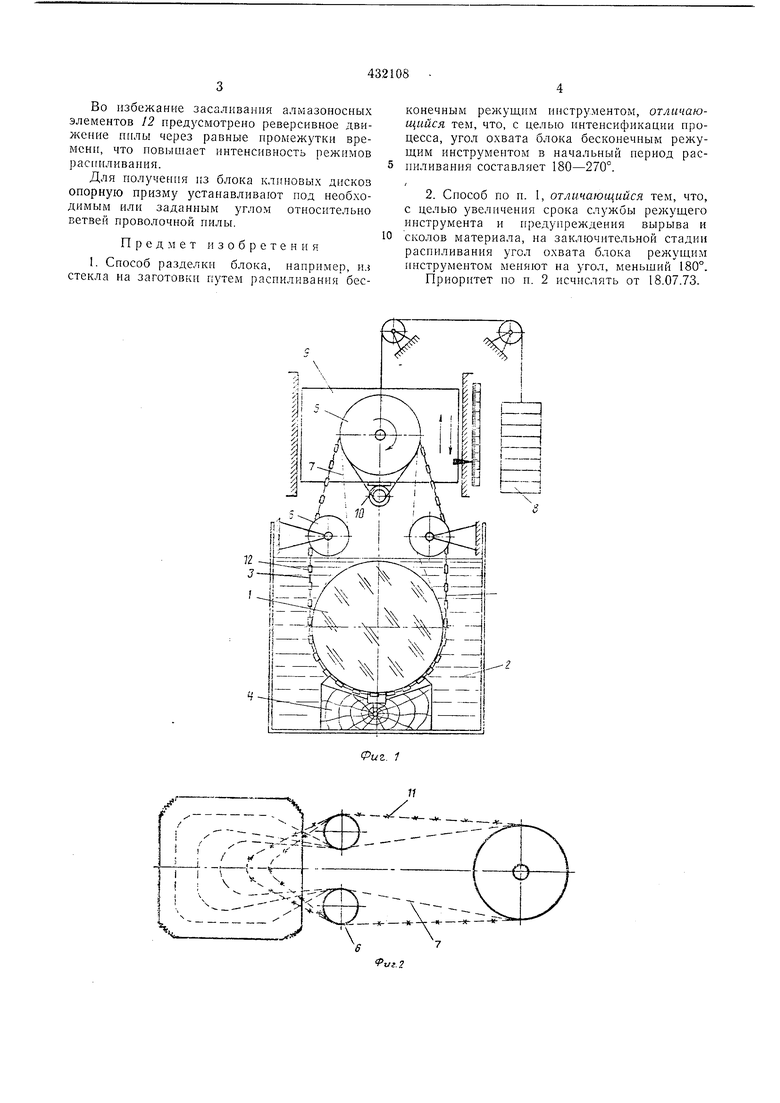
На фиг. 1 изображен станок для обработки стекла; па фиг. 2 - схема распиливания блока.
Способ осуществляют следующим образом.
Блок 1 стекла, предназначенный для обработки, помещают в ванну 2, наполненную ..охлаждающей жидкостью до уровня, перекрывающего верхнюю кромку блока, после чего охватывают бесконечным режущим инструментом - проволочной пилой 3 и устанавливают его на опорную призму 4, закрепляя известными способами. Равномерный отвод тепла от режущего инструмента обеспечивается при этом за счет помещения блока в ванну с охлаждающей жидкостью. Проволочную пилу располагают в ручье ведущего шкива 5, пропускают се с внутренней стороны направляющпх ролпков 6 п устанавливают в начальный момент расппловкп в положение 7, в котором угол охвата блока проволочной пилой оказывается более 180°.
После этого за счет контргруза 8 и подвижной каретки 9, с установленным на ней приводом 10, производят натяжение проволочной пплы, при этом вес контргруза уравновещивает каретку с приводом и оказывается большим на величину усилия резания, которое можно регулировать в процессе работы путем добавления или съема определенной части груза.
В начальный период обработки угол охвата блока режущим инструментом составляет 180-270°, прпчем блок стекла выполняет роль одного из элементов, создающих натяжение проволочной пилы. Это дает возможность обрабатывать изделия различных габаритов и конфигураций в определенных пределах, ограниченных мощностью двигателя, без изменения технологического процесса и последовательности операц1п1|.
На заключительпой стадии обработки инструмент 3 перебрасывают на внещнюю сторону роликов 6 для создаппя большего радиуса распила в копечном положении (фиг. 2).