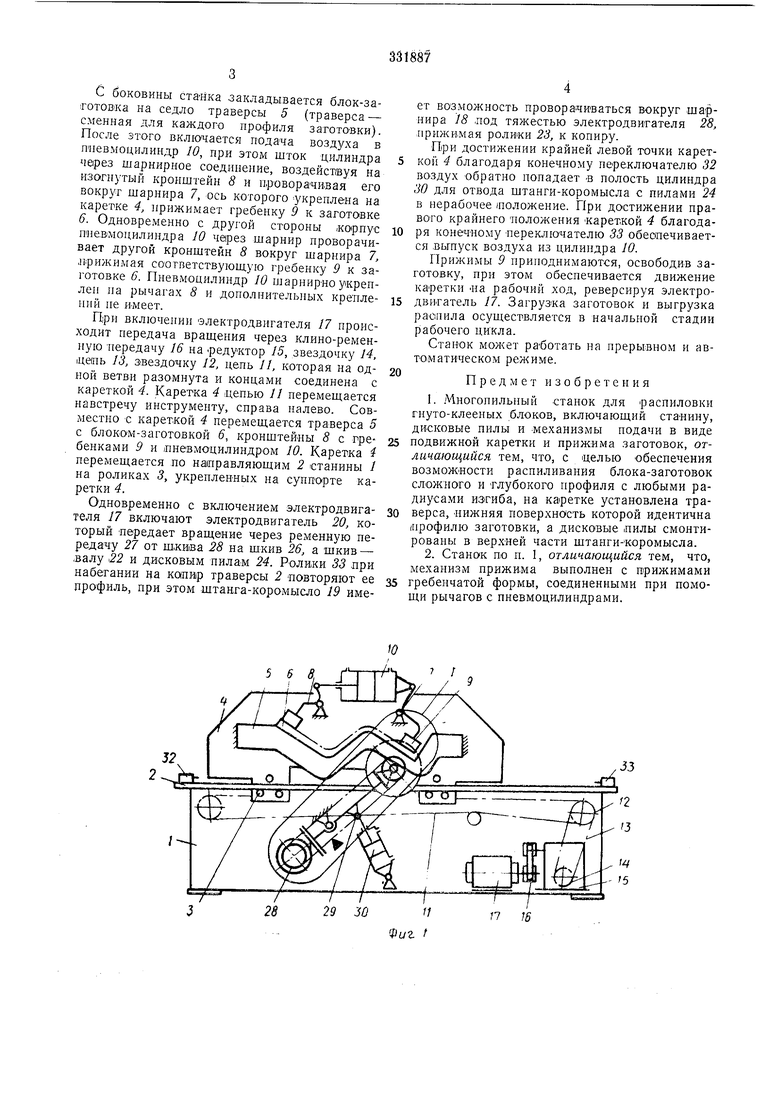
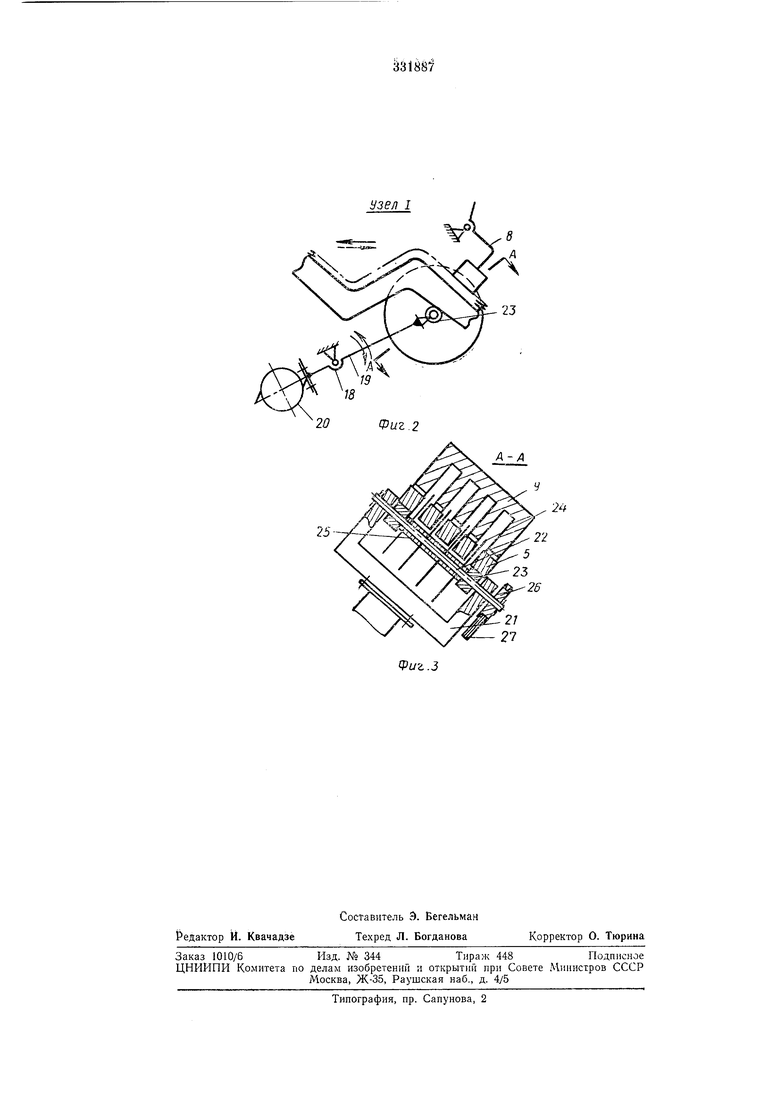
Изобретение относится к мнотопильньш станкам и может быть использовано в деревообрабатывающей Промышленности. Известный многопильный станок для распиловки гнуто-клеевых блоков, включающий станину, дисковые пилы и механизмы подачи в виде подвижной каретки и прижима заготовок, не обеспечивает возможности распиливания блока заготовок сложного и глубокого профиля с любыми радиусами изгиба. Целью изобретения является обеспечение возможности распиливания блока заготовок сложного и глубокого профиля с любыми радиусами изгиба. Достигается это тем, что на каретке установлена траверса, нижняя поверхность которой идентична профилю заготовки, а дисковые пилы смонтированы в верхней части штанги-коромысла, нричем механизм прижима выполнен с прижимами гребенчатой формы, соединенными при помощи рычагов с пневмодилИНдрами. На фиг. 1 изображен предложенный пильный станок, продольный разрез; на фиг. 2- узел I на фит. 1; на .фиг. 3-разрез по А-А на фиг. 2. На станине / в направляющих 2 и роликах 3 установлена каретка 4, на которой укреплена траверса 5 с заготовкой 6. На боковых стенках траверсы 4, в шарнирах 7, установлены на осях изогнутые кронщтейны 8, нижние концы которых жестко соединены с соответствующи.ми прижимами 9 гребенчатой формы, а верхние- шарнирно соединены соответственно со штоком и корпусом пневмоцилиндра 10. К каретке 4 присоединена день 11, сидящая на звездочках 12, которая, в свою очередь, тенью 13 соединена со звездочкой 14, посаженной на вал редуктора 15, соединенного через ременную передачу 16 с электродвигателем/7. В станине 1 на шарнире 18 установлена штангакоромысло 19, нижний конец которой жестко соединен с пятой электродвигателя 20, а верхний- с вилкой 21, в которой на опорах установлен пильный вал 22. На валу 22 подвижно установлены по краям ролики 23 (соприкасающиеся во время работы с копиром траверсы 5), дисковые Пилы 24 с втулками-проставками 25 и шкив 26, который соединен ременной передачей 27 со щкивом 28, установленном на валу электродвигателя 20. Между осью щарнира 18 и осью вала 22 лри помощи шарнира 29 присоединен шток лневмоцилиндра 30, корпус которого укреплен на станине /. На шротивополол ных концах направляющих 2 смонтированы конечные переключатели 32 и 33.
С боковины станка закладывается блок-заготовка на седло траверсы 5 (траверса - сменная для каждого профиля заготовки). После зтого включается подача воздуха в пневмоцилиндр 10, при этом шток цилиндра через шарнирное соединение, воздействуя на изошутый кронштейн 8 и проворачивая его вокруг шарнира 7, ось которого укреплена на каретке 4, прижимает гребенку 9 к заготовке 6. Одновременно с другой стороны .корпус пиевмоцилиндра 10 чарез шарнир проворачивает другой кронштейн 8 вокруг шарнира 7, .прижимая соответствуюшую гребенку 9 к заготовке 6. Пневмоцилиндр 10 шарнир-ноукренлен па рычагах 8 и дополнительных креплений не имеет.
При включении электродвигателя 17 происходит передача вращения через клино-ременную нередачу 16 на редуктор 15, звездочку 14, |Це(пь 13, звездочку 12, цепь //, которая на одной ветви разомнута и концами соединена с кареткой 4. Каретка 4 .цепью // перемешается навстречу инструменту, справа налево. Совместно с кареткой 4 перемеш,ается траверса 5 с блоком-заготовкой 6, кронштейны 8 с гребенками 9 и лневмоцилиндром 10. Каретка перемеш.ается но на1нравляюш;им 2 станины / на роликах 3, укренленных на суппорте каретки 4.
Одновременно с включением электродвигателя 17 включают электродвигатель 20, который Передает вращение через ременную передачу 27 от щжвва 28 на щкив 26, а щкив - ,валу 22 и дисковым пилам 24. Ролики 33 при набегании на канир траверсы 2 -повторяют ее профиль, при этом штанга-коромысло 19 имеет возможность проворачиваться вокруг шарнира 18 лод тяжестью электродвигателя 28, прижимая ролики 23, к копиру.
При достижении крайней левой точки кареткой 4 благодаря конечному переключателю 32 воздух обратно попадает -в полость цилиндра 30 для отвода штанги-коромысла с пилами 24 в нерабочее (положение. При достижении правого крайнего тюложения кареткой 4 благодаря конечному переключателю 33 обеспечивается .выпуск воздуха из цилиндра 10.
Прижимы 9 приподнимаются, освободив заготовку, при этом обеспечивается движение каретки на рабочий ход, реверсируя электродвигатель 17. Загрузка заготовок и выгрузка распила осуществляется в начальной стадии рабочего цикла.
Станок может работать на прерывном и автоматическом режиме.
Предмет изобретения
1.Многопильный .станок для распиловки гнуто-клееных блоков, включающий станину, дисковые пилы и .механизмы подачи в виде
5 подвижной каретки и прижима заготовок, отличающийся тем, что, с целью обеспечения возможности распиливания блока-заготовок сложного и глубокого профиля с любыми радиусами изгиба, на каретке установлена траверса, нижняя поверхность которой идентична (Профилю заготовки, а дисковые пилы смонтированы в верхней части штанги-коромысла.
2.Станок по н. 1, отличающийся тем, что, механизм прижима выполнен с прижимами
гребенчатой формы, соединенными при номощи рычагов с пневмоцилиндрами.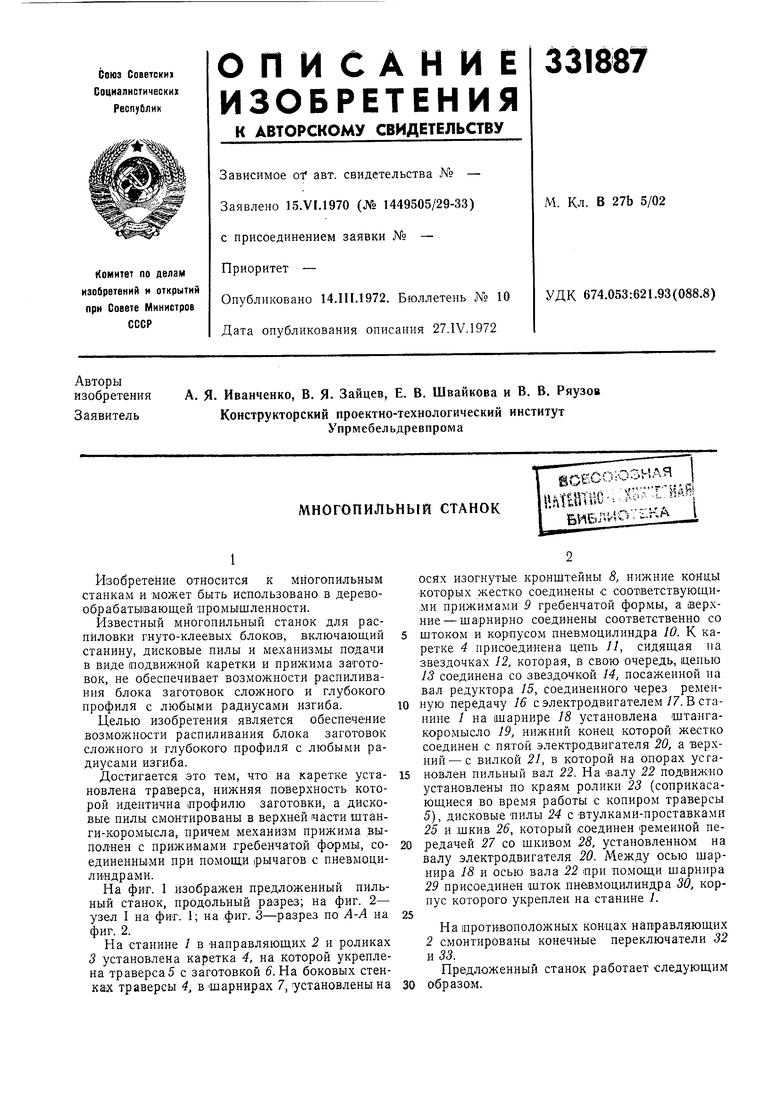
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПИЛЬНЫЙ СТАНОК | 1972 |
|
SU425780A1 |
| Многопильный станок для распиловки гнутоклееных блоков | 1980 |
|
SU1007976A1 |
| Многопильный станок для распиловки блока заготовок | 1990 |
|
SU1720860A1 |
| Автоматический центр распила | 2017 |
|
RU2668314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1973 |
|
SU363588A1 |
| МНОГОПИЛЬНЫЙ СТАНОК | 1970 |
|
SU258559A1 |
| Станок для мерной резки непрерывно движущихся полимерных изделий | 1979 |
|
SU876468A1 |
| Станок для обработки деталей по контуру | 1980 |
|
SU935268A1 |
| Многошпиндельный токарный станок | 1976 |
|
SU577126A2 |
М -Г 29 30П п Фиг f 16
узел I
23
Фиг.2
А-А
26
