Изобретение относится к области металлизации изделий.
Известно устройство для металлизавди торцов цилиндрических деталей, содержащее механизм загрузки, транспортер для перемещения деталей, трафареты, ванны для припоя и устройства распыления пр1шоя с форсунками.
Предложенное.устройство отличается от известного тем, что устройство распыления припоя выполнено в виде колонки, содержаиэй сообщающиеся- между собой и ванной каналы, один из которых сообщается также с выходным каналом форсунки.
При такой конструкции устройства исключается образование шлака в рабочих полостях устройства распыления и обеспечивается подача припоя в форсунку с постоянным давлением.
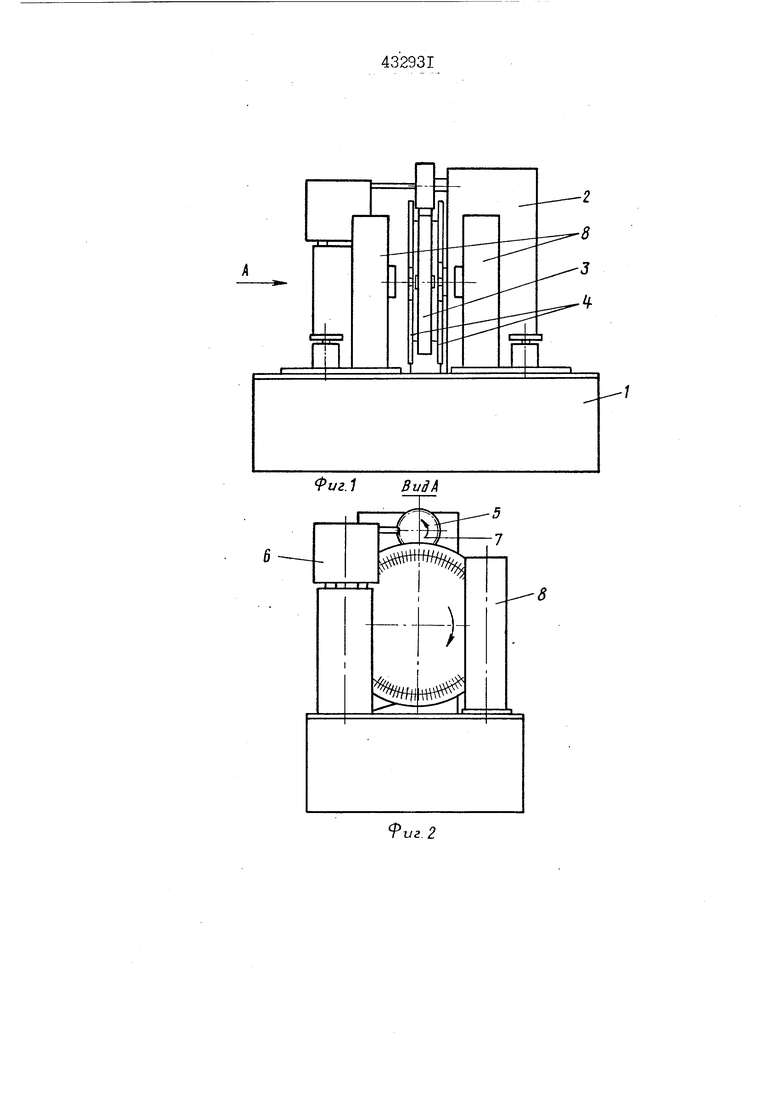
На фиг. I изображено предлагаемое устройство, общий вид; на фиг. 2 - вид по стрелке А на
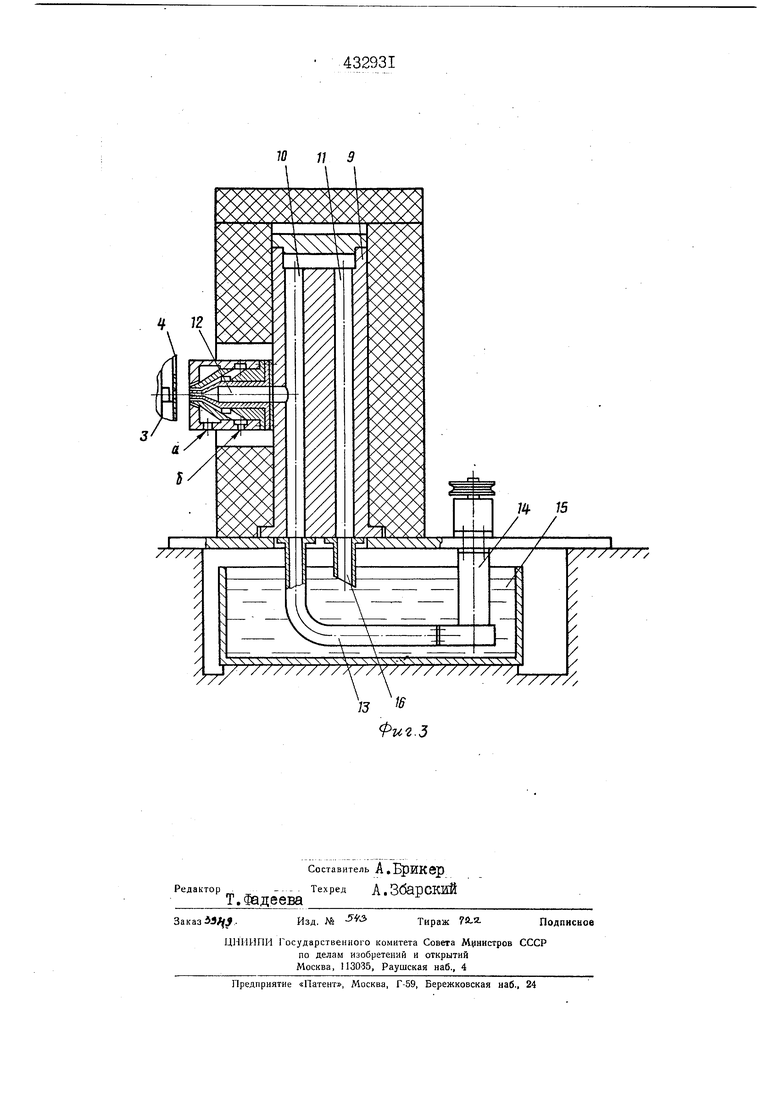
. I; на фиг. 3 - устройство распыления расплавленного припоя, продольный разрез.
Устройство для металлизации 5 торцов цилиндрических деталей имеет станину I, на плите которой закреплен корпус 2. На выходном валу корпуса установлен транспортирующий диск 3 с трафаретами 4,
0 кинематически связанный с перегрузочным диском 5. На плЕте станины I смонтирован вибробункер 6 0 лотком . 7 для подачи деталей в перегрузочный диск бив диск 3,
5 а таюте два устройства 8 для распыления расплавленного припоя.
Устройство 8 состоит из колошш 9, имеющей сообщающиеся между собой и ванной напфный Ю
0 и сливной II каналы, образующие замкнутый циркуляционный контур расплавленного щшпоя. На колонке ,9 установлена форсунка 12, сообщающаяся с напорныгл каналом 10,
5 (подсоединенным с помощью трубы 13
к насосу 14, размещенному :в ванне 15 с расплавленным припоем. Слизней канал II соединен с ванной 15 трубой 16. Форсунка имеет отверстия а и б для подвода сжатого воздуха.
Устройство работает следующим образом. Детали из вибробушсера В через лоток 7 и перегрузочный диск 5 загружаются в транспортный диск 3 и непрерывно проходят зону распыления припоя устройствам 8. Припой, расплавленный в ванне 15, насосом 14 по трубе 13 непрерывно подается в напорный канал 10 колонки 9 и далее через сливной канал II и трубу 16 поступает в ванну 15. Благодаря тому, что форсу шш 12 соединена с напорныл1 каналом 10, через сопло форсунки 12 под действием сжатого воздуха, подводимого к отверстиям а и о происходит распыление припоя. В связи с тем, что жидкий припой подается в напорный канал 10 из середины объема ванны 15, где нет окислов, и при дальнейшем движении он не соприкасается с воздуJXOM, окислы припоя не попадают IB отверстие форсунки 12 и тем самым не засоряют ее.
I После напыления контактного 5;слоя пртшоя на торцы деталей последние- автоматически разгружаются с :диска и сбрасываются в тару.
Предмет зобретения
и
Устройство для металлизации ,торцов цилиБгцрических деталей, содержащее механизм загрузки де15талеи, транспсртер для перемещешш деталей, трафареты, устройства распыления припоя с форсункшж и : г ванну с насосом для подачи припоя В форсунки, отличающееся тем, что с целью исключения образования шлака в рабочих полостях устройства распыления и обеспечения подачи при:поя в форсунки с постоянным давлением, устройство распыления выползи нено в виде колонки, содержащей сообщающиеся между собой и ванной каналы, один из которых сообщается также с выходным каналом форсу1ши.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для металлизации | 1972 |
|
SU440706A1 |
| УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1971 |
|
SU291993A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ В РАСПЛАВЛЕННЫЙ ПРИПОЙ | 1996 |
|
RU2113946C1 |
| Устройство для лужения обливом | 1990 |
|
SU1756051A1 |
| Устройство для лужения и пайки | 1991 |
|
SU1802764A3 |
| Устройство для пайки погружением в расплавленный припой | 1987 |
|
SU1454598A1 |
| СПОСОБ И УСТРОЙСТВО ПОВЫШЕНИЯ СТАБИЛЬНОСТИ КАПЕЛЬ В СИСТЕМЕ РАЗЛИВА РАСПЛАВЛЕННОГО ПРИПОЯ | 1997 |
|
RU2179912C2 |
| Устройство для пайки погружением | 1980 |
|
SU961884A1 |
| Автомат для припайки выводов к дисковым керамическим конденсаторам | 1961 |
|
SU144910A1 |
| Устройство для пайки погружением в расплавленый припой | 1988 |
|
SU1569129A1 |
vz. 1 Bvaf(
5 7
№ЩЩ
8
-}
9иг.2 // 9
