I
Изобретение касается станкостроения.
Известны устройства для компенсации термотоков в зоне резания, содержащие внешний источник тока. Однако точность компенсации очень низкая.
Предлагаемое устройство отличается тем, что источник тока выполнен в виде двух соединенных встречно термопар с независимыми нагревателями, в цепи питания которых включены контакты управляюпдих элементов.
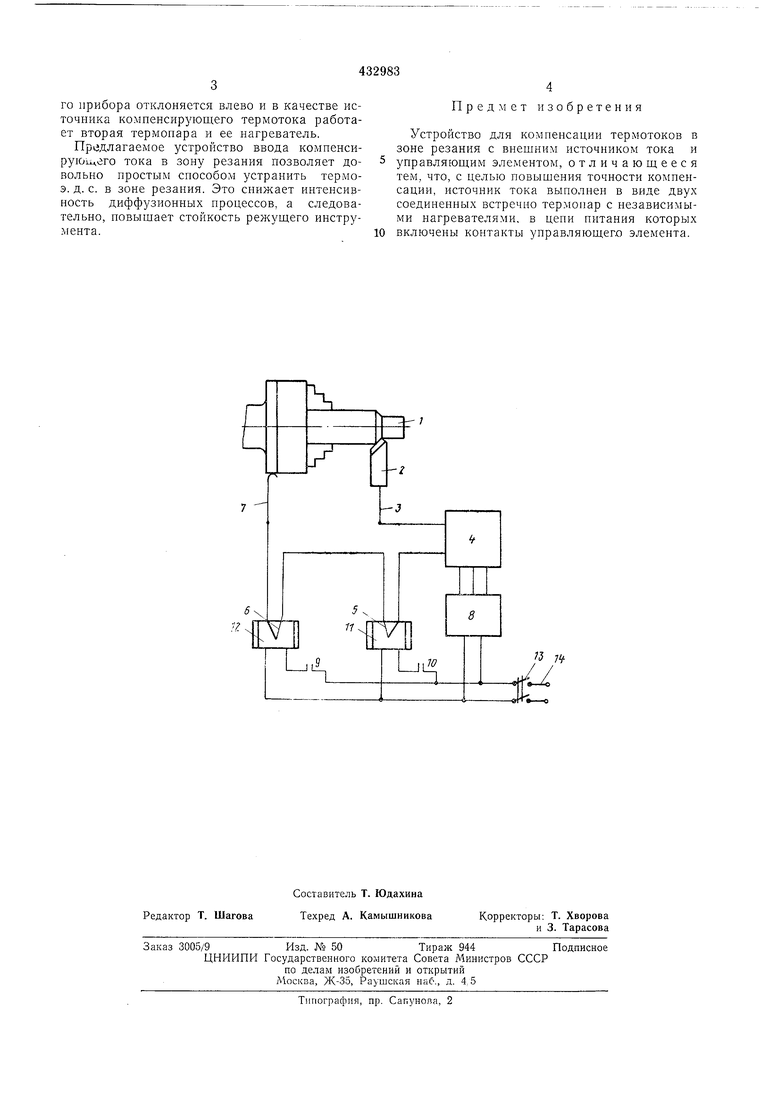
На чертеже дана схема устройства.
Оно содержит деталь 1, резец 2 с гибким выводом 3, который подключается к контактному измерительному прибору 4. Ко второй клемме прибора подсоединена термопара 5, включенная встречно с термопарой 6. Последняя через токосъемник 7 соединена с деталью. С контактного устройства измерительного прибора 4 сигнал подается на управляющее устройство 8, контакты 9 и 10 которого коммутируют цепи питания независимых нагревателей 11 и 12. Подача питания на нагреватели осуществляется с помощью тумблера 13 от источника питания 14.
Перед работой тумблером 13 подключаем источник питания. В начале процесса резания в цепи «резец-деталь появляется термоток, который отклоняет стрелку измерительного
прибора 4 от нулевого значения в сторону, соответствующую направлению термотока (например, вправо). Происходит замыкание контактов измерительного прибора, и сигнал подается на управляющее устройство 8. Последнее запоминает направление термотока и замыкает, например, контакт 12 цепей питания нагревателя термопары 6, термоток которой направляется встречно термотоку зоны резапия. По мере нагрева термопары растет ее ток. Когда термоток термонары незначительно превышает термоток зоны резания (стрелка измерительного прибора уходит влево от нулевого положения) срабатывает контактное
устройство измерительного прибора, и замкнутый ранее контакт 12 цепи питания термо.нары 6 размыкается. Через некоторое время по мере остывания термопары термоток зоны резания незначительно превысит нулевое значение, произойдет замыкание контактов прибора, и управляющее устройство снова замкнет контакт 12 цепи питания термопары 6 и т. д. По окончании работы устройство тумблером 13 отключат.
В случае работы с другими заготовками направление, термотока зоны резания которых противоположно рассмотренной, происходит аналогичный процесс компенсации термотока зоны резания, только указатель измерительного ириоора отклоняется влево и в качестве источника компенсирующего термотока работает вторая термонара и ее нагреватель.
Предлагаемое устройство ввода компенсиpyioiAero тока в зону резания позволяет довольно простым способом устранить термоэ. д. с. в зоне резания. Это снижает интенсивность диффузионных процессов, а следовательно, повышает стойкость режущего инструмента.
Предмет изобретения
Устройство для компенсации термотоков в зоне резания с внешним источником тока и управляющим элементом, отличающееся тем. что, с целью повышения точности компенсации, источник тока выполнен в виде двух соединенных встречно термопар с независимыми нагревателями, в цепи питания которых включены контакты управляющего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1934 |
|
SU45663A1 |
| Прибор для определения глубины обезуглероживания или цементации | 1933 |
|
SU48417A1 |
| Способ зенкерования отверстий в жаропрочных сталях | 1974 |
|
SU488661A2 |
| Автоматический дозатор жидкости | 1977 |
|
SU823877A2 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Устройство для стерилизации материала | 1984 |
|
SU1274691A1 |
| Способ тарирования естественной термопары деталь-резец | 1986 |
|
SU1364437A1 |
| Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности. | 2018 |
|
RU2712328C1 |
| Способ измерения мощности в цепях переменного тока и устройство для осуществления этого способа | 1957 |
|
SU111359A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ НАГРЕВА РАБОЧИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2430812C1 |
