1
По основному авт. св. № 369983 известен способ эенкерования отверстий в ;жаропрочных сталях, в котором для повышения стойкости инструмента- эенкерова- кие осуществляют в направленном магнитном потоке, создаваемом регулируемой намагничивающей силой соленоида, закрепленного на зенкере.
Однако известный способ позволяет лишь частично снизить результирующий термоток.
Цель изобретения - расширить вазмож- I ности компенсации термотока.
Это достигается тем, что обработЕ осуществляют в пульсирующем магнитном потоке прерьтанием цепи соленоида электрюнным реле. Пульсирующий направленный магнитный поток имеет больщую скорость изменения магнитного потока, чем постоянный магнитный поток при неизменной скорости вращения обрабатыьаемой детали. А это по закону Фарадея приводит к увеличению э.д.с. электромагнитной индукции во вращающейся заготовке и, следовательно, к увеличению комппнскруюи его тохя в цепн
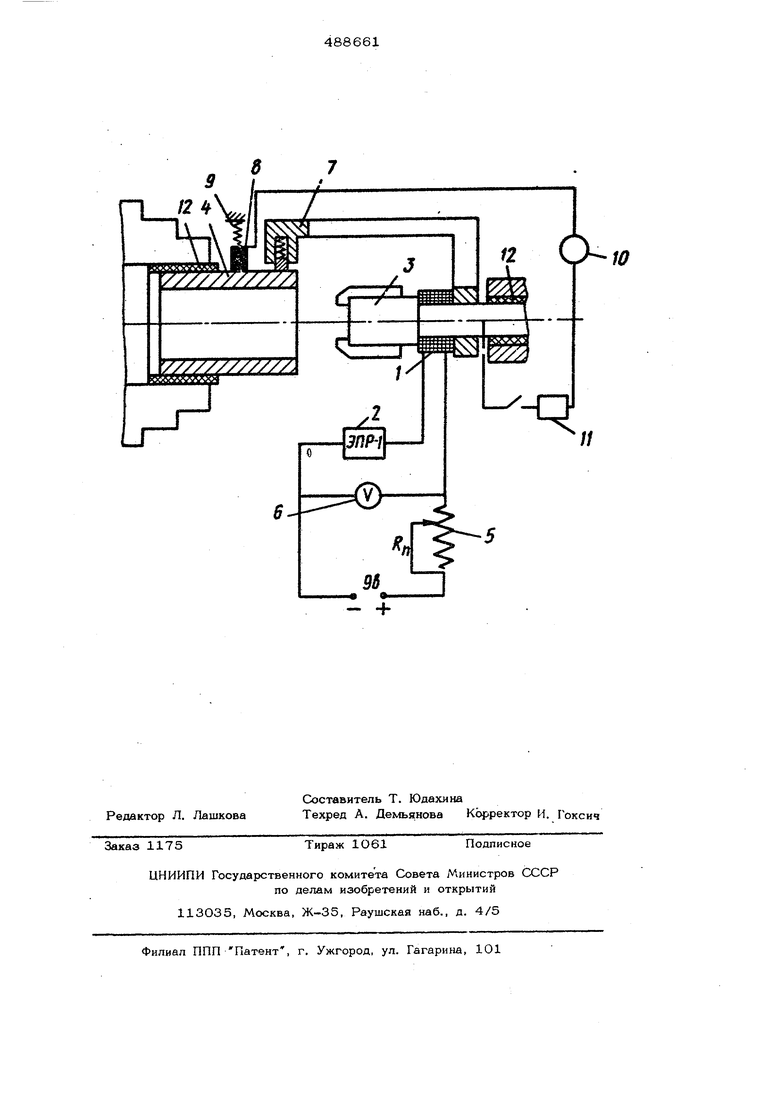
Станок-.чзделиа- инструмент станок (СИИС) для полной компенсации термотока. : На чертеже схематически изображен inpouecc обработки отверстия зенкером с 5 ;применвнием направленного пульснрукмиего магнитного потока.
Жаропрочные стали обрабатывают пвэ вийным инструментом в направленном пульсирующем магнитном потоке, которг -и 0 получают за счет автоматического прерывания цепи соленоида 1 рлектронным реле времени 2 с определенной частотой. При этом соленоид 1 закрепляют на непохюижнсм режущем инструменте (зенкере) 3 5 при вращающейся обрабатываемой детали 4 так, чтобы ось соленоида 1 располагалась вдоль оси вращения обрабатываемой I детали 4. При вращающемся режущем инс;трументе 3 соленоид 1 устанавливают на 0: неподвижной обрабатываемой детали 4. : Цепь соленоида 1 питается от источника постояыкого тока напряжением 94 так, чтобы магнитный поток был направлен от инструмента 3 к обрабатываемой детали -4 при встречном термотокв. Созданный пульсируюший направленный магнитный поток обеспечивает более высокую скорость иэменения магнитного потока, чем постоянный при неизменной скорости вращения обрабатываемой детали. По закону Фарадея увеличение скорости изменения магни ного потока повысит э.д.с. электромагнит,ной индукции в обрабатываемой детали 4, а это приведет к увеличению компенсирующего индукционного тока в цепи СИИС, необходимого для полной компенсации те| мотока в зоне резания.
В результате при обработке жаропрочных сталей лезвийным инструментом в на правленном пульсирующем магнитнсш пото« ке при обеспечении полной компенсации тер мотока в зоне резания за счет указанных приемов, стойкость твердосплавного режу, щего инструмента увеличивается в 1,5 раз по сравнению с известным способом обра ботки.
Предлагаемый способ обработки жаропрочных сталей лезвийным инструментом в направленном пульсирующем магнитном потоке можно осуществить, например, при зенкеровании. Эксперименты проводились на токарно-револьверном станке модели 1А336. Обрабатываемая деталь 4 из жаропрочной стали ЭИ-481 и Х22Н12В2Т2 длиной 250 мм зенкеровалась четырехперым зенкером 3 диаметром 50 мм, оснащенным твердосплавными пластинками Т5К1О. Применялись следующие режимы резания: скорость V12 м/мин; подача
5 0,17 мм/об; глубина резания t 4 мм. В качестве охлаждения взят 1О%-ный водный раствор эмульсии.
На зенкере 3 за его ножами устанавливают соленоид 1, к которому подводят постоянное напряжение 9€ через переменно сопротивление 5 от двухполупериодного
низковольтного выпрямителя. Для получения пульсирующего магнитного потока цепь соленоида автоматически прерывается электронным реле времени 2 типа ЭРП-1 с
частотой 60 раз в мин. Напряжение в цепи соленоида измеряется вольтметром 6. Для создания замкнутого магнитного потока служит устройство 7, которое крепят на зенкере 3.
Измерительная цепь для регистрации результирующего термотока имеет меднографитовый контакт 8, который поджимается пружиной 9 к обрабатываемой детали 4, медные множительные провода, миллиамперметр 10 и записывающее устройство 11, состоящее из осциллографа и фотоустрслства. Измерительная цепь включается только на короткое время, необходимое для измерения термотока. Для этого обрабатываемая деталь 4 и зенкер 3 изога{руютса текстолитовыми пластинками 12.
Предлагаемый способ обработки жаропрочных сталей в направленном пульсирующем магнитном потоке при зенкеровании позволит повысить стойкость режущего инструмента в 1,5 раза по сравнению с существующим способом обработки, он прост в осуществлении и не требует сложного специального оборудования.
Формула изобретения
Способ зенкерования отверстий Б жаропрочных сталях по авт. ев, № 369983, отличающийся тем, что, с целью расширения возможностей компенсации термотока, обработку осуществляют в пульсирующем магнитном потоке, который создают за счет автоматического прерывания цепи соленоида. rrte
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗЕНКЕРОВАНИЯ ОТВЕРСТИЙ В ЖАРОПРОЧНЫХ | 1973 |
|
SU369983A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ТОКОПРОВОДЯЩИМ РЕЖУЩИМ ИНСТРУМЕНТОМ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2010 |
|
RU2456125C2 |
| Комбинированный осевой лезвийный инструмент | 2018 |
|
RU2712330C2 |
| Способ зенкерования и развертывания отверстий алмазными инструментами | 1979 |
|
SU874379A1 |
| Устройство для обработки отверстий | 1985 |
|
SU1328090A1 |
| СПОСОБ ИСПЫТАНИЯ ЗЕНКЕРА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПРОСВЕРЛЕННОГО ОТВЕРСТИЯ | 2016 |
|
RU2620030C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ТЕРМОЭДС ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ ИНСТРУМЕНТ - ДЕТАЛЬ | 1997 |
|
RU2117557C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ В МЕТАЛЛОКОНСТРУКЦИЯХ | 2012 |
|
RU2524469C2 |