Изобретение относится к обработке металлов резанием и может быть использовано при измерении температуры на контактных участках режущего инструмента в процессе обработки заготовок различных марок сталей и сплавов.
Известен способ измерения температуры в зоне резания [Бобров В.Ф. Основы теории резания металлов. / В.Ф.Бобров. - М.: Машиностроение, 1975. - 343 с.: ил.], заключающийся в том, что в процессе резания в месте соприкосновения передней поверхности инструмента со стружкой и задней поверхности с поверхностью резания естественным путем создаются термопары, электродами которых являются материал обрабатываемой детали и материал режущей части инструмента. Значение возникающей термоэлектродвижущей силы пропорционально температуре скользящего «спая» образовавшейся термопары.
Недостатком известного способа является измерение некоторых усредненных контактных температур на передней и задней поверхностях инструмента. При этом в каждой зоне генерации тепловой энергии происходит трение в ряде точек, усилия трения в которых различны, а следовательно, различны и температуры их нагрева.
Задача, на решение которой направлено изобретение, состоит в повышении точности определения температуры рабочих участков передней и задней поверхностей режущего инструмента и расширении технологических возможностей.
Поставленная задача достигается тем, что в известном способе определения нагрева рабочих поверхностей режущего инструмента, заключающемся в том, что, предварительно проградуировав естественную термопару резец - изделие, измеряют в процессе резания усредненное значение напряжения U, создаваемое обоими источниками ЭДС зон трения на передней и задней поверхностях режущего инструмента, в котором согласно изобретению дополнительно измеряют общее сопротивление измерительных цепей R и затем, изолировав переднюю поверхность от стружки, термоЭДС, создаваемую только естественной термопарой задняя поверхность - изделие Е2, и сопротивление R2 цепи указанной термопары, по которым рассчитывают сопротивление цепи передняя поверхность - стружка
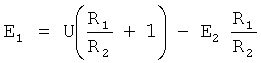
и термоЭДС, создаваемую естественной термопарой передняя поверхность - стружка E1:
и по полученным значениям ЭДС и предварительной градуировки естественной термопары резец - изделие определяют раздельно температуры нагрева рабочих участков на передней и задней поверхностях инструмента.
Сущность изобретения поясняется чертежами.
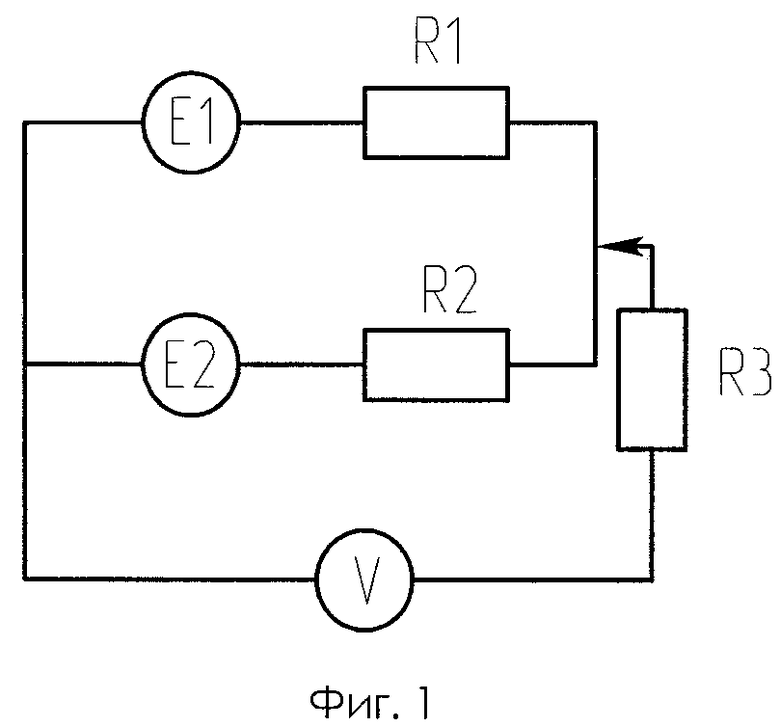
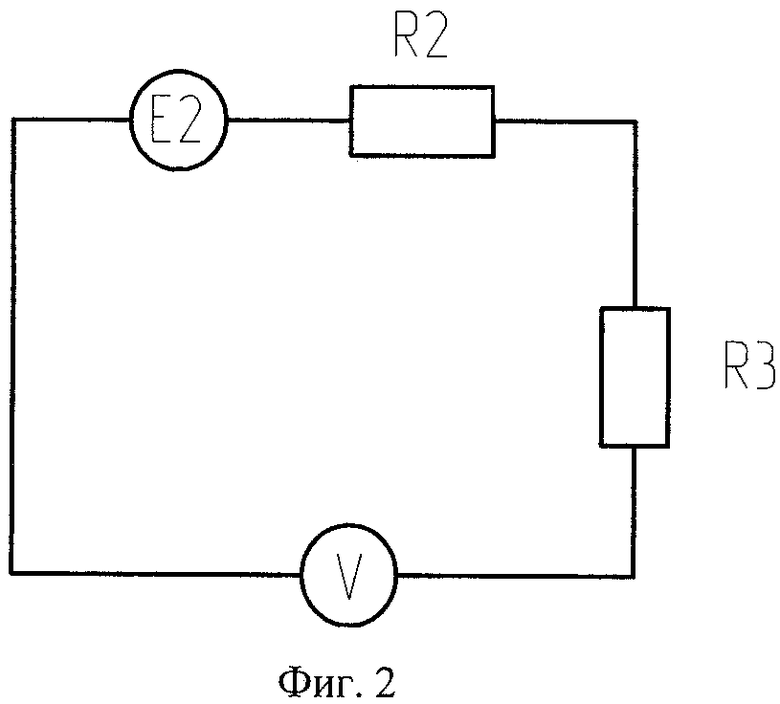
На фиг.1 представлена эквивалентная электрическая схема измерения термоЭДС естественных термопар, образованных трением стружки по передней поверхности инструмента и задней поверхности резца по обрабатываемой поверхности детали. На фиг.2 представлена эквивалентная электрическая схема для измерения термоЭДС с изолированной передней поверхностью инструмента.
Способ осуществляют следующим образом: с помощью измерительного прибора с внутренним сопротивлением R3 определяли некоторое усредненное значение ЭДС по передней и задней поверхностям резца. Эквивалентная электрическая схема состоит из двух ветвей, одна из которых включает термопару стружка - передняя поверхность резца с сопротивлением R1 и источником ЭДС E1, а вторая - термопару деталь - задняя поверхность резца с сопротивлением R2 и источником ЭДС Е2, и подключенного прибора, измеряющего суммарный электрический ток от обеих указанных термопар.
Для раздельного определения этих ЭДС на переднюю поверхность резца накладывали изоляционную прокладку, вследствие чего исключали трение стружки об указанную поверхность, а измерительный прибор измерял только значение Е2, соответствующее температуре нагрева в зоне трения задней поверхности резца с изделием. Предварительно измеряли сопротивление естественной термопары задняя поверхность - обрабатываемая поверхность заготовки R2
При отсутствии изоляционной прокладки измеряли общее сопротивление цепи резец-заготовка
из которого определяли сопротивление передней поверхности резца со стружкой R1.
При обычном методе измерения определяется некоторое усредненное значение напряжения, создаваемое обоими источниками ЭДС, которое аналитически определяется выражением:
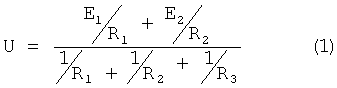
где R1, R2 - электрические сопротивления естественных термопар в зонах трения передней поверхности со стружкой и задней поверхности инструмента с деталью;
R3 - сопротивление цепи измерительного прибора;
Е1 и Е2 - термоЭДС, генерируемые в зонах контакта передней поверхности инструмента со стружкой и задней поверхности с обрабатываемой поверхностью детали соответственно.
Измеряя напряжение, создаваемое термоЭДС, получали значение, по которому определяли E1, т.к. значения всех остальных величин уже известны.
По значениям E1 и Е2 и чувствительности термопары резец - изделие рассчитывали температуры в зонах трения передней поверхности - стружка и задняя поверхность резца - изделие.
Использование предлагаемого способа позволяет по сравнению с существующими измерить раздельно температуры нагрева рабочих участков передней и задней поверхностей режущего инструмента, повысить качество контроля инструмента, расширить технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ТЕРМОЭДС ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ ИНСТРУМЕНТ - ДЕТАЛЬ | 1997 |
|
RU2117557C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1999 |
|
RU2165337C2 |
| Способ тарирования естественной термопары деталь-резец | 1986 |
|
SU1364437A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| СПОСОБ УПРАВЛЕНИЯ СТОЙКОСТЬЮ РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2215616C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
Способ включает предварительную градуировку естественной термопары резец - изделие, измерение в процессе резания усредненного значения напряжения, создаваемого обоими источниками ЭДС зон трения на передней и задней поверхностях режущего инструмента. Для повышения точности определения температуры на передней и задней поверхностях дополнительно измеряют общее сопротивление измерительных цепей и затем, изолировав переднюю поверхность от стружки, - термоЭДС, создаваемую только естественной термопарой задняя поверхность - изделие, и сопротивление цепи указанной термопары, по которым рассчитывают сопротивление цепи передняя поверхность - стружка и термоЭДС, создаваемую естественной термопарой передняя поверхность - стружка. Затем по полученным значениям ЭДС и предварительной градуировки естественной термопары резец-изделие определяют раздельно температуры нагрева рабочих участков на передней и задней поверхностях инструмента. 2 ил.
Способ термоэлектрического определения нагрева рабочих поверхностей режущего инструмента, включающий предварительную градуировку естественной термопары резец - изделие, измерение в процессе резания усредненного значения напряжения U, создаваемого обоими источниками ЭДС зон трения на передней и задней поверхностях режущего инструмента, отличающийся тем, что дополнительно измеряют общее сопротивление измерительных цепей R и затем, изолировав переднюю поверхность от стружки, термоЭДС, создаваемую только естественной термопарой задняя поверхность - изделие Е2, и сопротивление R2 цепи указанной термопары, по которым рассчитывают сопротивление R1 цепи передняя поверхность - стружка 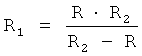 и термоЭДС, создаваемую естественной термопарой передняя поверхность - стружка E1:
и термоЭДС, создаваемую естественной термопарой передняя поверхность - стружка E1:
и по полученным значениям ЭДС и предварительной градуировки естественной термопары резец - изделие определяют раздельно температуры нагрева рабочих участков на передней и задней поверхностях инструмента.
| БОБРОВ В.Ф | |||
| Основы теории резания металлов | |||
| - М.: Машиностроение, 1975, с.144, 145, рис.105 | |||
| Способ определения температуры по длине контакта задней поверхности резца | 1986 |
|
SU1355358A1 |
| 1971 |
|
SU416166A1 | |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ КОНТАКТНОГО ВЗАИМОДЕЙСТВИЯ ПРИ ТРЕНИИ И РЕЗАНИИ | 1997 |
|
RU2124707C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
| Устройство для сбора информации от дискретных датчиков | 1984 |
|
SU1259272A1 |

