1
Изобретение относится « машиностроению и «асается производства подшипниковых узлов.
Известны станки для сборки и смазки лабиринтных втулок подшипниковых узлов, снабженные механизмами подачи детален, сборочными механизмами, связанными с дозирующими смазку устройства ми, и пневмогидравличеокой системой управления.
Предлагаемый автомат отличается тем, что, с целью обеспечения точной дозировки смазки, дозирующее устройство смонтировано в корпусе сборочного механизма соосно штоку его гидропривода и выполнено в виде подвижных друг относительно друга поршня и втулки, образующих замкнутую кольцевую полость под смазку, связанную отверстиями в поршне и втулке с источником смазки и со сборочной позицией. Поршень дозирующего устройства связан со штоком гидропривода посредством гильзы, в сквозных окнах которой установлены -фигурные вкладыши, западающие лри работе автомата в продольные канавки на поверхности штока.
С целью изменения дозы смазки втулка имеет упор, регулируемый по длине.
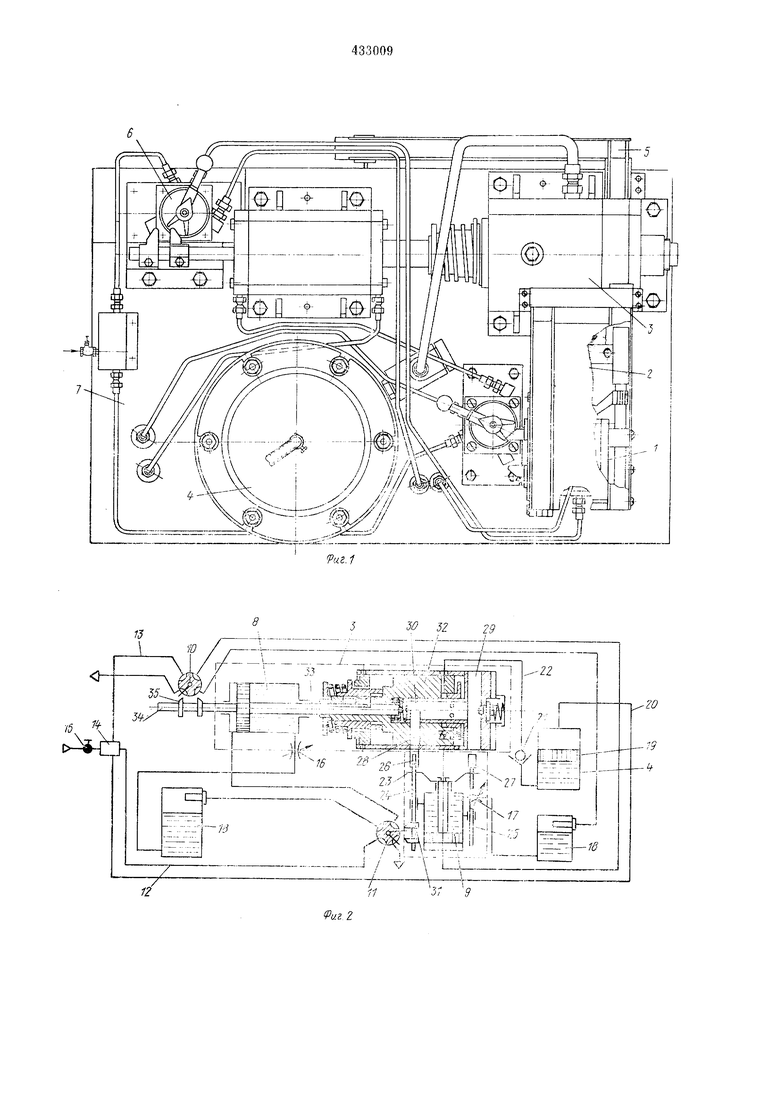
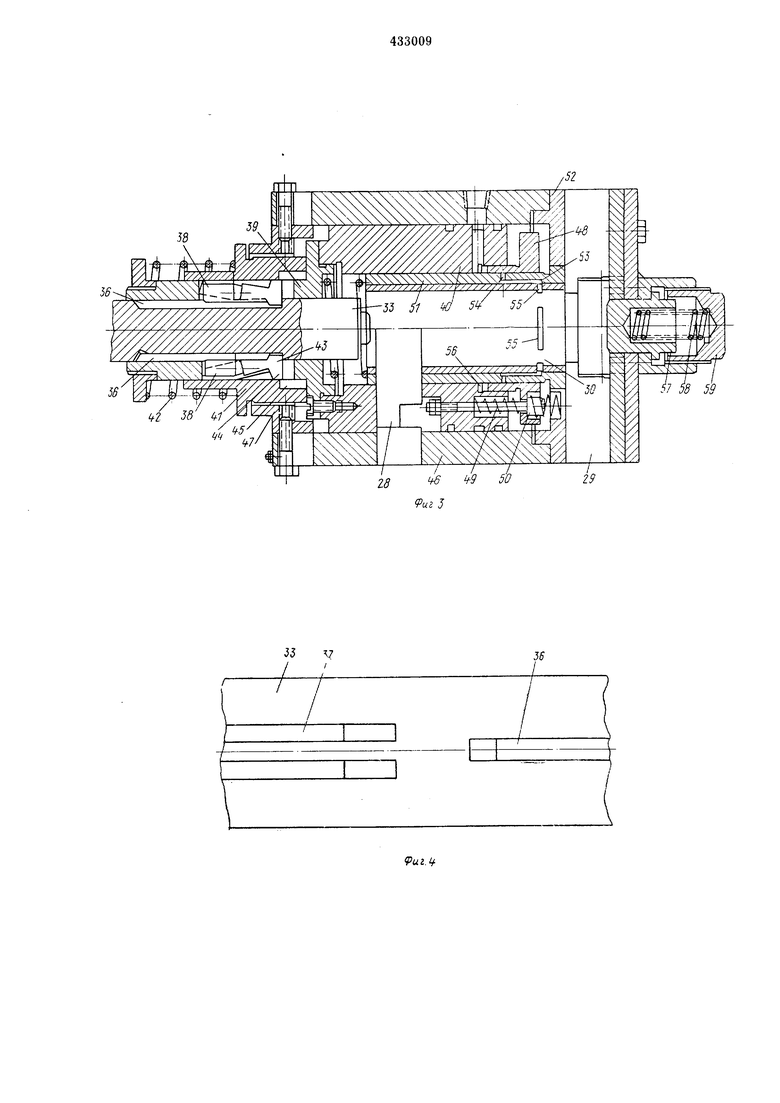
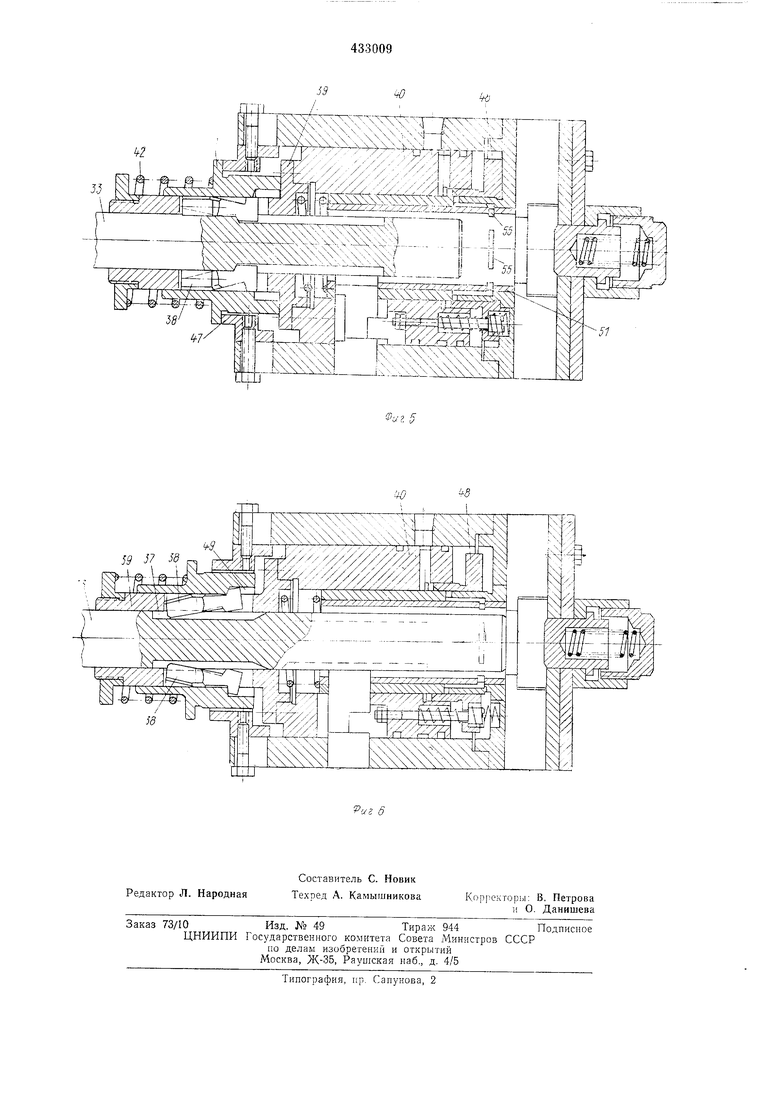
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - пневмогидравлическая схема автомата; на фиг. 3 - дозирующее устройство в исходном положении; на фиг. 4-раоположепие канавок на штоке; на фиг. 5 - дозирующее устройство в момент выдавливания смазки; на фиг. 6 - рабочие органы сборочного мехапизма п дозирующего устройства в
конце процесса сборки.
у втомат содержит механиз1М 1 попарной подачи втулок; магазинный двухручейный питатель 2, расположенный над .механизмом подачи втулок сборочный texaнизм 3; емкость 4 для смазки; приемный бункер 5; систему управления 6 работой пневмо- и гидроцилиндров подающего и сборочного механизмов.
Все механизмы и аппаратура управления
смонтированы на плите 7 стола автомата.
В пневмо-гидросхему автомата (см. фиг. 2) входят цилиндр 8 сборочного механизма, цилиндр 9 механизма попарной подачи втулок, два крана 10 и 11 управле 1ия, которые лредназначены для управления работой цилиндров В и 9 и запитаны от пневмомагистрали с помощью трубопроводов 12 и 13 через распределительную коробку 14, на входе в которую установлен входной кран 15 для запуска автомата в работу.
В цепи трубопроводов на выходе из каждого цилиндра (при их рабочем движении) установлены дроссели 16 и 17 для регулирования скорости работы цилиндров при наладке их взаимодействия, а для создания плавно3
го псремещснпя штоков в цепь каждого ц).линдра включен маслобак 18.
Для .принудительной подачи смазки на рабочую позицию при сборке втулок еоакость 4 снабжена норшнем 19 и соединена с пневл омагистралью автомата трубоафоводом 20. Обратный кланам 21, установленный в цени трубонровода 22, соединяющего емкость 4 и механизм 3, предохраняет от перетекания смазки в обратном нанравленин в момент выдавливания ее в выточки собираемой лабириитной втулки.
Механизм нопарной подачи втулок состоит из ппсв1могидроцилиндра 9 (см. фиг. 2), на выходном штоке которого посажено коромысло 23. По обе сторопы цилиндра 9 расположены толкатели 24 и 25, которые закреплены подвижно для регулировки их перемешения вдоль оеи штока. На рабочих коицах толкатели 24 и 25 имеют полочки, выполненные в виде наконечников 26 и 27, которьимн удерживаются очередные втулки, подаваемые под собственным весом из магазинного нитателя по каналам 28 и 29 в механизм еборки.
Наконечник 26 выполнен па толкат-еле 24 ноднружииенным, что нозволяет поджать втулку к стенке капала 30 еборки в конн,ехода толкателей с целью ее ориентации по этому каналу. На толкателе 24 установлены концевые уноры 31, предиазиаченные для переключения крана 11 управления.
Для регулировки мол1ента нерек.тючепии цилиндра 8 мехапизма сборки упоры 31 могут переставляться вдоль толкателя 24.
Сборочный мехапнзл 3 состоит из нривода, вынолнеиного в виде нпевмогидроцилиндра 8 (см. фиг. 2) и дозируюгцего устройства 32, которые Механически евязаны штоком 33 и расположены на одной оси перпендикулярно к оси движеиия толкателей мехапизма подачи втулок.
Для переключения крана 10 и управлепня цилиндром 9 поршень цилиндра 8 дополнительно снабжен штоком 34, на котором установлены концевые упоры 35.
Шток 33 сборочного механизма имеет продольные канавки 36 и 37, расположенные в шахматном порядке (см. фиг. 4) но три канавки на противоположных сторонах цилиндрической поверхности штока. Механическую с:зязь штока 33с дозирующим устройством осуществляют два вкладыша 38 (см. фиг. 3), свободно вставленные в окна гильзы 39, которая скользяще посажена иа шток 33 и жестко сзязаиа с поршнем 40 дозирующего устройства.
Для предохранения вкладышей 38 от выпадания и для уиравлеиия связью движунияюся щтока 33 с поршнем 40 по наружному диаметру гильзы 39 скользяще посажена втулка 41, которая иодпружинепа к флангу гильзы пружиной 4:2.
Вкладыш 38 представляет собой ступенчатый кулачок с фигурной поверхностью, на одном конце которого имеются выступы 43 и 44. Вы4
clynoM 43 вкладыш входит в ка1швку 36 штока 33, а выступом 44 упирается во внутреннюю поверхность втулки 41. Во втулке 41 выполнена выточка 45, в которую нри совмещении проваливается выступ 44 вкладыша.
Для облегчения занадания вкладыша в канавку 36 и выточку 45 на них вынолнеиы соответствующие скосы. Д.тя надежно установки поршня в исходном ноложепии путем упора выстуна 43 в стенку канавки носледпяя вынолнепа нерпепдикулярио к образуюа ей штока.
Со сторопы njTOKa 33 в корпусе 46 посажен регулируемый упор 47, предназначенный для остановки движения втулки 41 с целью разрыва связи нпока с поршнем 40 нутсчм совмещения выступа 44 с выточкой 45. Внутренняя часть корпуса 46 выполнена в внде цилиндра, где расположен порпдепь 40, а в выточку поршпя скользяще посажена втулка 48, которая удерживается иа определенном расстоянии пружиной 49 и тягой 50. Поршень 40 и втулка 48 нодвижно посажены на наружную поверхность пеподвижпого цилиндра 51, внутри которого проходит собираемая лабиринтная втулка и который неподвижно связан с корнусом 46 через крышку 52, закрепленную па его торце.
Цили1 др 51 выполнен сборньгм. Полость 53 имеет выход на наружную поверхность цилиндра через каналы 54, а внутрь цилиндра - через щели 55. Поршень 40 и втулка 48, находяеь на заданном расстоянии под действием пружины 49, образуют полость 56, объем а оторой равен расчетному количеству выдавливаемой смазки.
Связь полости 56 с каналом 30 сборки осуществляется через каналы 54, нолост) 53 и щели 55.
По оси движеиия лабиринтной втулки собираемого узла с целью фиксирования обхватываемой втулки выполнено фиксирующее уетройетво, состоящее из фиксатора 57, пружины 58 и регулировочной гайки 59.
Приемный бункер 5 (см. фиг. 1) представляет собой склиз, осиоваиие которого выполпено в виде расчетной дуги с целью неревода собранного узла из вертикального иоложекия в горизонтальное н направления его в приготовленную тару.
Запуск автомата производится открытием входного крана 15. Воздух одновременно из распределительной коробки ноступает по трубопроводам па краны 10 и И управления и в емкость 4. Переключатели кранов управления установлены в исходном положении так, что при нуеке воздуха входным крапом 15 поршень сборочного механизма 3 устанавливается в исходное положение, при этом цилиндр механизма подачи втулок включен на рабочий ход.. Втулки лабиринтные, понав в нриемные каналы 28 и 29, досылаются толкателями 24 и 25, движение которых связано со штоком подающего цилиндра 9 механизма подачи 1., и фиксируются в исходном положении сборки деталями 26 и 57, а концевые упоры 31 расположены на толкателе 24 так, что по окончании рабочего хода механизма 1 переключают «раны управления и тем самым включают цилиндр 8 на рабочий ход. Шток 33 подхватывает сориентированную зафиксированную втулку и продвигает ее по каналу 30. При подходе подаваемой втулки к щелям 55 вкладыши 38 западают в канавки 36 штока 33. Движение штока через гильзу 39 передается поршню 40 и втулке 48. Вместе с гильзой 39 и поршнем 40 перемещается и 41, поджатая пружиной 42 к буртику гильзы 39. Втулка 48, дойдя до упора, останавливается, открывая канал, связывающий щели 55 с полостью 56, которая в свою очередь соединена через отверстие и трубопроводы с емкостью 4, подающей смазку под давлением через обратный клапан 21. Но так как поршень 40 продолжает движение, то смазка, находящаяся в полости 56, выдавливается через «анал 54, полость 53 и щели 55 внутрь цилиндра 51 в выемки лабиринтной втулки в расчетном количестве, которое определяет упор 47. Последний в определенный момент движения штока 33 останавливает перемещение свободно посаженной на него втулки 41. В этот момент вкладыши 38 мгновенно проваливаются в выточку 45, разъединяя гильзу 39 и поршень 40 со штоком 33, который, продолжая движение, досылает лабиринтную втулку со смазкой во вторую втулку, зафиксированную фиксатором 57 в канале 29. Поршень 40, получив свободу, отходит под воздействием пружин в исходное положение. после чего происходит наполнение полости 56 смазкой для очередного цикла. Дойдя в крайнее рабочее положение, шток 33 посредством крана 10 управления и концевого упора 35, расположенного на Н1токе, включает отход в исходное положение штока механизма 1, а тот - отход штока сборочного механизма 3. Так как путь механизма подачи втулок короче, то механизм останавливается в исходном положении раньше сборочного. За это время в приемный канал поступают новые детали. Когда шток собирающего механизма придет в исходное положение, включается рабочий ход механизма подачи втулок. Цикл повторяется. Прервать работу автомата можно путем перекрытия воздуха краном 15. Вновь поступающая деталь по каналу 29 выталкивает собранный узел на выход к приемному бункеру 5. Предмет изобретен и я 1.Автомат для сборки и смазки втулок лабиринтных, снабженный механизмом подачи втулок, сборочным механнзмом, связанным с дозирующим смазку устройством, и пневмогидравлической системой управления, отличающийся тем. что, с целью обеспечения точной дозировки смазки, дозирующее устройство смонтировано в корнусе сборочного механизма соосно iHTOKy его |Гидропривода и выполнено в виде подвижных друг относительно друга поршня и втулки, образующих замкнут}ю ко,1ьцевую полость пол смазку, связанную отверстиями в поршне и втулке с источником с газки п со сборочной позицией, причем поршень дозирующего устройства связан со П1ТОКОМ гидропривода посредством гильзы, в сквозных окнах которой установлены фигурные вкладьппн, западающие при работе атзтомата в продольные канавки на поверхности штока. 2.Автомат поп. 1. о т л и ч а ю щ и и с я тем, что. с целью пз :снепия дозы смазки, втулка имеет упор, регулируемый по длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСОС БУРОВОЙ ТРЕХПОРШНЕВОЙ ОДНОСТОРОННЕГО ДЕЙСТВИЯ | 2020 |
|
RU2739103C1 |
| Импульсный податчик бурового инструмента | 2015 |
|
RU2620657C1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Автомат для сборки игольчатых подшипников карданного типа | 1990 |
|
SU1712698A2 |
| Шпиндельная бабка горизонтально-расточного станка | 1990 |
|
SU1710197A1 |
| ТОПЛИВНЫЙ НАСОС | 1972 |
|
SU333283A1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1992 |
|
RU2021909C1 |
| РОТОРНЫЙ ДВИГАТЕЛЬ ВНЕШНЕГО И ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2202701C2 |
| Система фиксации элементов конструкций, преимущественно ступеней ракет | 2024 |
|
RU2839837C1 |
LiTHJ
IP
i I
SG 52 1 0--I I M : gj ф, 4 -r5;,- -r: : -f;fd -i- i-i;Г ГГ- 11 V /1V-27L
35 V
56
