В основном авторском свидетельстве №41676 описана пресс-форма для изготовления из пластических масс фасонных частей труб, угольников и т.п., которая имеет один или два вертикальных пунсона и один или два горизонтальных. Из этих пунсонов два горизонтальных и нижний вертикальный установлены в матрице неподвижно в нужном положении, а верхний вертикальный пунсон, соединенный с верхней подвижной плитой пресса, производит самое прессование Для удаления горизонтальных пунсонов из матрицы перед разборкой формы и вынимания из нее готового изделия применены стаканы, снабженные отверстиями для ввода винтов, входящих в нарезное отверстие пунсонов.
Предлагаемая пресс-форма состоит из тех же основных деталей, но с целью придания внутреннему каналу и торцам, например катушки, ровной и полированной поверхности, пунсоны помимо горизонтальных возвратно-поступательных перемещений получают еще и вращательное движение от главного вала станка.
Станок служит для работы по прессовке швейных катушек из пластических масс.
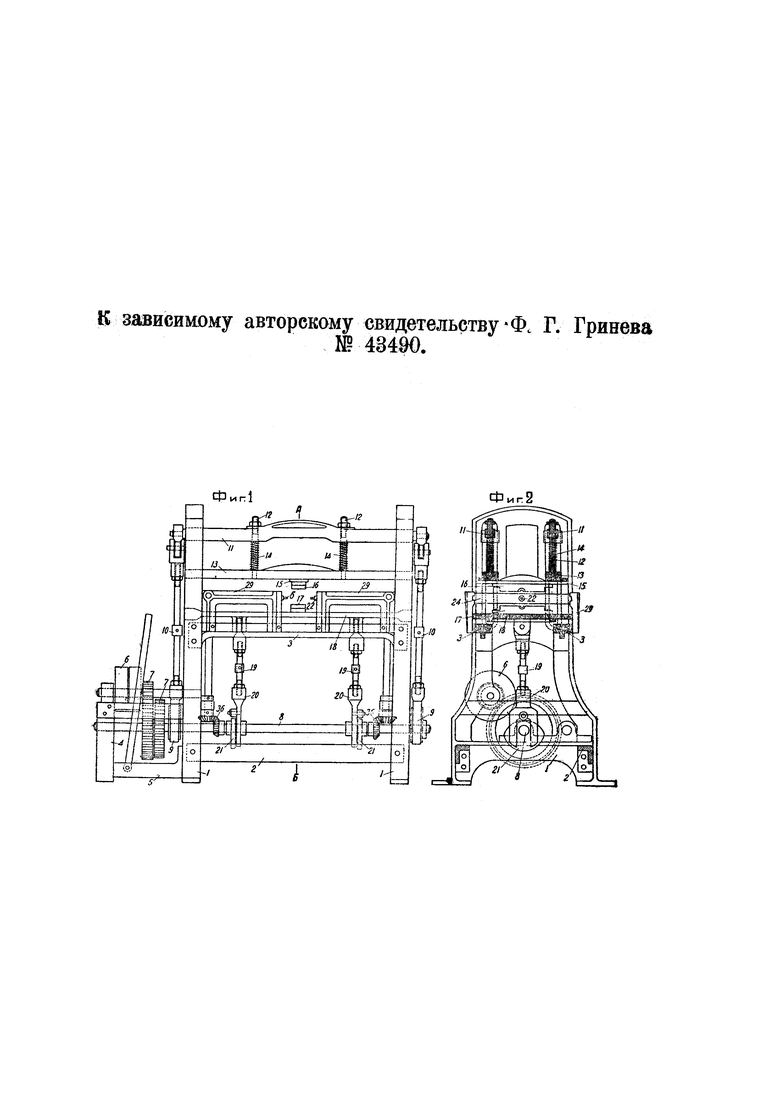
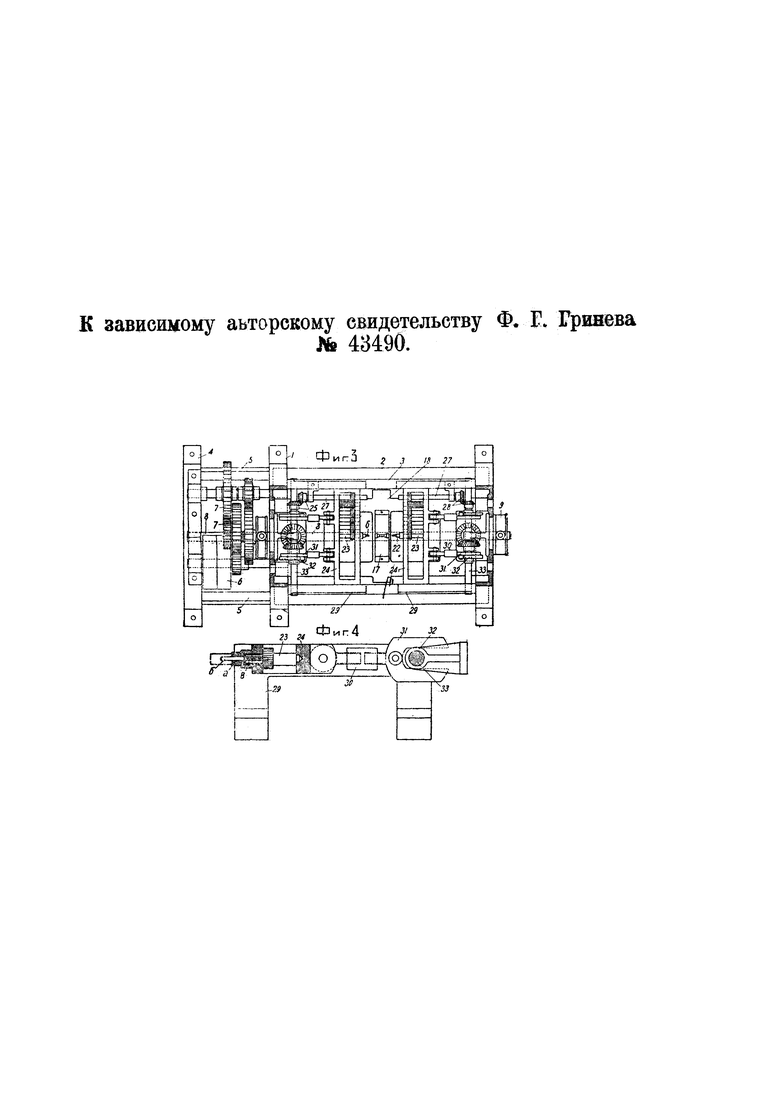
На фиг. 1 показан вид станка спереди; на фиг. 2 - вид станка в разрезе по АБ на фиг. 1; на фиг. 3 - вид сверху; на фиг. 4 - вид боковых штампов.
Станок состоит из станин 1, 1, которые скреплены между собою брусьями 2 и 3 (нижними и верхними). Слева у станка показана передача, состоящая из дополнительной стойки 4, прикрепленной к станине при помощи брусьев 5, шкивов 6 и зубчатых передач 7.
На расположенном в станине главном валу 8 насажены эксцентрики 9, соединяющиеся при помощи тяг 10 с верхними брусьями 11. На этих последних при помощи специальных штоков 12 укреплены вторые брусья 13, которые вместе с верхними брусьями 11 составляют одно целое и движутся по пазам, имеющимся в станине. На штоках 12 насажены спиральные пружины 14. С нижней стороны брусьев 13 к прикрепленному поперечному брусу 15 привертывается половина матрицы 16; вторая же половина матрицы 17 привернута к площадке 18, которая так же, как и верхние брусья, движется по пазам станины. Площадка 18 при помощи тяг 19 и вилки 20 сочленена с главным валом 8 и работает от кулачка 21. По ту и другую стороны матрицы на станке горизонтально расположены пунсоны 22. Штампы насажены на штоки 23 (фиг. 3 и 4), которые укреплены в подвижной раме 24 (фиг. 2 и 4) и приводятся во вращение при помощи зубчаток 25, вала 27 и конических зубчаток 28. Рама 24 посажена в пазы боковых кронштейнов 29 и получает движение посредством тяг 30 и вилок 31 от кулачка 32, посаженного на вал 33, сочлененный при помощи конических зубчаток 36 с главным валом. Пунсон состоит из основания а, штока б и пружинки в. При разомкнутой матрице, когда одна половинка ее находится наверху, а вторая внизу, в углубление нижней матрицы 17 (фиг. 1 и 2), которая составляет половину объема будущей катушки, при помощи ли специального подавателя или просто вручную вкладывается пластическая масса, имеющая форму колбаски, нарезанной определенной длины и диаметром не больше диаметра шейки матрицы. После закладки колбаски в матрицу как нижняя, так и верхняя половинки матрицы под действием работы главного вала 8 и при посредстве передач сомкнут матрицу. При этом излишний ход эксцентриков 9 компенсируется сжатием пружин 14, сидящих на штоках 12. Штоки 12 в нижних брусьях закреплены наглухо, а через отверстие верхних 11 проходят свободно. После того, как матрица сомкнулась, с той и другой стороны входят штампы и спрессовывают находящуюся массу и матрицу, придавая ей ту форму, которую имеет матрица. При входе штампов в матрицу имеющиеся штоки б встретятся и один из них, несущий пружинку (второй шток пружинки не имеет и закреплен наглухо), несколько подается назад. Эта подача штока делается для той цели, чтобы в отверстии катушки не оставалась заусеница, так как при расходе штампов шток, занимая свое первоначальное положение, счистит могущую образоваться заусеницу. Когда катушка спрессована, штампы немного расходятся, не выходя совсем из матрицы. После этого начинает расходиться матрица. Спрессованная катушка останется висеть на штоках штампов и, если имеется специальный конвейер, то при окончательном расходе штампов катушка попадет на конвейер, а если конвейера нет, то в гнездо матрицы, откуда вынимается руками, после чего процесс повторяется. Боковые штампы показаны вращающимися. Это сделано для того, чтобы придать большую глянцевитость торцам катушки и гарантировать штамп от загрязнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для прессования швейных катушек из пластмассы | 1935 |
|
SU49185A1 |
| Машина для отбраковки и маркировки швейных ниток | 1933 |
|
SU36250A1 |
| Мотальная машина для крестовой намотки швейных и т.п. ниток на бумажные гильзы | 1931 |
|
SU26949A1 |
| Приспособление для подведения уточной нити к зацепкам вводящих стержней ткацких станков | 1929 |
|
SU36293A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Пресс для формования изделий из пластмасс | 1936 |
|
SU51633A1 |
| Машина для намотки вышивальной пряжи в мотки | 1934 |
|
SU44163A1 |
| Машина для упаковки катушек с нитками | 1928 |
|
SU25091A1 |
| Машина для изготовления бумажных коробок и последующей упаковки в них катушек с нитками | 1926 |
|
SU30064A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
Видоизменение пресс-формы по авторскому свидетельству №41676, отличающееся тем, что, с целью придания внутреннему каналу и торцам, например катушки, ровной, и полированной поверхности, пунсоны 22, помимо горизонтальных возвратно-поступательных перемещений, получают еще и вращательное движение от главного вала станка.
