Для формования из пластических масс изделий со сквозными боковыми отверстиями применяются прессы,снабженные дополнительными пунсонами, входящими в матрицу с боков, перпендикулярно коси основного пунсона.
В предлагаемом прессе, относящемся к указанному типу прессов, с целью перемещения дополнительных пунсонов, хвостовики их выполнены в виде зубчать1Х реек, сцепляющихся с зубчатыми колесами, приводимыми во вращение также зубчатыми рейками; последние получают возвратно - поступательное движение от эксцентриков Вольфа.
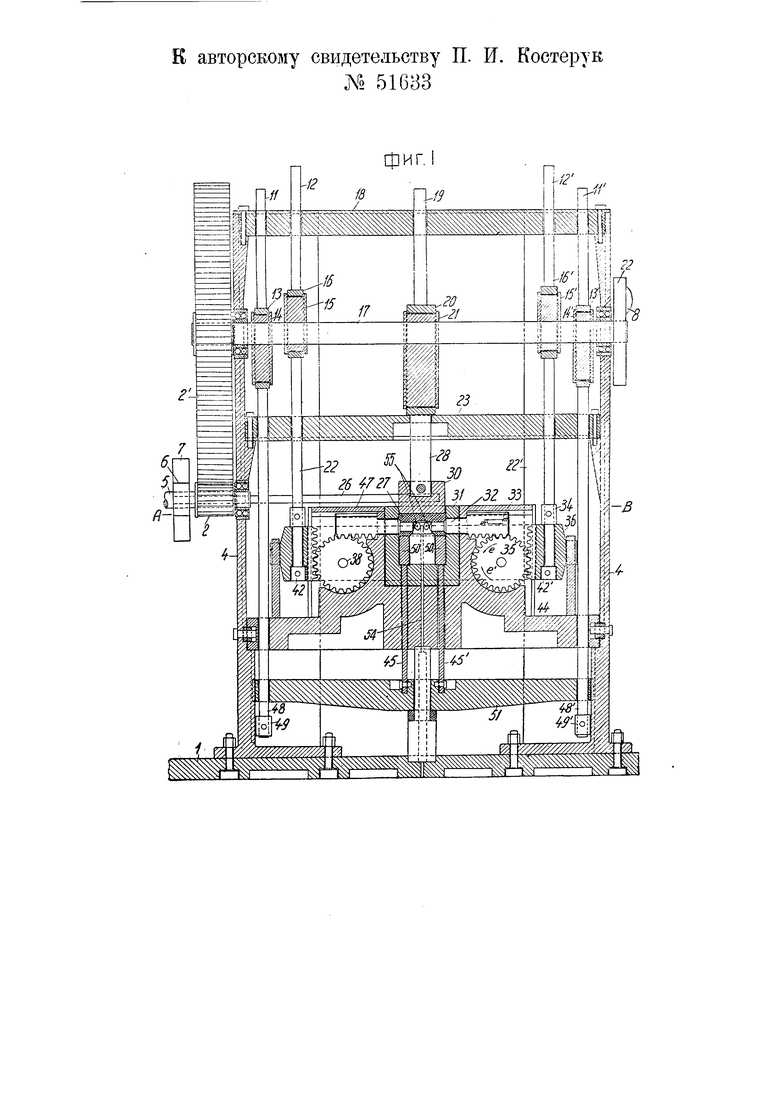
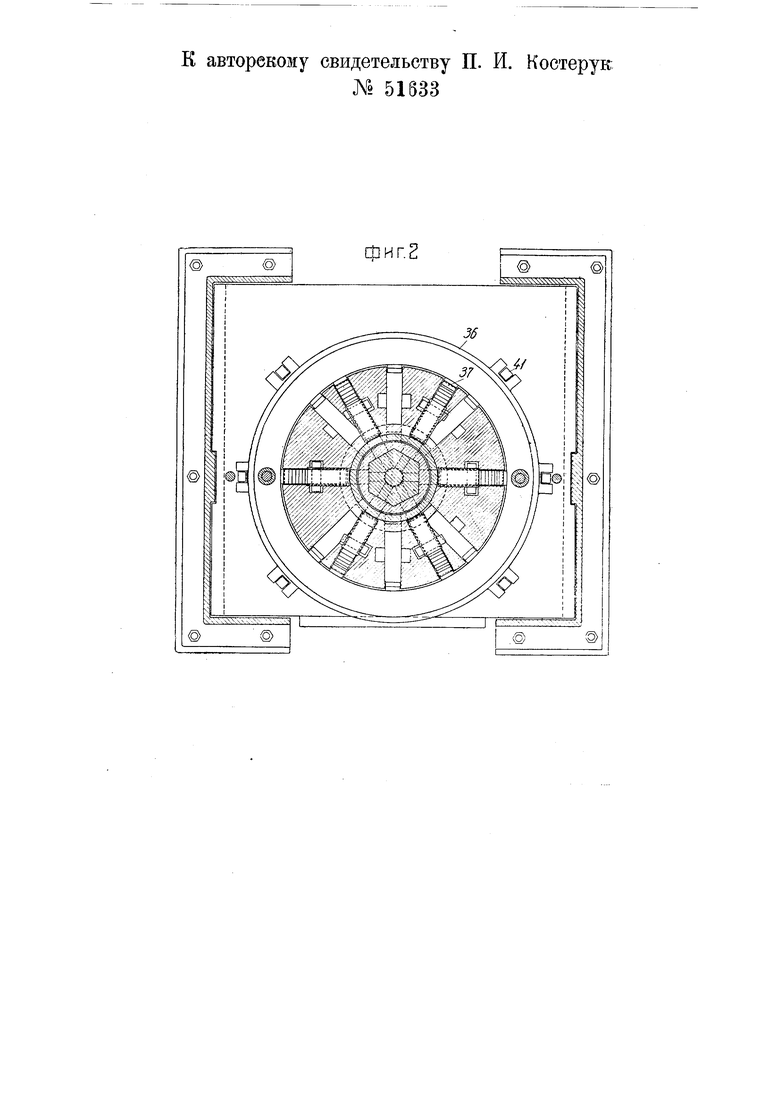
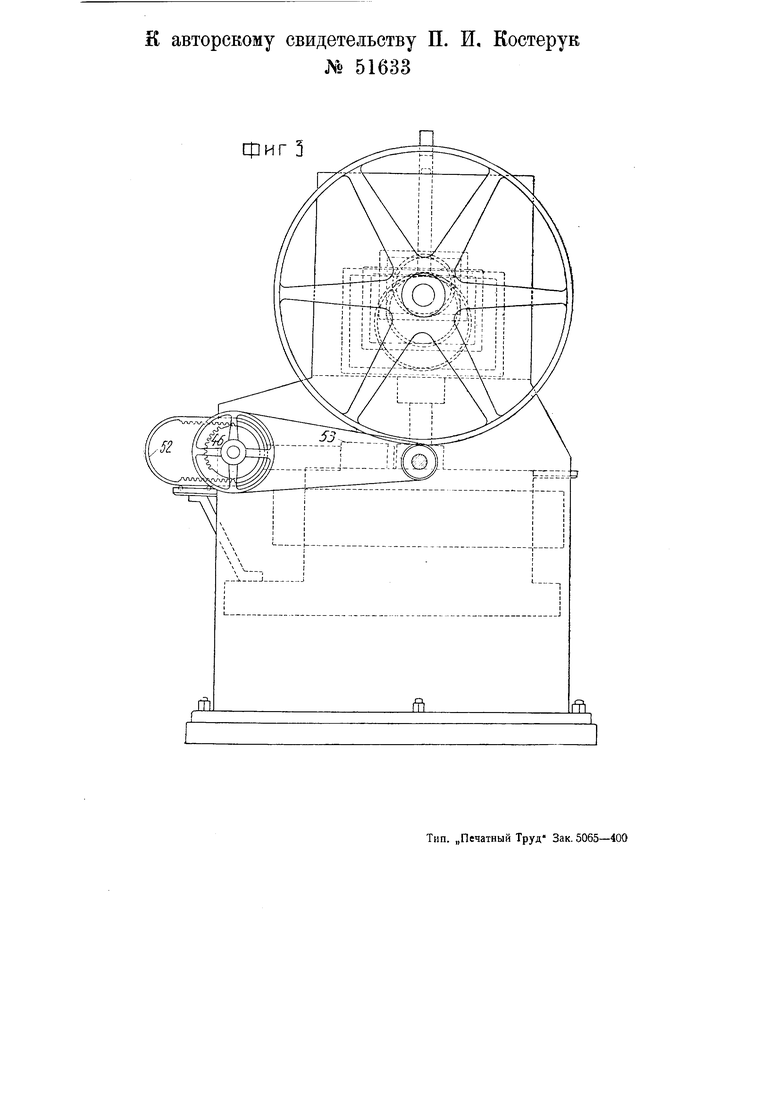
На чертеже фиг. 1 изображает вертикальный разрез пресса; фиг. 2-разрез по АВ на фиг. 1; фиг. 3-вид сбоку.
К металлической плите 1, лежащей на бетонном основании, прикреплена болтами металлическая станина 4, в которой помещен вал 5, приводимый во вращение электродвигателем.
Вращение вала 5 (120 оборотов в минуту) через зубчатки 2 и 2 передается валу 77 (12 оборотами в минуту), который приводит во вращение пять закрепленных на нем круглых синусоидальных эксцентриков Вольфа 14, 15, 21, 75, 14. Эти эксцентрики вращаются в амплитудно-колеблющихся рамках 13, 16, 20, 16, 13 (фиг. 1 и 2). К этим рамкам в верхней и нижней части наглухо прикреплены штоки 77, 72, 79, 72, 77. При вращении эксцентриков рамки опускаются и поднимаются на величину удвоенного эксцентриситета эксцентрика, т. е. на величину, составляющую полную амплитуду колебаний рамки, а штоки 77, 72, 19, 12, 11 тоже движутся то вниз, то вверх в направляющих пазах, сделанных в балках 18 и 23. При равномерном вращении вала 17 скорость вертикального перемещения рамки периодически меняется в течение каждого оборота вала по закону синусов.
Эксцентрик Вольфа сообщает рамке гармонически колебательное движение вверх и вниз с двумя перерывами в течение полного оборота эксцентрикового вала 77, на другом конце которого закреплен маховик с грузом 8. При вращении эксцентрикового вала 77 эксцентрик 27 поднимает и опускает прикрепленный к рамке 20 шток 28, на конце которого прикреплен прессующий штемпель 30. Эксцентрики 75, 75 штоками 22, 22, прикрепленными к рамкам 75, 16 и на конце несущими муфты 42, 42, поднимают и опускают
.диск 56 по шести направляющим стойкам 4J (фиг. 2). По внутренней окружности диска 36 сделаны двенадцать зубчатых реек 37, зацепляющихся за зубчатки 35, которые помещаются на валиках 38 в теле станины 44. Эти зубчатки 35 зацепляют зубьями хвостовики 33 боковых пунсонов 32, имеющие в нижней части зубья. Таким образом, при движении диска 36 вверх зубчатки 35 вращаются по стрелке ей передвигают хвостовики 5J по стрелке ж.
Керамическая масса 27 в форме 31 прессуется щтемпелем 30, одновременно в ней круглыми пунсонами 32 пробиваются отверстия, которых обычно бывает в розетках от четырех до восьми. При движении диска 36 вниз зубчатки 55, вращаясь по стрелке е , передвигают пунсоны 32 по стрелке м , оставляя в массе 27 точного размера отверстия, причем пунсоны 52 вынимаются из формы 5/ ранее, нежели поднимается штемпель 30. Для того, чтобы масса не прилипала к штемпелю 30, последний нагревается паром или электротоком до 80-90.
При вращении вала /7 эксцентрики J4, 14 штоками 48, 48, на конце которых прикреплены сменные муфты 49, 49, поднимают плиту 57, движущуюся своими концами по направляющим выступам, сделанным в станине 4. На плите 51 укреплены стойки-толкачи 45, 45, которые головками 50, 50 выталкивают на горизонтальный гладкий стол 47 пресса готовые отформованные изделия. Сбоку станины установлен механизм, проталкивающий готовое отпрессованное изделие (напр., розетку) из-под штемпеля.
Для этой цели на валу 5, вращаемом через редуктор или через червяк электродвигателем, насажен шкив 6, который приводит во вращение шкив 7 валика 26. На последнем закреплена непол.нозубая зубчатка 46 (фиг. 3), зацепляющаяся своими зубьями за зубья штанги 52 и перемещающая ее и бездонную коробку 55. При передвижении штангой 52 коробки 55 в том и другом направлении в форму подается масса, и одновременно этой же коробкой по гладкому горизонтальному столу 47 готовое изделие передвигается вперед на 30 см, откуда вручную готовые изделия складываются на транспортер для направление в сушилки или обжигательные печи.
Для выхода воздуха, находящегося внутри массы, в головке имеются отверстия 55 с диаметром, меньшим диаметра частиц материала. Этими отверстиями воздух выходит в атмосферу через канал 54.
Предмет изобретения.
Пресс для формования изделий из пластмасс с Г применением дополнительных пунсонов, входящих с боков внутрь прессформы в плоскости, перпендикулярной к оси основного пунсона, отличающийся тем, что для сообщения движения дополнительным пунсонам хвостовики их выполнены в виде зубчатых реек, сцепленных с зубчатыми колесами, получающими вращение от зубчатых же реек, которым сообщается возвратно-поступательное движение, напр., при помощи эксцентриков.
к авторскому свидетельству П. И. Костерук
jYo 51633
к авторскому свидетельству П. И. Костерук
№ 51833
ИГ.2
S авторскому свидетельству П. И, Костерук
JSs 51633
фиг 3
