1
Изобретение относится к промышленности строительных материалов, в частности, к изготовлению формуемых изделий из бетона, Згипса, пластмассы, железобетона и других материалов, например сборного железобетона.
Известна форма для изготовления изделий с рельефным рисунком, включающая поддон, продольные и поперечные борта, и матрицу с рельефным рисунком на рабочей поверхности.
Недостатком известной формы является необходимость применения для каждого вида рисунка своей отдельной матрицы.
Цель изобретения - обеспечение возможности изготовления изделий с различными рельефными рисунками без замены матрицы.
Это достигается тем, что в предлагаемой форме матраца выполнена наборной из объемных элементов, например, кубической формы, каждая сторона которых имеет определенные рельефные рисунки.
Кроме того, элементы матрицы выполнены из полимерных материалов, например диановых эпоксидных €мол, отвержденных 5-10%ным раствором трисульфидпиперидина в 1пиперидине, и наполнены теплопроводящими материалами, например, смесью графита и алюминиевого порошка.
Для облегчения получения изделий на составной матрице в конструкцию формы включена перегородка - диафрагма, устанавливаемая между формуемой массой и матрицей, выполненная из полимерного материала. Помимо основного назначения - герметизации формы, перегородка выполняет роль антиадгезионного разделителя, что позволяет отказаться полностью от разовой смазки матрицы различными маслами или эмульсиями и повысить качество изделий и их заводскую готовность. Таким свойством обладают, например, полипропиленовая пленка толщиной 50-100 мкм или полиэтиленовая, предварительно облученная гамма-лучамн.
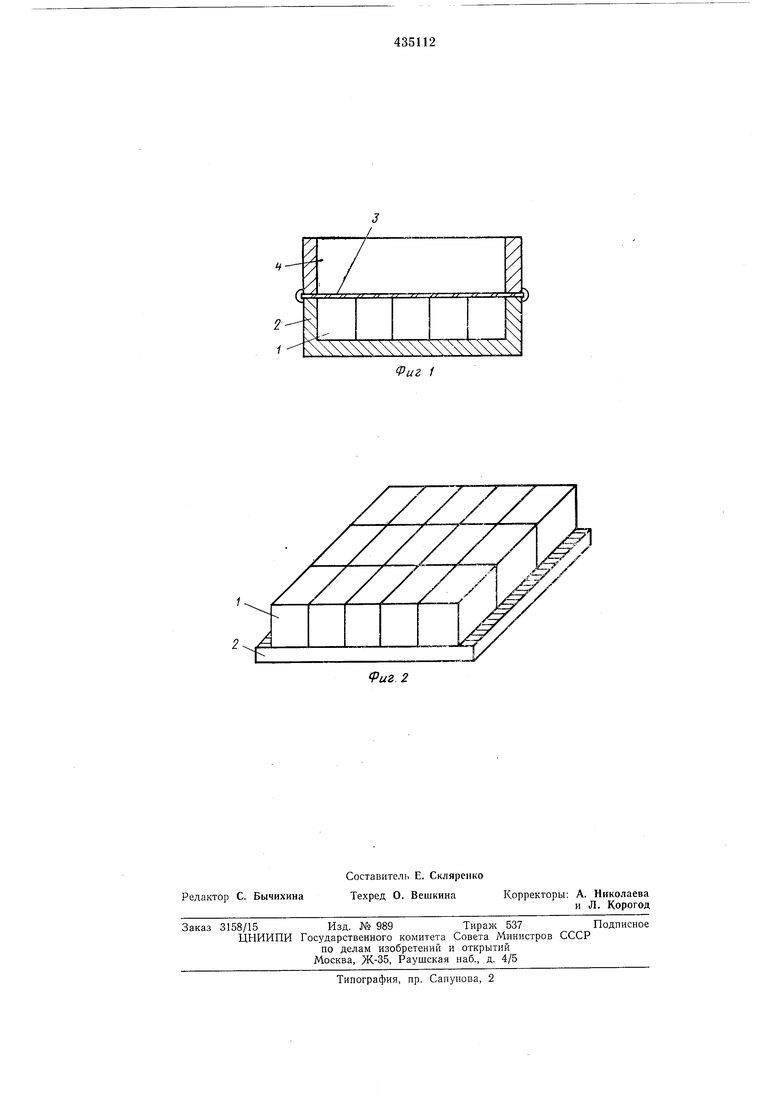
На фиг. 1 изображена конструкция предлагаемой формы; на фиг. 2 представлен общий вид матрицы, составленной из кубических элементов.
Форма включает отдельный элемент 1 составной матрицы, 1ПОДДОН 2 фор1мы, перегородку-диафрагму 3, борт 4.
Матрица установлена на поддоне 2 формы. Отдельные элементы матрицы, например, кубической формы 1, стороны которых имеют рельефный рисунок, позволяют при соответствующей их перестановке образовывать новый или заранее составленный общий рисунок всей матрицы, передаваемый на изделие. Перегородка-диафрагма накладывается на элементы
матрицы (их рабочую поверхность), и укрепляется поверхность закрытых бортов.
Борта формы и ноддон изготавливаются, налример, из листовой стали марки СТЗ.
Первоначально соответствующей установкой отдельных элементов матрицы на поддоне путем смены положения элементов, их поворота на соответствующую сторону или грань или сдвига по отнощению один к другому по вертикали подбирается нужный рисунок матрицы для данной серии изделий. С изменением серии рисунок изменяется аналогичным способом.
Затем на составленные элементы матрицы на их рабочие поверхности :при данном рисунке устанавливается пленочная перегородкадиафрагма при открытых бортах формы, борта закрываются, и перегородка-диафрагма своими краями по периферии зажимается между стенками поддона и бортов. Для этого пленка должна иметь соответствующие размеры.
Форма готова ;к забивке формуемой массой, .которая помещается между бортами и перегородкой-диафрагмой. Предварительно в форму может устанавливаться арматура.
Под тяжестью формуемой массы перегородка вместе с массой заполняет полость рельефного рисунка. После затвердения массы рисунок останется на изделии.
При тепловой обработке формуемой массы через стенки формы элементы матрицы с минимальными потерями передают тепло от теплоносителя к массе.
Антиадгезионпая перегородка-диафрагма предотвращает необходимость применения разовых смазок для облегчения распалубки формы, улучшает условия труда и повышает качество изделий. Их заводскую готовность.
Отдельные элементы матрицы целесообразно изготовлять в случае тепловой обработки формуемой массы при температуре выше 40°С и получать высокодолговечные элементы из вышеуказанного эпоксидного состава.
Применяемые для этих целей известные эпоксидные композиции, Содержащие в большом количестве пластификаторы, а также резины, имеют низкую теплостойкость. При разогреве такие элементы матрицы значительно снижают свою механическую прочность, что
вызывает большие деформации рисунка, низкую долговечность, снижение качества изделий.
Элементы матрицы - наиболее ответственные детали формы,-могут изготавливаться из рекомендованного выше состава, например, по следующей технологии. На модель, выполненную, например, из гипса, наносят разделительный слой силикатового вазелина. Затем
на него наносят шпателем предварительно подготовленную эпоксидную композицию так, чтобы композиция перекрыла высоту рельефного рисунка модели на 1-2 мм. Конструкция модели зависит от формы изготавливаемого элемента. Так, для кубического элемента модель имеет шесть стенок - четыре боковых, днище и верхушку. После нанесения на эти элементы полимерной композиции так, как это указывалось выше, модель
соединяется, образуя четырьмя стенками и днишем прострапство, которое заливается композицией указанной рецептуры. Затем монтируется верхушка модели. Элементы матрицы отверждаются 2,5-3,0 час при 150-200°С.
Далее модель разбирается, и получают готовый с рельефным рисунком элемент.
Предмет изобретения
Форма для изготовления изделий с рельефным рисунком, включающая поддон, продольные .и поперечные борта и матрицу с рельефным рисунком на рабочей поверхности, отличающаяся тем, что, € целью обеопечения возможности изготовления изделий с различными рельефными рисунками без замены матрицы, последняя выполнена наборной из объемных элементов, например, кубической формы, каждая сторона которых имеет определенные рисунки.
2. Форма по п. 1, отличающаяся тем, что, с целью повышения качества изделий, элементы матрицы выполнены из полимерных материалов, например, диаповых эпоксидных
смол, отвержденных 5-10%-ным раствором трисульфидпиперидина в пиперидине, и наполнены теплопроводящими материалами, например, смесью графита и алюминиевого порощка.
/
/
Ф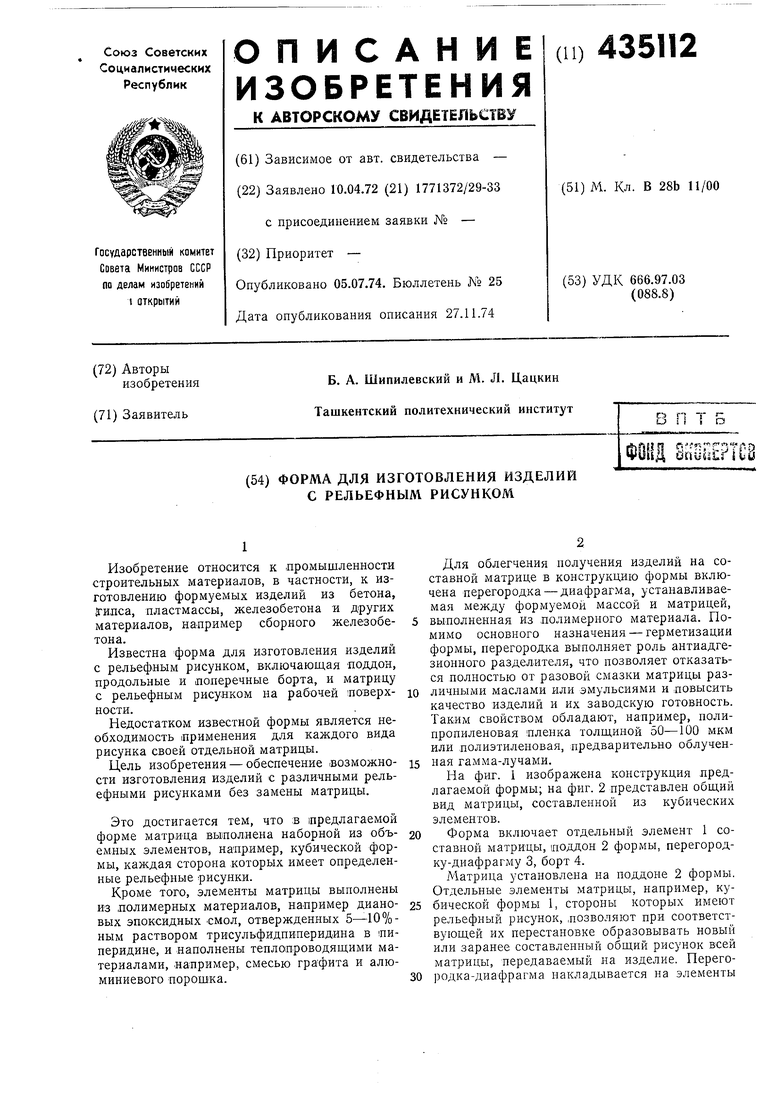
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и термообработки изделий с рельефным рисунком | 1980 |
|
SU885031A1 |
| Форма для изготовления изделий с рельефным рисунком | 1977 |
|
SU659387A2 |
| Матрица для формования бетонных изделий | 1981 |
|
SU992201A1 |
| Форма для изготовления изделий с рельефным рисунком | 1978 |
|
SU653114A2 |
| Форма для изготовления стеновыхпАНЕлЕй C дЕКОРАТиВНыМ ОТдЕлОчНыМСлОЕМ | 1979 |
|
SU808311A1 |
| Форма для изготовления изделий с рельефным рисунком | 1979 |
|
SU903120A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087308C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082605C1 |
| Матрица для изготовления строительныхиздЕлий C РЕльЕфНыМ РиСуНКОМ | 1979 |
|
SU841983A1 |
| Форма для изготовления изделий с рельефным рисунком | 1979 |
|
SU905098A2 |