1
Изобретение относится к способам получения изделий, преимущественно рельефных матриц с магнитными свойствами, предназначенных для производства изделий из формуемых материалов, т. е. гипСа, бетона, железобетона, пластмассы и др.
Известна матрица для изготовления строительных изделий с рельефным рисунком, включающая основной полимерный слой, армированный углеграфитовой тканью, содержащий следующие компоненты, вес. ч.: смола диановая эпоксидная ЭД-5 100, смола эпоксидная алифатическая ТЭГ-1 20-40; кремнийорганический лак К-55 10-20; рубленное углеграфитовое волокно длиной 5-20 мм 50-70; алюминиевая пудра 80-100; полиэтиленполиамина 14-16 и, кроме того, матрица включает антиадгезионный слой, содержащий следующие компоненты, вес. ч.: смола диановая эпоксидная ЭД-6 100; смола эпоксидная алифатическая ТЭГ-1 20-40; кремнийорганический лак К-55 10-20; коллоидно-графитовый препарат С-Г 30-50; полиэтиленолиамин 15- 18 1.
Известная матрица позволяет получать высокое качество поверхности формуемых
2
креплений, но требует дополнительных работ по закреплению ее в форме.
Наиболее близкой к предлагаемой является матрица для формования бетонных изделий, содержащая наружный полимерный слой и постоянный магнит, выполненный в виде рещетки. На которой закреплено рещетчатое эластичное основание 2.
Недостатками известного способа являются недостаточно прочное крепление матриц к поддону форм из ферромагнитных
10 материалов, сложность, невозможность изготовления матриц различных типоразмеров при использовании одинаковой напряженности магнитного поля.
Цель изобретения - повыщение надеж15 ности крепления матрицы.
Указанная цель достигается тем, что матрица для формования бетонных изАелий, содержащая наружный полимерный йлой и постоянный магнит, выполненный в виде рещетки, на котором закреплено рещетчатое эластичное основание, снабжена внутренним ферромагнитным слоем, в котором размещен постоянный магнит.
Предлагаемая матрица включает постоянный магнит, состоящий из рещетчатого постоянного магнита и ферритового наполнителя, заполняющего ячейки решетки, слой матрицы, примыкающий к ней, и слой матрицы между решетчатыми постоянными магнитами.
Матрица изготавливается следующим образом.
Решетчатый постоянный магнит устанавливается йа дно или крышку формы для изготовления матриц и в форму заливается композиция, содержащая ферритовый наполнитель. Под действием магнитного поля решетчатого постоянного магнита ферритовый наполнитель до достижения композицией точки гелеобразования движется в направлении магнитного поля рещетки, заходит в ячейки решетки и в слой матрицы в непосредственной близости от решетки, чем усиливает общую напряженность магнитного поля. После отвердевания композиции при термообработке получается магнитная матрица с повышенными магнитными свойствами. В зависимости от типоразмера матриц и их конфигурации в композицию вводится определенное число решетчатых постоянных магнитов, причем эти магниты устанавливаются на некотором расстоянии друг от друга с тем, чтобы ферритовый наполнитель заходил в часть матрицы между ними, также усиливая, напряженность общего магнитного поля.
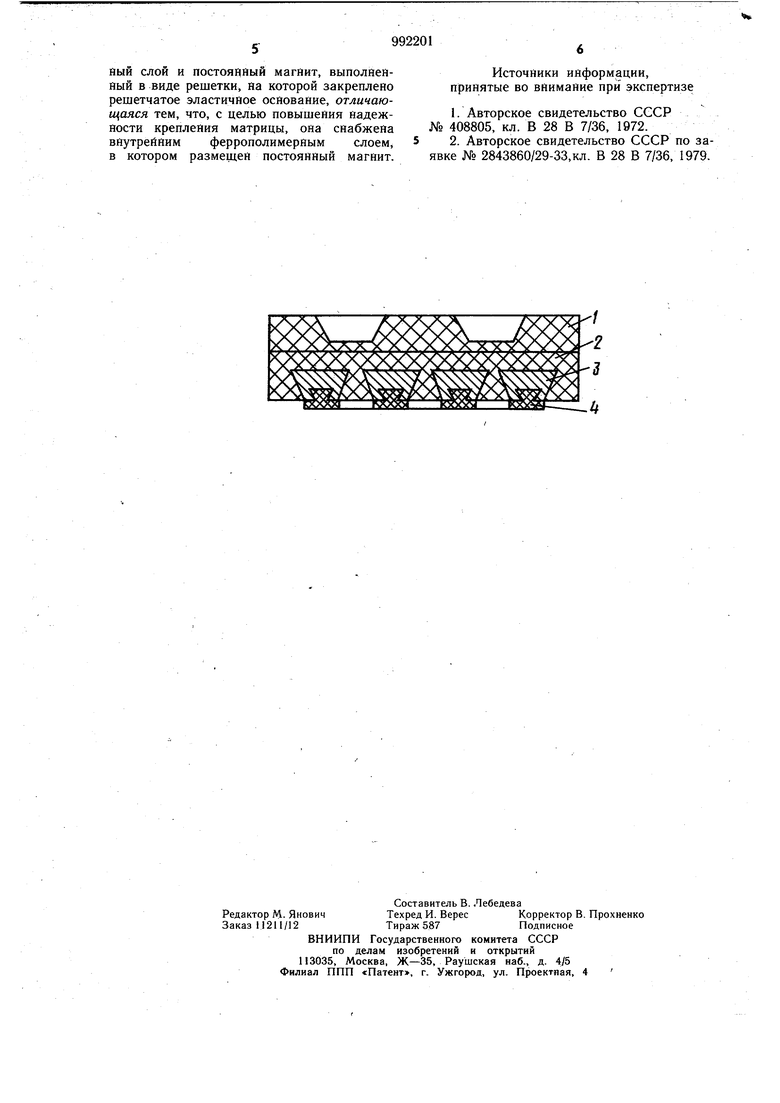
На чертеже показана предлагаемая матрица, разрез.
Матрица состоит из двух частей - верхней, наполненной графитом 1, и нижней. Наполненной ферритовым наполнителем 2. К нижней части матрицы 2 в процессе изготовления матрицы крепится решетчатый постоянный магнит 3 составной конструкции, имеющей трапецеидальную форму для предотвращения вырывания магнита из тела матрицы. К нижней части решетчатого постоянного магнита крепится эластичная прокладка 4, также решетчатой формы, предназначенная для предотвращения сильных виброударных или других нагрузок при получении в оснастке с такими матрицами изделий из формуемых материалов: гипса, бетона, железобетона, пластмассы и других. Эта прокладка крепится сразу же после изготовления матриц.
Пример. Для производства строительных бетонных изделий изготавливают матрицы четырех различных типоразмеров: 250-250 мм - гладкая сплошная; 500 X 250 мм - рельефная сплошная; 500Х X 500 Мм - рельефная с отверстием посередине; 500 X 500 мм - рельефная с отверстием сбоку. Типоразмер 1 предназначается для изготовления бетонных изделий, подобных торцовой панели дома, типоразмер 2 - также торцовой, но другого размера, 3 - панели с окном, 4 - панели ограждения
лоджий. Матрицы изготавливают следующим образом. На гипсовую модель с рельефным рисунком (в случае изготовления рельефных матриц) или в металлическую форму (в случае изготовления гладких матриц) наносят полимерную композицию следующего состава, мае. ч.:
Эпоксидная диановая смола ЭД-16100
Пластификатор - дибутилфталат25
Отвердитель - 5%-ный раствор трисульфидпиперидина в пиперидине15
Графит ГС-120
Железный порошок ГОСТ 9849-6730
Форму с моделью и залитой композицией закрывают массивной крышкой, на нижней поверхности которой устанавливают определенное число решетчатых постоянных магнитов, зависящее от типоразмера изделий. В случае изготовления гладких матриц помимо магнитов в форму ничего не вводят, а в случае изготовления матриц с отверстием и рельефных в форму вводят рельефообразователи и пустотообразователи. Решетчатые постоянные магниты устанавливают в комозицию на некотором расстоянии друг от друга. Решетчатые постоянные магниты имеют на обеих своих сторонах трапецеидальные выступы и пазы: выступы - для крепления их к матрице, пазы - для крепления к матрице эластичных прокладок. После установки крышки формы с решетчатым постоянны.м магнитом осуществляют отверждение композиции по следующему режиму: температура 100°С, время б ч. При таких условиях точка гелеобразования достигается после 1-1,2ч термообработки. При этом до достижения, точки гелеобразования происходит подъем вверх ферритового наполнителя и формирование с решетчатым постоянным магнитом нового магнита большей напряженности магнитного поля, чем первоначального. После отверждения композиции к поверхности рещетчатого магнита с пазом, выходящим на поверхность дна матрицы, крепится эластичная резиновая прокладка. После изготовления матриц они устанавливаются в форму и осуществляется формование изделий из бетона.
Матрицы, полученные предлагаемым спо: собом и имеющие предлагаемую конструкцию, обладают более прочным креплением к поддону форм из ферромагнитных материалов, а предлагаемый способ более прост и позволяет при использовании определенного числа однотипных рещетчатых магнитов получать матрицы различных типоразмеров.
Формула изобретения
Матрица для формования бетонных изделий, содержащая наружный полимерйый слой и постоянный магнит, выполненный в виде решетки, на которой закреплено решетчатое эластичное основание, отличающаяся тем, что, с целью повышения надежности крепления матрицы, она снабжена внутреййим феррополимерным слоем, в котором размещен постоянный магнит.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 408805, кл. В 28 В 7/36, 1972.
2.Авторское свидетельство СССР по заявке № 2843860/29-33,кл. В 28 В 7/36, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий | 1977 |
|
SU660383A1 |
| КОМПОЗИЦИЯ ДЛЯ АРМИРОВАНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2493337C1 |
| Форма для изготовления изделий с рельефным рисунком | 1977 |
|
SU659387A2 |
| Способ изготовления бетонных изделий с рельефным облицовочным слоем | 1974 |
|
SU564161A1 |
| Способ формования трубчатых изделий из бетонной смеси | 1988 |
|
SU1553392A1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2251560C2 |
| Полимерная композиция | 1980 |
|
SU937409A1 |
| КОМПАУНД | 2005 |
|
RU2293099C1 |
| Композиция для покрытия металлических форм | 1979 |
|
SU856813A1 |
| Эпоксидная композиция | 2023 |
|
RU2807757C1 |
