Как известно, коленчатые валы при работе изнашиваются неравномерно и шейки становятся эллиптическими; тогда их приходится шлифовать. Настоящее приспособление имеет целью создать устойчивость коленчатого вала автомобилей при шлифовании его шеек на токарном станке.
Приспособление выполнено в виде ходового трехроликового люнета. Два крайних ролика укреплены на рычагах неподвижной трубы и сближаются посредством конической муфты, а средний ролик укреплен на входящем в трубу стержне. Чтобы получить одновременное перемещение роликов, применены две гайки-одна для вышеуказанной муфты и другая-для стержня; гайки приводятся во вращение от общего привода.
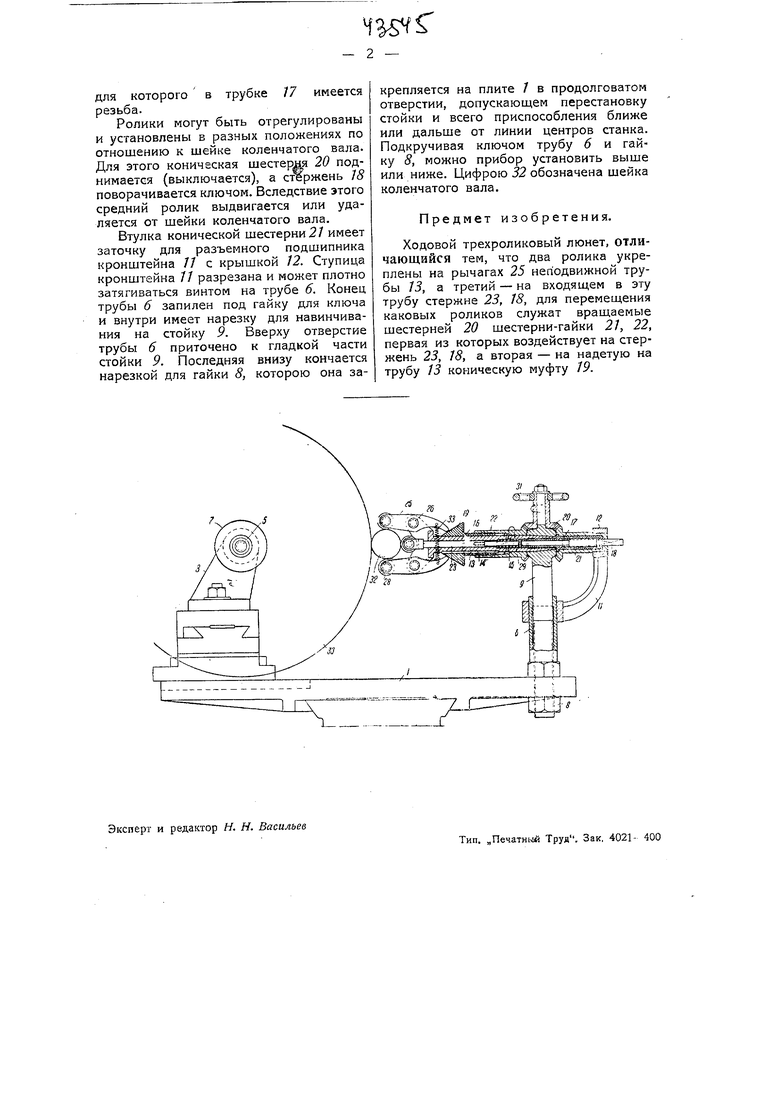
Как видно из чертежа, изображающего продольный разрез люнета, последний устанавливается на супорте токарного станка своею плитой /. На плите 1 установлена бабка 3 с. шарикоподшипниками для оси 5 шлифовального круга 33, несущей также шкив 7 для приводного ремня. Коленчатый вал устанавливается так, что подлежащая шлифованию шейка центрируется тремя роликами 28, Верхний и нижний ролики помещаются в вилках рычагов 25 на поворотных осях 26. Концы рычагов
(120)
стянуты пружиной 33 и могут раздвигаться конической муфтой J9, которая имеет удлинение /б с наружной резьбой. Гайкой для этой резьбы служит втулка конической шестерни 22, которая при вращении двигает муфту /Р в ту или другую сторону. Внутри муфты 19 проходит труба 13 с шпонкой f4, которою муфта удерживается от вращения. Стопорное кольцо /5 не дает конической шестерне 22 перемещаться влево. Труба 73 на конце имеет коническую шейку с нарезкой внутри, в эту нарезку ввинчен отросток трубы /7, которым коническая шейка трубы 73 затягивается в отверстии головки стойки 9. Средний ролик 28 укреплен на переднем конце стержня 23, в задний конец которого ввинчен стержень 78 с квадратной головкой.
Пружина 29 оттягивает стержень 23 в направлении от шейки коленчатого вала. Квадратный конец стержня 7S входит в квадратное отверстие втулки шестерни 2/. Шестерня 20 с запиленным на квадрат концом для маховика 37 надета на отросток головки стойки 9.
При вращении маховика 37 все три ролика сближаются или расходятся на одинаковое расстояние. Для этого должно быть правильно выбрано соотношение плеч рычагов 25, уклон муфты 79, шаг нарезок на ее отростке и на стержне 78,
для которого в трубке 17 имеется резьба.
Ролики могут быть отрегулированы и установлены в разных положениях по отношению к шейке коленчатого вала. Для этого коническая шестерня 20 поднимается (выключается), а сшржень 8 поворачивается ключом. Вследствие этого средний ролик выдвигается или удаляется от шейки коленчатого вала.
Втулка конической шестерни 2/ имеет заточку для разъемного подшипника кронштейна 7/ с крышкой 12. Ступица кронштейна 11 разрезана и может плотно затягиваться винтом на трубе 6. Конец трубы 6 запилен под гайку для ключа и внутри имеет нарезку для навинчивания на стойку 9. Вверху отверстие трубы 6 приточено к гладкой части стойки 9. Последняя внизу кончается нарезкой для гайки 8, которою она закрепляется на плите 7 в продолговатом отверстии, допускающем перестановку стойки и всего приспособления ближе или дальше от линии центров станка. Подкручивая ключом трубу 6 и гайку 8, можно прибор установить выше или ниже. Цифрою 52 обозначена шейка коленчатого вала.
Предмет изобретения.
Ходовой трехроликовый люнет, отличающийся тем, что два ролика укреплены на рычагах 25 неподвижной трубы 13, а третий - на входящем в эту трубу стержне 23, 18, для перемещения каковых роликов служат вращаемые шестерней 20 шестерни-гайки 27, 22, первая из которых воздействует на стержень 23, 18, а вторая - на надетую на трубу /5 коническую муфту 7Р.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сельфактор | 1933 |
|
SU38462A1 |
| УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1993 |
|
RU2093312C1 |
| Автомат для изготовления иголок Миллера | 1929 |
|
SU27369A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Машина для автоматического наполнения и завязывания мешков | 1938 |
|
SU55585A1 |
| Люнет для обработки мотылевых шеек коленчатого вала | 1973 |
|
SU487745A1 |
| ИНЕРЦИОННЫЙ СТАРТЕР | 1929 |
|
SU50282A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Самоцентрирующий токарный патрон | 1983 |
|
SU1135562A1 |
| Способ изготовления винтовых деталей и устройство для его осуществления | 1980 |
|
SU980897A1 |

