1
Изобретение относится к области обра.ботки металлов давлением, в частности к инструменту для вытяжки прямоугольных в плане изделий.
Известны нуансоны для вытяжки из листовой заготовки прямоугольных в плане изделий, имеющие округленные кромки в местах сопряжения боковых граией между собой и боковых граней с торцом и сферические участки в местах сопряжения двух боковых граней с торцом.
Для обеспечения изготовления за один переход прямоугольных коробок с соотношением высоты к ширине 0,8 и с минимальными радиусами сопряжения боковых стенок между собой и боковых стенок с дном, доходящими до одной толщины материала заготовки, в нредлагаемом пуансоне радиус сферы в месте сопряжения двух боковых граней с торцом выбран из расчета не менее няти радиусов сонряжения боковых граней между собой и боковых граней с торцом, которые соответствуют радиусам на готовом изделии.
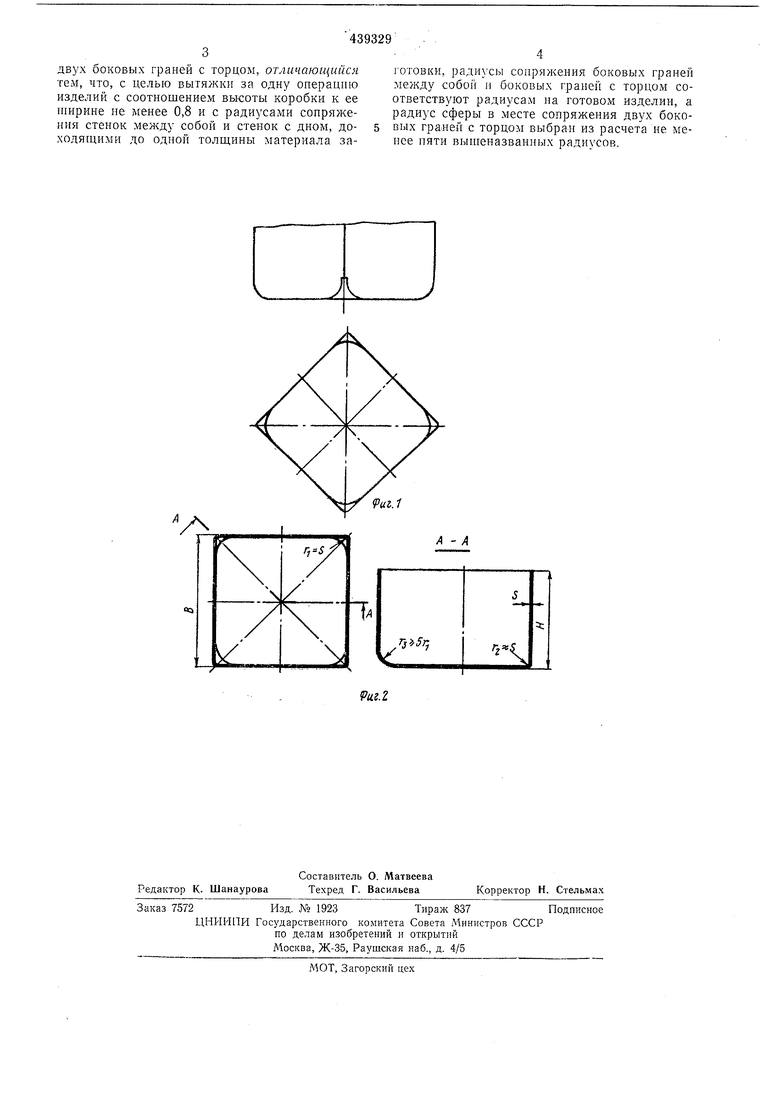
На фиг. 1 иоказан описываемый нуансон, вид сбоку и в плане; иа фиг. 2 - готовое изделие, вид в плане с разрезом по А-А, где Г1 - радиус сопряжения боковых стеиок иа изделии; rz - радиус сопряжения боковых стенок с дном изделия на прямых участках; Гз - радиус сферы в месте сопряжения двух
боковых стенок с дном; 5 - толш;ина материала заготовки; Я - высота изделия; В - ширина стенки изделия.
В предложенном пуансоне радиусы сопряжения боковых граней между собой и боковых граней с торцом ri 1-2 S готового нзделия, а радиус сферы сопряжения двух боковых граней с торцом равен .
Наличие большого радиуса сонряжения в углах пуансона приводит к уменьшению концентрации напряжений в опасном сечении.
С уменьшением радиуса сопряжения стенок увеличивается периметр коробки и, следовательно, увеличивается несущая способность опасного сечения и достижимая высота вытягиваемой коробки.
Такая конструкция пуансона позволяет вытягивать за один переход высокие коробки с отношением высоты коробки к ее ширине не менее 0,8 с малыми угловыми и донными закруглениями иа прямых участках.
И р е д м е т изобретения
25 Нуансон для вытяжки прямоугольных в нлане изделий из листовых заготовок, рабочая поверхность которого имеет округленные кромки в местах сопряжения боковых граней между собой и боковых граней с торцом и
30 сферические участки в местах сопряжения
двух соковых граней с торцом, отличающийся тем, что, с целью вытяжки за одну онерацню изделий с соотношением высоты коробки к ее ширине не менее 0,8 и с радиусами сонряжеиия стенок между собой и стенок с дном, доходящими до одной толщины материала заготовки, радиусы сопряжения боковых граней между собой II боковых граней с торцом соответствуют радиусам на готовом изделии, а радиус сферы в месте сопряжения двух боковых гра«ей с торцом выбран из расчета не менее пяти вышеназванных радиусов.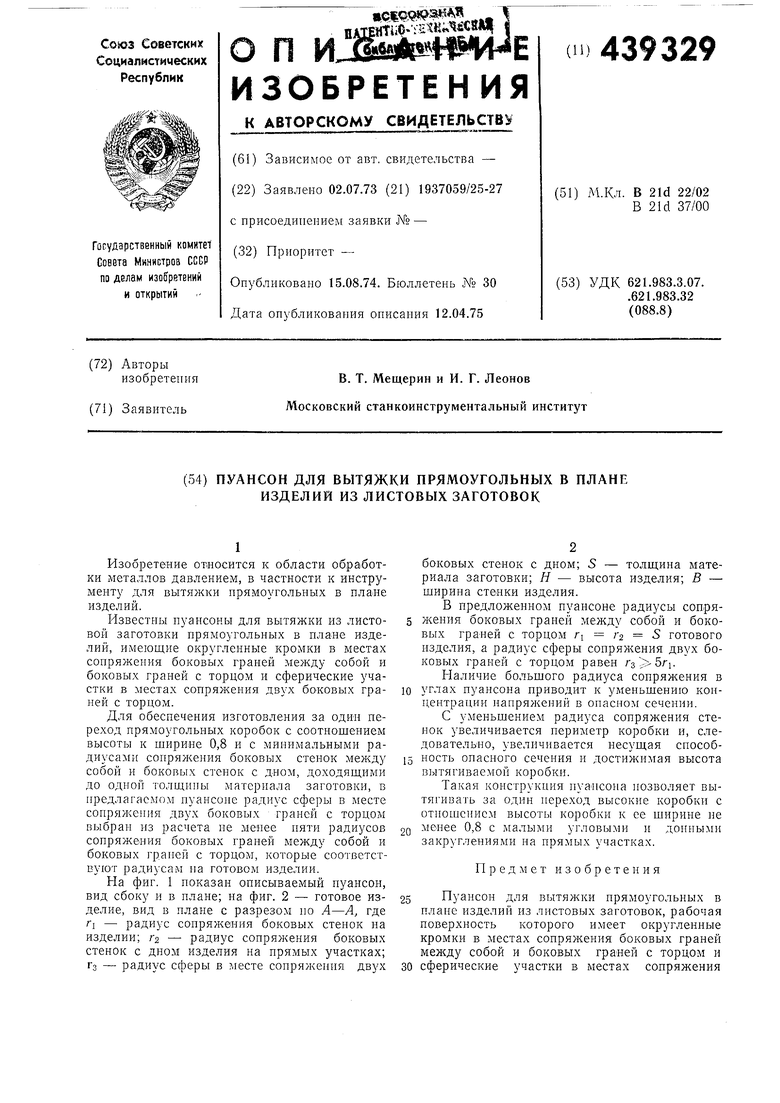
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки изделий с фланцем из листовой заготовки | 1987 |
|
SU1407621A1 |
| Штамп для вытяжки деталей сложной формы в плане | 1986 |
|
SU1423225A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Пуансон для вытяжки полусферических деталей с плоским дном | 2015 |
|
RU2608925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ получения изделий типа цилиндрических тонкостенных стаканов | 1974 |
|
SU602283A1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| Способ изготовления полых тонкостенных цилиндрических изделий из многогранных заготовок | 1990 |
|
SU1794589A1 |
