1
По основному авт. св. № 149045 известен способ обработки внутренних новерхностей деталей сложной конфигурации, при котором деталь устанавливают на столе вибрационной установки, которому сообщают колебательные движения.
Цель изобретения - увеличение интенсивности процесса и качества обработки глухих полостей, преимущественно крупногабаритных деталей.
Для этого по предлагаемому способу детали устанавливают открытой полостью на столе вибрационной установки, снабженной сливным отверстием, а рабочую смесь подают во внутреннюю полость детали снизу, например, посредством системы сообщающихся сосудов.
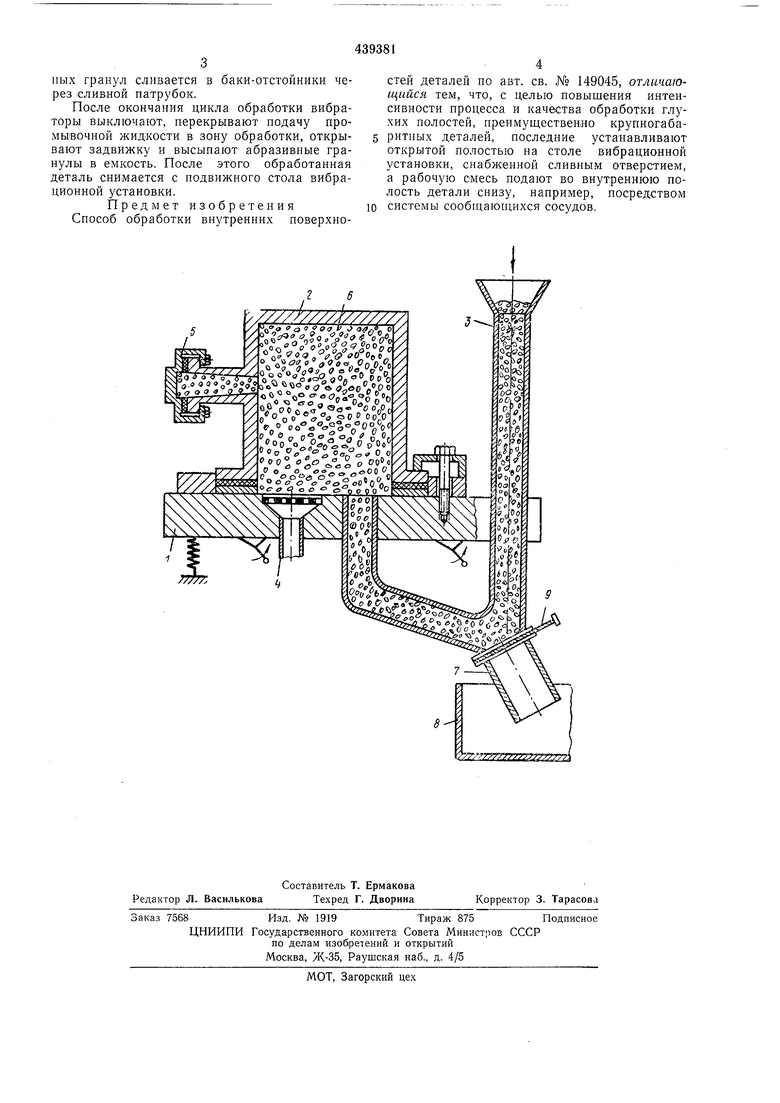
Па чертеже схематически представлено устройство, реализующее предлагаемый способ.
На столе 1 вибрационной установки устанавливают открытой полостью вниз обрабатываемую деталь 2 и соединяют обрабатываемую полость с U-образным загрузочным патрубком 3 и сливным патрубком 4.
Боковые отверстия обрабатываемой детали герметически заглушаются заглушками 5. С целью свободного прохода рабочей среды диаметр проходного отверстия загрузочного
патрубка должен быть не менее трех наибольших размеров абразивных гранул 6.
Для обеспечения выгрузки абразивных гранул из обрабатываемой полости после окончания цикла обра1ботки в нижней части загрузочного патрубка закреплен разгрузочный патрубок 7, соединенный с емкостью 8, в которую поступают абразивные гранулы при открытии задвижки 9.
Предлагаемый способ осуществляют следующим образом.
Обрабатываемую деталь устанавливают открытой полостью на стол вибрационной установки и снизу в обрабатываемую полость
подают абразивные гранулы вместе с промывочной жидкостью посредством системы сообщающихся сосудов до тех пор, пока в воронке загрузочного патрубка не установится стабильный уровень абразивных гранул,
превышающий верхний уровень обрабатываемой полости.
Под действием вибрации гранулированная среда приобретает свойства жидкотекучести, поэтому рабочая среда через U-образный загрузочный патрубок, образующий вместе с обрабатываемой полостью детали сообщающийся сосуд, полностью заполняет обрабатываемую полость.
В процессе обработки промывочная жидкость вместе с продуктами износа абразив11ЫХ гранул сливается в баки-отстойники через сливной патрубок.
После окончания цикла обработки вибраторы выключают, перекрывают подачу промывочной жидкости в зону обработки, открывают задвижку и высыпают абразивные гранулы в емкость. После этого обработанная деталь снимается с подвижного стола вибрационной установки.
Предмет изобретения
Способ обработки внутренних поверхностей деталей но авт. св. № 149045, отличающийся тем, что, с целью повышения интенсивности процесса и качества обработки глухих полостей, преимущественно крупногабарит 1ых деталей, последние устанавливают открытой полостью на столе вибрационной установки, снабженной сливным отверстием, а рабочую смесь подают во внутреннюю полость детали снизу, например, посредством системы сообщающихся сосудов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2007 |
|
RU2344920C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2020 |
|
RU2748450C1 |
| Устройство для вибрационной обработки деталей | 1975 |
|
SU545452A2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1999 |
|
RU2173627C2 |
| Установка для струйной мойки изделий | 1990 |
|
SU1768324A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1994 |
|
RU2073597C1 |
| Прямоточная вибрационная машина | 1976 |
|
SU660813A1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| УНИВЕРСАЛЬНАЯ ОСНАСТКА ДЛЯ КОНТЕЙНЕРА ВИБРАЦИОННОЙ МАШИНЫ | 2008 |
|
RU2386526C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2476307C1 |
