Изобретение относится к вибрационной обработке деталей гранулированной рабочей средой, в частности к обработке деталей с узкими сквозными каналами сложной формы и может быть использовано для отделочно-упрочняющей обработки поверхностей межлопаточных каналов деталей типа "турбина".
Известен способ вибрационной обработки деталей сложной формы, при котором герметичному контейнеру сообщают колебательные движения, а в процессе обработки контейнер периодически поворачивают на 180oC вокруг горизонтальной оси, причем контейнер заполняют рабочей средой не более половины его объема, а деталь устанавливают в полость контейнера в средней части с образованием полостей разного объема, сообщающихся через каналы обрабатываемой детали, с обеспечением зазора между деталью и уровнем загрузки рабочей среды (а.с. N 1316797 МПК B 24 B 31/06). Недостатком данного способа является низкая производительность и качество обрабатываемых поверхностей из-за отсутствия подачи промывочной жидкости и отсутствия вращения детали вокруг вертикальной оси, из-за возникновения явления "комкования" и "экранирования" упаковок гранул в межлопаточных каналах деталей.
Техническим результатом предлагаемого изобретения является расширение технологических возможностей, повышение качества и производительности вибрационной обработки поверхностей узких межлопаточных каналов сложного профиля деталей типа "турбина".
Данный технический результат осуществляется за счет способа вибрационной обработки поверхности межлопаточных каналов деталей лопаточного типа в зарезонансном режиме гранулированной рабочей средой, включающего установку обрабатываемой детали в приспособлении в средней части контейнера с образованием полостей равного объема, сообщенных через каналы обрабатываемой детали, заполнения контейнера рабочей средой с образованием зазора между обрабатываемой деталью и уровнем загрузки рабочей среды с периодическим поворотом контейнера на 180o вокруг горизонтальной оси и вращением обрабатываемой детали вокруг вертикальной оси. При этом в контейнер подают сжатый воздух и промывочную жидкость со взаимоисключающей периодичностью в противоположных направлениях, причем подачу сжатого воздуха осуществляют одновременно с подачей рабочей среды противотоком последней. Подачу сжатого воздуха осуществляют под давлением не более 0,01 МПа. При обработке деталей с небольшим углом видимости труднодоступных поверхностей канала (не менее 45o) и минимальным межлопаточным расстоянием (не менее 10 мм), соизмеримым с амплитудой вибрации гранулированной среды, затрудняется процесс прохождения гранул рабочей среды в канале, имеют место эффекты "комкования" и "экранирования" упаковок гранул в каналах. Подача сжатого воздуха одновременно с подачей рабочей среды, но противотоком ей под давлением не более 0,01 МПа способствует прохождению рабочей среды и ликвидируют эффекты "комкования" и "экранирования" упаковок гранул в каналах, не снижая энергии удара и интенсивности воздействия, расширяет диапазон размеров гранул рабочей среды. Данный способ вибрационной обработки позволяет сделать обработку поверхности межлопаточных каналов в направлении расширения каналов производительной, "поджимая" гранулы рабочей среды к обрабатываемой поверхности.
На чертеже схематически изображено устройство для реализации предлагаемого способа.
Устройство содержит цилиндрический контейнер 1 со съемными крышками 2, смонтированный на поворотном корпусе 3, установленном в подшипниковых опорах 4, которые закреплены на платформе вибромашины 5. Поворотный корпус 3 посредством упругой муфты, привода, электродвигателя 6 имеет возможность поворота вокруг горизонтальной оси. Контейнер 1 выполнен из двух полых цилиндров 7, жестко закрепленных на поворотном корпусе 3. Центральная часть контейнера выполнена в виде закрепленного в подшипниковых опорах кольцевого корпуса 8, в котором установлено приспособление 9 с обрабатываемой деталью 10. Кольцевой корпус 8 вместе с приспособлением 9 и деталью 10 посредством упругой муфты, привода и электродвигателя 11 имеет возможность вращения вокруг вертикальной оси. Полые цилиндры 7 снабжены штуцерами 12 подвода в контейнер сжатого воздуха и промывочной жидкости и расположены симметрично относительно горизонтальной оси поворота корпуса 3 с контейнером 1. В торцевых крышках 2 контейнера 1 установлены клапаны 13 для слива промывочной жидкости и выхода избыточного объема сжатого воздуха. В контейнер помещена гранулированная рабочая среда 14. Для обеспечения стабильности промывки рабочей среды 14 и детали 10 в процессе обработки суммарная площадь проходного сечения отверстий клапанов 13 больше, чем размеры отверстий через которые от штуцеров 12 осуществляется подвод промывочной жидкости и сжатого воздуха. Штуцеры 12 сообщены между собой посредством смонтированного на поворотном корпусе 3 коллектора 15 и соединены с устройством 16 подачи промывочной жидкости, клапаном 17, штуцером 18, соединенным с магистралью сжатого воздуха 19 и клапаном 20. Устройство 16 предназначено для подачи промывочной жидкости в полость контейнера 1 сверху и для обеспечения замкнутого цикла ее циркуляции. Управление электродвигателями 6 и 11 осуществляется программным устройством 21. При наличии в обрабатываемой детали не подлежащих обработке сквозных каналов в последних монтируются заглушки.
Вибрационная обработка осуществляется следующим образом.
Перед началом работы в контейнер, находящийся в исходном вертикальном положении (показанном на чертеже), производят загрузку рабочей среды 14 до уровня, позволяющего беспрепятственно закрепить приспособление 9 и обрабатываемую деталь 10 в кольцевом корпусе 8 с образованием зазора между уровнем рабочей среды и нижним торцем детали, величина которого исключает контакт рабочей среды с обрабатываемой деталью при переходных режимах пуска и останова. Закрепляют обрабатываемую деталь 10. Этим контейнер разделяют на две полости, сообщенные только сквозными каналами детали 10, закрывается крышка 2. Включается вибромашина. После выхода платформы 5 вибромашины на установленный режим колебаний по командам программного управляющего устройства 21, включается электродвигатель 6, осуществляющий поворот контейнера 1 на 180o вокруг вертикальной оси. После поворота контейнера вместе с деталью на 180o вокруг горизонтальной оси рабочая среда начинает движение сверху вниз через межлопаточные каналы обрабатываемой детали. Одновременно с этим по команде программного управляющего устройства 21 открывается клапан 20 - подачи сжатого воздуха (клапан 17 закрыт). Сжатый воздух через воздуховод 19, коллектор 15, штуцер 18, 12 поступает в нижнюю часть контейнера и поднимается противотоком рабочей среде. Давление сжатого воздуха не более 0,01 МПа. Разрыхляя рабочую среду, сжатый воздух предотвращает эффект "комкования" и "экранирования", что просто необходимо при обработке деталей типа турбин высоконапорных насосных агрегатов, межлопаточные каналы которых характеризуются сужением поперечного сечения по длине, межлопаточным расстоянием менее 10 мм.
По истечении рабочей среды в нижнюю полость контейнера 1 включается механизм поворота его на 180o, клапан 20 подачи сжатого воздуха закрывается, открывается клапан 17 - подачи промывочной жидкости, подача которой осуществляется во время переворота контейнера на 180o сверху, вниз. Слив промывочной жидкости в бак-отстойник осуществляется во время переворота контейнера 1 через отверстия клапанов 13 в торцевых крышках 2 посредством их открытия, затем через сливную горловину вспомогательного бункера в устройстве 16 подачи промывочной жидкости. В одном из положений контейнера движение рабочей среды происходит в направлении расширения каналов. В этом направлении виброэкструдирование является менее производительным, но подача сжатого воздуха снизу вверх под давлением не более 0,01 МПа позволяет улучшить динамические свойства рабочей среды, позволяет "поднимать" ее к стенкам межлопаточных каналов. Происходит частичное выравнивание режимов обработки канала в направлении его сужения и расширения. Выход сжатого воздуха происходит в верхней полости контейнера через клапан 13. Давление подаваемого по магистрали 19 сжатого воздуха рассчитывается с учетом проходных сечений межлопаточных каналов, выпускного клапана и пористости гранулированной рабочей среды при условии получения избыточного давления не более 0,01 МПа в нижней полости контейнера 1, что обеспечивается программным устройством 21. После полного прохождения рабочей среды в направлении расширения межлопаточных каналов программное устройство подает команду на закрытие клапана 20 подачи сжатого воздуха и открытие клапана 17 - подачи промывочной жидкости, которая подается в верхнюю полость контейнера 1 и далее осуществляется переворот контейнера на 180o. Подача промывочной жидкости прекращается после окончания переворота. Клапан 17 закрывается, открывается клапан 20 - подачи сжатого воздуха. Процесс циклически повторяется до полной обработки детали, после чего осуществляется останов вибромашины.
Ввиду большого разнообразия геометрических параметров каналов уточняющая настройка режимов обработки нового типоразмера детали производится с помощью имитатора канала переменного сечения.
Демонтаж обработанной детали осуществляется беспрепятственно, так как уровень рабочей среды расположен ниже нижнего торца обрабатываемой детали, что позволяет исключить операцию загрузки и выгрузки рабочей среды.
Пример осуществления способа.
Проводят обработку межлопаточных каналов колеса турбины в форме диска диаметром 250 мм, имеющих вид сужающихся по длине пазов переменного сечения, выполненных в радиальном направлении таким образом, что по периферии торца диска остается бандажное кольцо шириной 15 мм. Поперечное сечение такого паза трапецеидальное и имеет размеры на одном торце диска - 8х10х50 мм, а на другом 6х8х50 мм, длина канала - 20 мм. Угол раскрытия канала β = 30o. Плоскости симметрии паза перпендикулярны торцевым поверхностям диска, все поверхности криволинейные. Исходная шероховатость поверхности паза Pa = 20...40 мкм. В качестве рабочей среды используют стальные полированные шарики диаметром 2,5 мм (Материал сталь ШХ15, твердость НРС-62...66). Обработку производят в течение 60 мин с частотой колебаний 24 Гц и составляющими амплитуды колебаний: горизонтальной - 5,0 мм, вертикальной - 4 мм. Повороты контейнера вокруг горизонтальной оси осуществляют через следующие промежутки времени: при перемещении рабочей среды в направлении сужения отверстия - через 25 с, а при перемещении рабочей среды в направлении расширения отверстия 35 с (всего 60 циклов обработки). За эти промежутки времени в обоих рабочих положениях контейнера высота расположенного над поверхностью диска столба рабочей среды изменяется от 200 мм до 0. Насыпной объем рабочей среды составляет 40% контейнера. Зазор между торцем обрабатываемой детали и уровнем рабочей среды 40 мм. Максимальная резонансная величина вертикальной составляющей размаха колебаний контейнера (при останове вибромашины) - не более 25 мм. Недопустимых техдокументацией механических повреждений поверхностей диска и пазов после обработки предлагаемым способом не обнаружено.
Результаты отделочно-упрочняющей обработки пазов (межлопаточных каналов) детали следующие:
параметр шероховатости поверхности Pa МКМ - 0,19 - 0,36
сплошность (равномерность) обработки % - 100
прогиб настроечных образцов в имитаторе (показатель эффективности их поверхностного упрочнения), мм - 0,6 - 0,7.
Использование способа позволит расширить технологические возможности для виброэкструзионной обработки деталей лопаточного типа, повысить производительность и качество отделочно-упрочняющей обработки поверхностей межлопаточных каналов, что позволит обеспечить повышение усталостной прочности, улучшение их проточных эксплуатационных характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2004 |
|
RU2269406C1 |
| Способ упрочнения внутренних поверхностей каналов деталей | 2021 |
|
RU2788444C2 |
| СПОСОБ УПРОЧНЕНИЯ КАНАЛОВ ДЕТАЛИ | 2012 |
|
RU2537411C2 |
| УСТАНОВКА ДЛЯ ВИБРООБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2158670C2 |
| УСТАНОВКА ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2007 |
|
RU2344920C1 |
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| ОБРАТНЫЙ КЛАПАН | 2000 |
|
RU2174633C1 |
| ВРАЩАЮЩИЙСЯ УНИВЕРСАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕВЕНТОР | 2001 |
|
RU2208126C2 |
| УПЛОТНИТЕЛЬНАЯ ГОЛОВКА | 2001 |
|
RU2183825C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ТОЧЕНИЕМ | 2003 |
|
RU2243064C1 |
Изобретение относится к вибрационной обработке деталей гранулированной рабочей средой и может быть использовано для отделочно-упрочняющей обработки поверхностей межлопаточных деталей типа "турбина". Способ заключается в закреплении обрабатываемой детали в контейнере с разделением его на две полости. Полости сообщаются посредством сквозных каналов детали. Обработка каналов происходит в процессе вибрационного продвижения через них рабочей среды. При этом деталь имеет возможность вращения вокруг горизонтальной и вертикальной осей. Подача сжатого воздуха в контейнер производится противотоком продвижению рабочей среды. Промывочную жидкость подают с взаимоисключающей периодичностью с сжатым воздухом в противоположных направлениях. Такие действия позволят расширить технологические возможности, повысить качество и производительность вибрационной обработки поверхностей межлопаточных каналов с наибольшим углом видимости и наименьшим межлопаточным расстоянием деталей лопаточного типа. 1 з.п. ф-лы, 1 ил.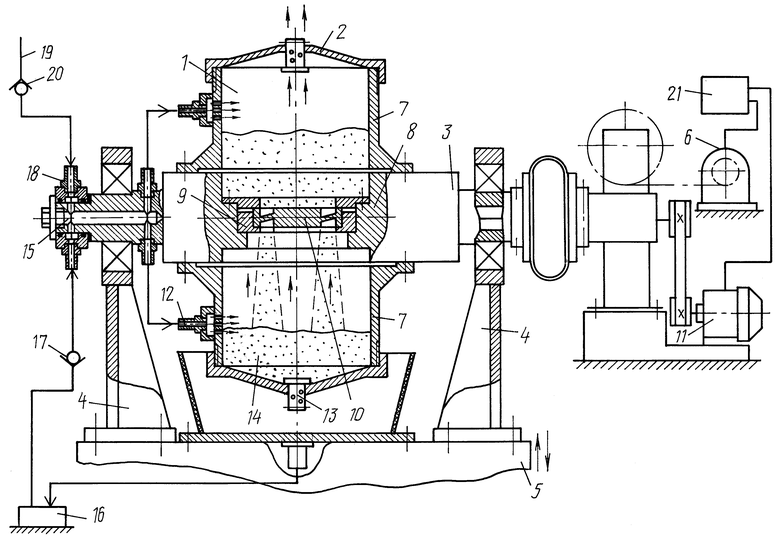
| Способ вибрационной обработки деталей сложной формы | 1986 |
|
SU1316797A1 |
| SU 1502276 A2, 23.08.1989 | |||
| Устройство для обработки деталей абразивной массой | 1981 |
|
SU931441A1 |
| Способ снятия заусенцев и отделки поверхностей абразивной массой | 1977 |
|
SU738837A1 |
| US 4716684, 05.01.1988. | |||

