1
Изобретение относится к области производства покрышек пневматических шин и предназначено для армирования заготовок протекторов.
Известно устройство для армирования заготовок протекторов пневматических шин, содержашее приемный стол, механизм шаговой подачи заготовок, полый нож для образования отверстий и узел для ввода армирующих элементов, состояш,ий из подаюш;его механизма, проталкиваюш;его механизма с набивателем, расширителя и упора, установленного соосно с набивателем заподлицо с рабочей поверхностью приемного стола.
Цель изобретения - обеспечение возможности ар.мирования заготовок протекторов армируюшими элементами в виде свернутых ло спирали полосок металлокордного полотна.
Для этого Б предлагаемом устройстве набиватель вьгполнен в виде постоянного магнита, а расширитель - в виде разжимающейся в отверстии заготовки цанги, смонтированной концентрично упору и с возможностью перемещения вдоль него, и полого сердечника, расположенного концентрично цанге в зазоре между последней и упором и снабженного приводом перемещения вдоль упора.
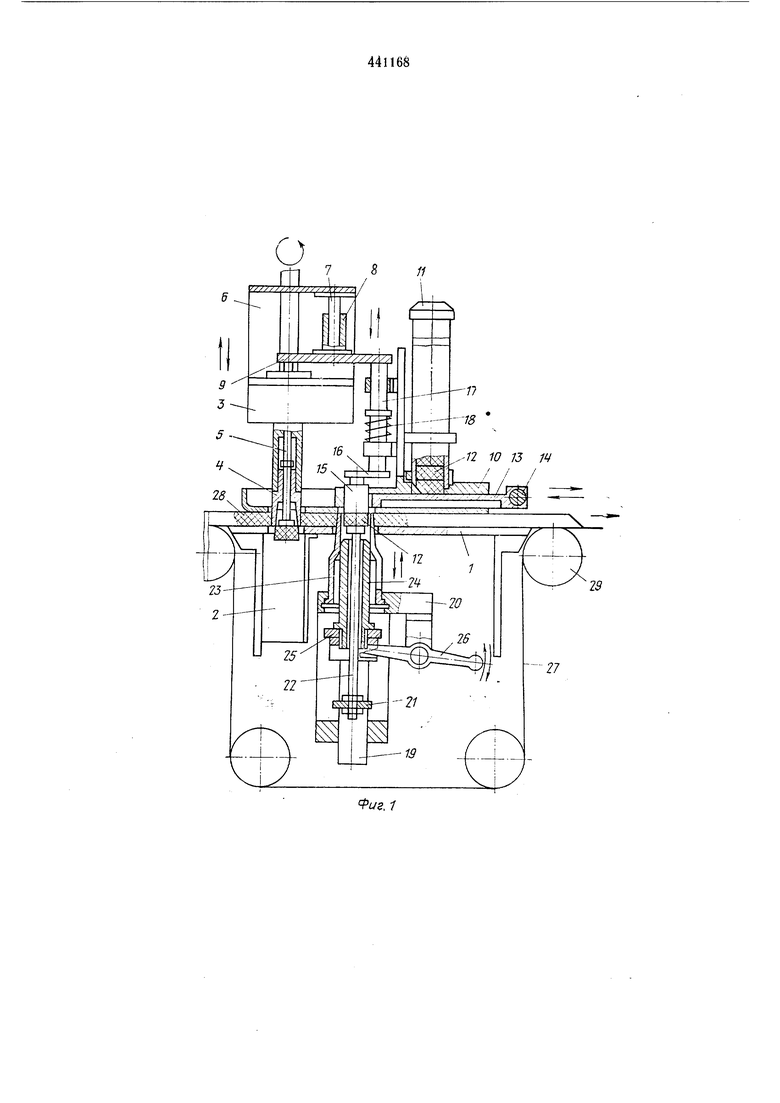
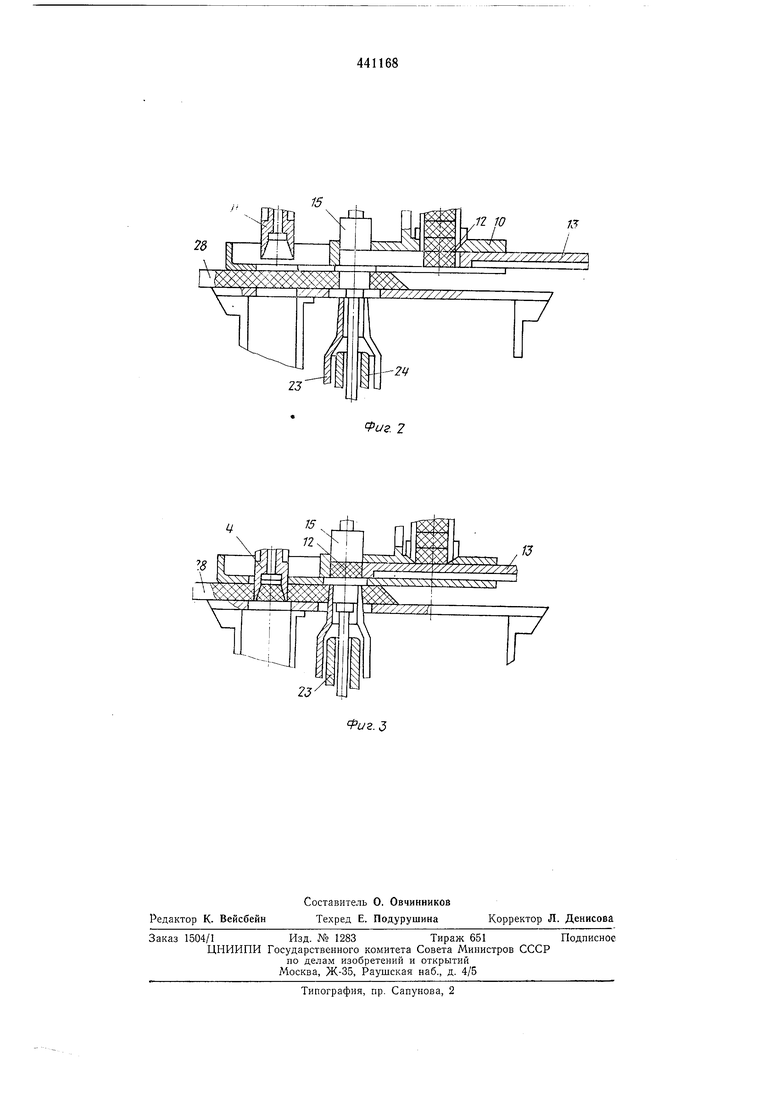
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - то же, после сверления первого отверстия и перемещения заготовки протектора; на фиг. 3 - то же, момент сверления и ввода цанги в готовое отверстие заготовки протектора.
Устройство для армирования заготовки протекторОБ пневматических шин содержит стол 1 с лотком 2, механизм шаговой подачи заготовки (не показан), многошпиндельную головку 3 с ПОЛЫМИ ножами-сверлами 4 и стержнями 5 для выталкивания отходов сверления. Многошпиндельная головка 3 устанавливается на подвеску 6 со смонтированными на ней направляющими 7, на которых посредством втулок 8 установлена плита 9 с возможностью перемещения в вертикальной плоскости. Кронштейн 10 закреплен на столе 1 и имеет гнезда для кассет 11 с металлокордными элементами 12 и пазы под гнездами, по которым толкатели 13, связанные осью 14, подают металлокордные элементы под набиватели
15, закрепленные посредством пластины 16 яа штоке 17. Шток 17 поджат в верхнем положении пружиной 18 при подаче металлокордного элемента 12 под набиватель 15. На нижней стороне стола 1 смонтированы две направляющие 19, по которым перемещается траверса 20. На направляющих 19 неподвижно закреплено ребро 21 с упорами 22, на траверсе 20 - пустотелые цанги 23 соосно с набивателями 15. Внутри цанг 23 установлены
полые сердечники 24, смонтированные на пластине 25, связанной с рычагом 26. Лента 27, которая подает армируемый протектор 28 па стол 1, Посредством роликов 29 отводится под столом.
Работа устройства осуществляется следующим образом.
Заготовка протектора 28, уложенная на ленту 27, -подается на стол 1. Подвеска 6 опускается, и сверло 4 высверливает отверстие в протекторе (фиг. 3). Установленные в кассетах металлокордные элементы 12 опускаются, и элемент занимает место в пазу кронщтейна 10 (фиг. 2). Толкатель 13 перемещает металлокордный элемент по пазу под «абиватель 15, который намагничен для -правильной ориентации металлокордного элемента 12 и удержания его над цангой 23 до ее разжатия (фиг. 3). Траверса 20 поднимается и вводит сжатую цангу 23 в предварительно просверленное отверстие.
Пластина 25 (фиг. 1), перемещаемая рычагом 26, Передвигает лолый сердечник 24 к конической части цанги и разжимает лепестки цанги, которые, разжимаясь, расширяют просверленное отверстие.
Плита 9 (фиг. 1), опускаясь, нажимает на стержень 5 и шток 17, при этом стержень выталкивает отходы сверления, а набиватель 15 опускает металлокордный элемент в отверстие, образованное лепестками цанги до упора 22.
Затем многошпиндельная головка подни-мается, и сверла выводятся из Протектора. Траверса 20 опускается и выводит разжатую цангу из заготовки протектора, оставляя металлокордный элемент в отверстии заготовки протекторов зажатым между упором 22 и набивателем 15, которое, принимая первоначальные размеры, обжимает металлокордный элемент. Затем набищатель 15 поднимается -в исходное положение.
Лента 27 перемещает протектор на «овую позицию, толкатель 13 отходит в исходное положение. Втулка выходит из конусной части цанги и лепестки сжимаются. Таким образом, цикл армирования одного ряда отверстий протектора оканчивается.
Предмет изобретения
Устройство для армирования заготовок протекторов пневматических шин, содержащее приемный стол, механизм шаговой подачи заготовок, полый нож для образования отверстий и узел для ввода армирующих элементов,
состоящий из подающего механизма, проталкивающего механизма с набивателем, расширителя и упора, установлен-ного соосно с набивателем заподлицо с рабочей поверхностью приемного стола, отличающееся тем, что,
с целью обеспечения возможности использования в качестве армирующих элементов свернутых по спирали полосок металлокордного полотна, набиватель выполнен в виде постоянного магнита, а расширитель - в виде разжимающейся в отверстии заготовки цанги, смонтированной концентрично упору и с возможностью перемещения вдоль него, и полого сердечника, расположенного концентрично цанге в зазоре между последней и упором и
снабженного приводом перемещения вдоль упора.
;j
us. 2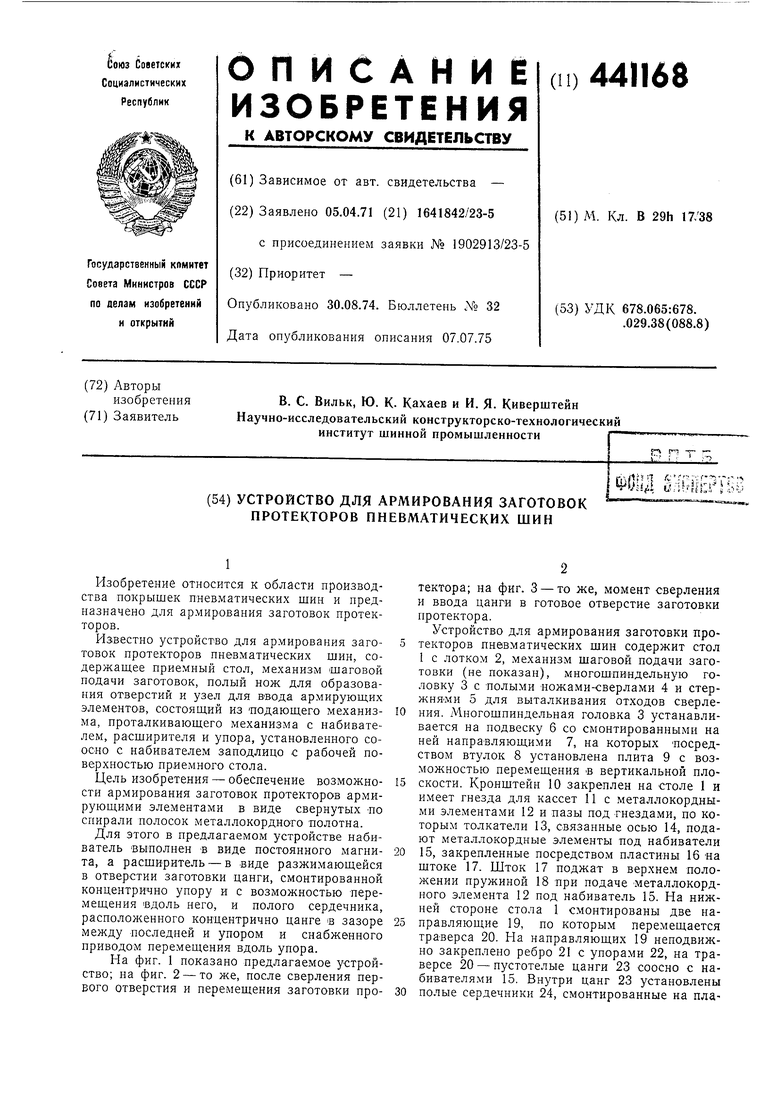

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАТКИ В РУЛОН МЕТАЛЛОКОРДНЫХ | 1970 |
|
SU281099A1 |
| Устройство для изготовления металлокордных элементов | 1969 |
|
SU321073A1 |
| Универсальный многошпиндельный сверлильно-присадочный станок по дереву | 1986 |
|
SU1351784A1 |
| Многошпиндельный, многопозиционный вертикально-сверлильный станок для сверления отверстий в дисковых решетках мясорубок и тому подобных деталях | 1959 |
|
SU127548A1 |
| Многошпиндельный станок для сверления пуговиц | 1930 |
|
SU21438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
23
