13
гнездами, расположенными по длине траверсы с шагом t. Сменные шпиндели 8 установлены в гнездах, имеют прив.о- ды 9 вращения сверл 13 с помощью плоских ремней 10, которые, в свою очередь, имеют натяжные механизмы в виде подвижных плит 18, на которых смонтированы перегибные ролики 21. Станок имеет также стол 3, который снабжен метками напротив осей гнезд траверсы и боковыми упорами, которые имеют шкалы, начала отсчета которых смещены относительно базовой поверх- ности каждого бокового упора на расстояние, кратное шагу расположения
1
Изббретение относится к деревообрабатывающим станкам, в частности универсальным станкам для сверления отверстий в mjiTOBbix деталях мебели и других изделий из дерева в уело- ВИЯХ мелко- и среднесерийного производства.
Цель изобретения - обеспечение технологической гибкости станка без усложнения конструкции с одновре- менным сокращением времени наладки.
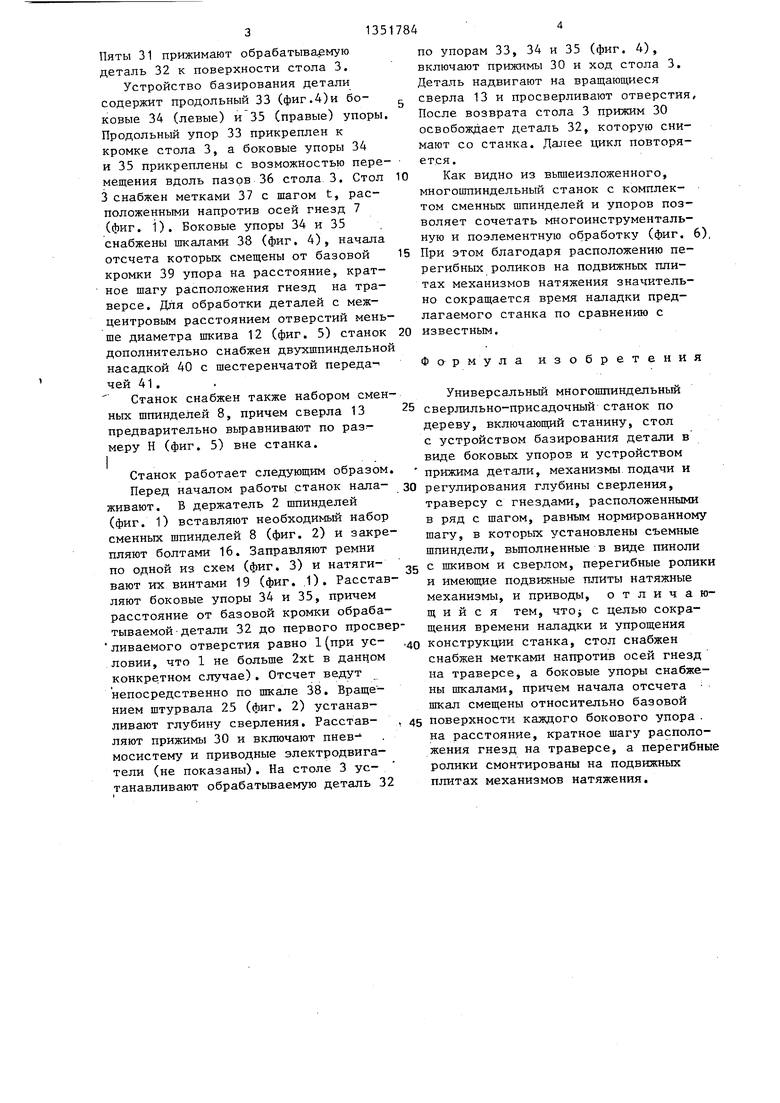
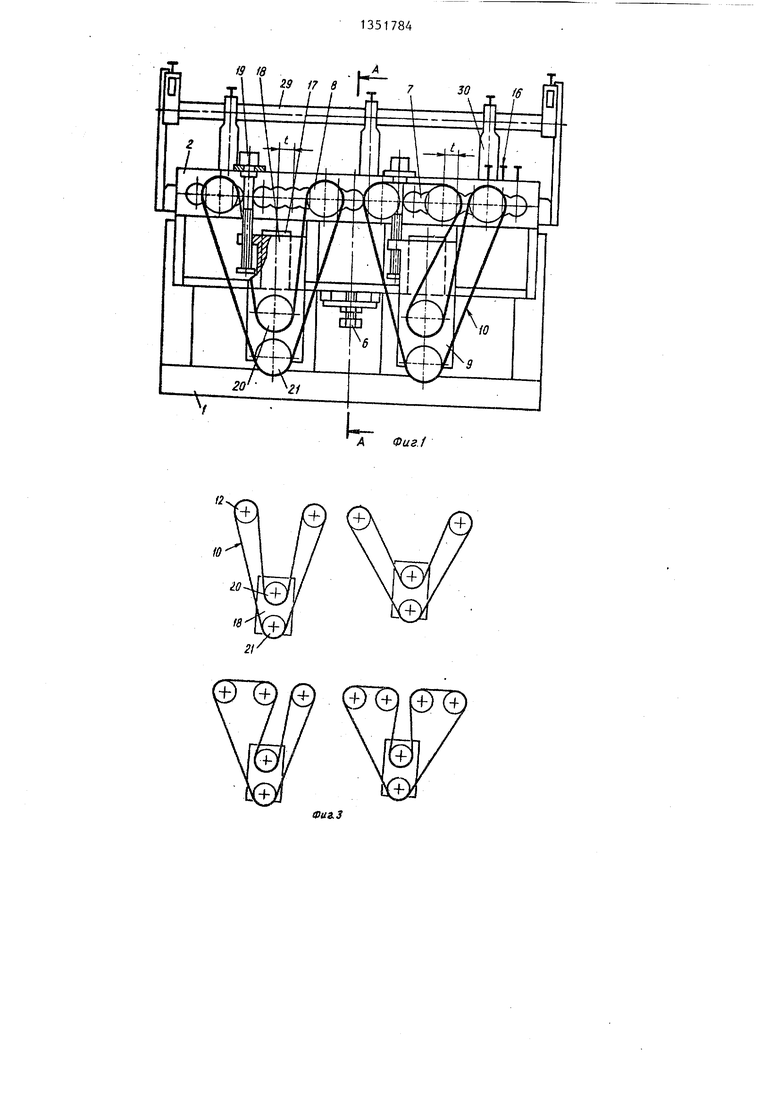
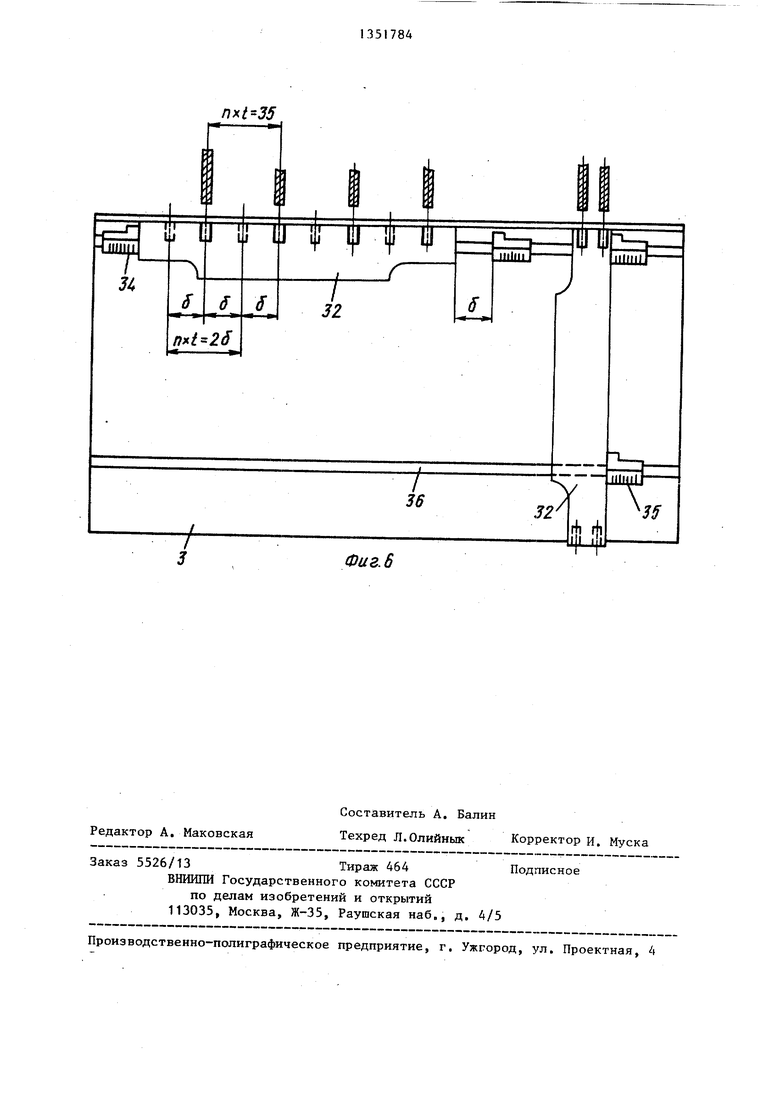
На фиг. 1 изображен предлагаемый станок, вид сзади; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схемы заправки приводного ремня; на фиг. 4 - схема базирования детал на столе станка; на фиг. 5 - размещение шпинделей в гнездах траверсы; на фиг, 6 - пример полной обработки детали с трех сторон в четыре уста- новки.
Универсальный горизонтальный мно гошпиндельньй сверлильно-присадочны станок (фиг. 1) состоит из станины 1, держателя 2 шпинделей и стола 3 (фиг. 2). Станина выполнена в виде коробчатой рамы с направляющими 4 (сзади) и 5 (сверху). На задней направляющей 4 навешен держатель 2 шпинделей, с возможностью передвиже- НИН его вверх-вниз с помощью болта 6. Держатель 2 (фиг. 1) представляе собой траверсу с рядом гнезд 7 для сменных шпинделей 8, вьтолненных с
784
гнезд на траверсе, В гнезда траверсы в зависимости от расположения просверливаемых отверстий вставляются соответствующие шпиндели 8 и закрепляются винтами 16. Ремни 10 заправляются по одной из схем между и шкивами 12, 20 и роликами 21 и натягиваются с помощью подвижной плиты. По боковым упорам и имеющимся на них шкалам на столе 3 устанавливается обрабатываемая деталь 32 и производится ее обработка. Удается сократить время наладки станка при переходе от одной схемы расположения сверл 13 к другой. 6 ил.
нормированным в мебельной промьш1лен- ности шагом t и с двумя приводами 9 вращения шпинделей плоскими ремнями 10. Сменные шпиндели 8 (фиг. 2) вьшолнены в виде пинолей 11 со шкива ми 12 и сверлами 13. Для фиксации шпинделей каждая пиноль 11 имеет шпонку 14 с выступом 15, а в держатель 2 напротив каждого из гнезд 7 вкручен болт 16. Натяжной механизм каждого привода 9 состоит из передвигаемой по направляющей 17 (фиг. 1) плиты 18 и натяжного винта 19. На плите 18 смонтированы привод- .ной электродвигатель со шкивом 20 и перегибной ролик 21, Каждый ремень 10 (фиг. 3) может приводить от двух до четьфех шпинделей.
На верхней направляющей 5 (фиг.2) станины 1 установлен стол 3 с механизмом подачи в виде пневмоцилиндра 22 и механизмом 23 регулирования глубины сверления. Шток 24 пневмоцилиндра имеет резьбовой конец, на которьш навинчена гайка со штурвалом 25. Гайка позволяет менять положение поршня 26, т.е. величину хода, а тем самым и глубину сверления.
Устройство прижима деталей смонтировано над столом 3 на двух Г-обра ных кронштейнах 27. На кронштейнах через держатели 28 закреплена штанга 29, на которой навешены пневмо- цилиндры 30 с прижимными пятами 31,
Пяты 31 прижимают обрабатываэмую деталь 32 к поверхности стола 3.
Устройство базирования детали содержит продольный 33 (фиг.4)и боковые 34 (левые) и 35 Справые) упоры Продольный упор 33 прикреплен к кромке стола 3, а боковые упоры 34 и 35 прикреплены с возможностью перемещения вдоль пазов 36 стола 3. Стол 3 снабжен метками 37 с шагом t, расположенными напротив осей гнезд 7 (фиг. 1). Боковые упоры 34 и 35 снабжены шкалами 38 (фиг, 4), начала отсчета которых смещены от базовой кромки 39 упора на расстояние, кратное шагу расположения гнезд на траверсе. Для обработки деталей с межцентровым расстоянием отверстий меньше диаметра шкива 12 (фиг. 5) станок дополнительно снабжен двухшпиндельно насадкой 40 с шестеренчатой переда- чей 41.
Станок снабжен также набором сменных шпинделей 8, причем сверла 13 предварительно вьфавнивают по раз меру Н (фиг. 5) вне станка.
Станок работает следующим образом.
Перед началом работы станок нала- зо регулирования глубины сверления.
живают. В держатель 2 шпинделей (фиг. 1) вставляют необходимый набор сменных шпинделей 8 (фиг. 2) и закрепляют болтами 16. Заправляют ремни по одной из схем (фиг. 3) и натягивают их винтами 19 (фиг. .1). Расставляют боковые упоры 34 и 35, причем расстояние от базовой кромки обрабатываемой детали 32 до первого просвер- ливаемого отверстия равно 1(при условии, что 1 не больше 2xt в данном конкретном случае). Отсчет ведут непосредственно по шкале 38. Вращением штурвала 25 (фиг. 2) устанавливают глубину сверления. Расставляют прижимы 30 и включают пнев- мосистему и приводные электродвигатели (не показаны). На столе 3 устанавливают обрабатьшаемую деталь 32
траверсу с гнездами, расположенны в ряд с шагом, равным нормированн шагу, в которых установлены съемн шпиндели, вьтолненные в виде пино
35 с шкивом и сверлом, перегибные ро и имеющие подвижные плиты натяжны механизмы, и приводы, отлич щийся тем, 4TOJ с целью сокр щения времени нападки и упрощения
40 конструкции станка, стол снабжен снабжен метками напротив осей гне на траверсе, а боковые упоры снаб ны шкалами, причем начала отсчета шкал смещены относительно базовой
45 поверхности каждого бокового упор на расстояние, кратное шагу распо жения гнезд на траверсе, а переги ролики смонтированы на подвижных плитах механизмов натяжения.
20
1784 4
по упорам 33, 34 и 35 (фиг. 4), включают прижимы 30 и ход стола 3. Деталь надвигают на вращающиеся
сверла 13 и просверливают отверстия. После возврата стола 3 прижим 30 освобождает деталь 32, которую снимают со станка. Далее цикл повторяется.
10 Как видно из вьпиеизложенного, многошпиндельный станок с комплектом сменных шпинделей и упоров позволяет сочетать многоинструментальную и поэлементную обработку (фиг. 6),
15 При этом благодаря расположению пе- регибных роликов на подвижных плитах механизмов натяжения значительно сокращается время наладки предлагаемого станка по сравнению с известным.
Формула изобретения
Универсальный многошпиндельный 25 сверлильно-присадочный станок по дереву, включающий станину, стол с устройством базирования детали в виде боковых упоров и устройством прижима детали, механизмы подачи и
траверсу с гнездами, расположенными в ряд с шагом, равным нормированному шагу, в которых установлены съемные шпиндели, вьтолненные в виде пиноли
35 с шкивом и сверлом, перегибные ролики и имеющие подвижные плиты натяжные механизмы, и приводы, отличающийся тем, 4TOJ с целью сокращения времени нападки и упрощения
40 конструкции станка, стол снабжен снабжен метками напротив осей гнезд на траверсе, а боковые упоры снабжены шкалами, причем начала отсчета шкал смещены относительно базовой
45 поверхности каждого бокового упора . на расстояние, кратное шагу расположения гнезд на траверсе, а перегибные ролики смонтированы на подвижных плитах механизмов натяжения.
А Фиг. 1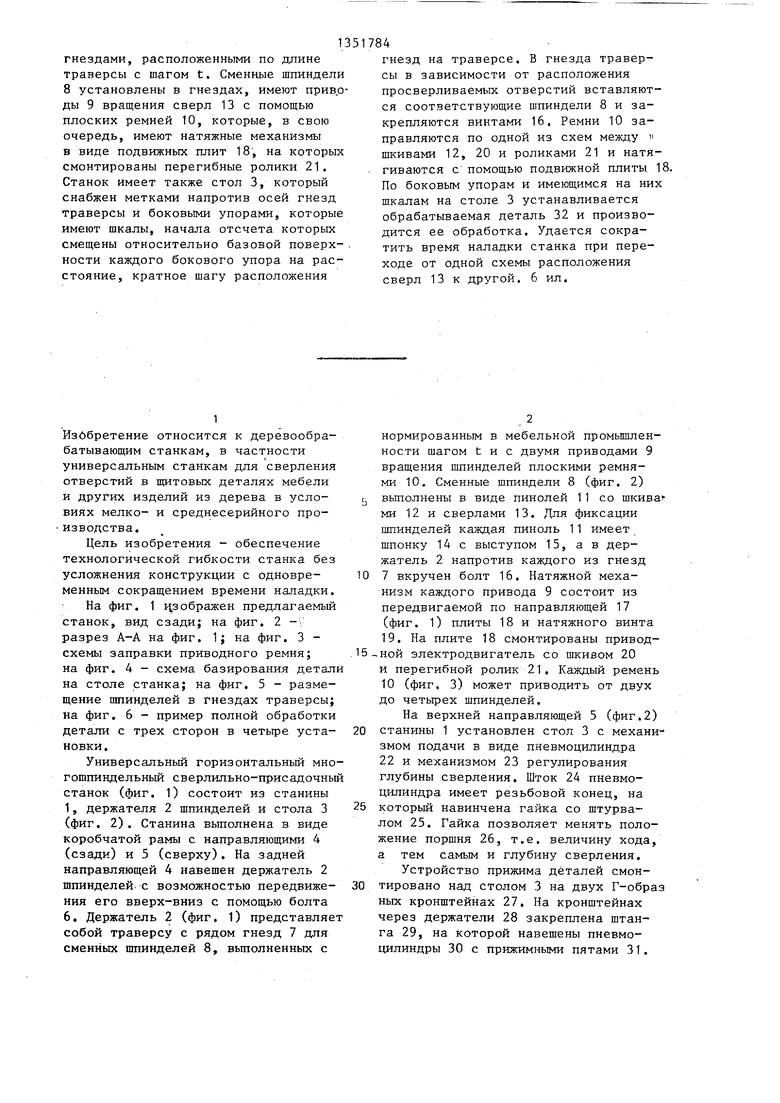
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок | 1926 |
|
SU6757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Многошпиндельный полуавтоматический сверлильный станок | 1931 |
|
SU30058A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Сверлильный станок | 1989 |
|
SU1764855A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
Изобретение относится к области деревообработки и может быть использовано в универсальных .многошпин- дельных сверлильных станках мелко- и среднесерийных производств. Цель изобретения - сокращение времени наладки и упрощение конструкции станка. Универсальный горизонтальный многошпиндельный сверлильно-присадочный станок состоит из станины 1, держателя шпинделей 8 в виде траверсы с /)-/} о & /2. (О 20 21 со с со СП 1 сзо 4
2xt
nxt
J4
4
39
/ . j. T
TTT 1 T 1 1-II ,1 I I., I I
// 7/ ni/TT
- t-t--t--1--f- -t--f--t-f
ЩШ
I I I V- / / I /
/J
33 36
о
Фиг. 5
U
LI
nr
J2
-h
Редактор А. Маковская
Заказ 5526/13Тираж 464Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
1
Ж
У
mill I r-----жш
ii(nl
У
32
V
/
ШмПр-
Ф Ф
ЧМ
35
Составитель А. Балин
Техред Л.Олийнык Корректор и. Муска
| Маковский Н.В | |||
| и др | |||
| Теория и конструкции деревообрабатывающих машин | |||
| М.: Лесная промышленность, 1984, с | |||
| Приспособление, обнаруживающее покушение открыть замок | 1910 |
|
SU332A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Станок для сверления отверстий в деревянных щитах | 1983 |
|
SU1115902A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
