Изобретение относится к области станкостроения и может быть использовано при сверлении отверстий в. деталях типа зубчатая рейка.
Цель изобретения - повышение точности за счет увеличения надежности позиционирования.
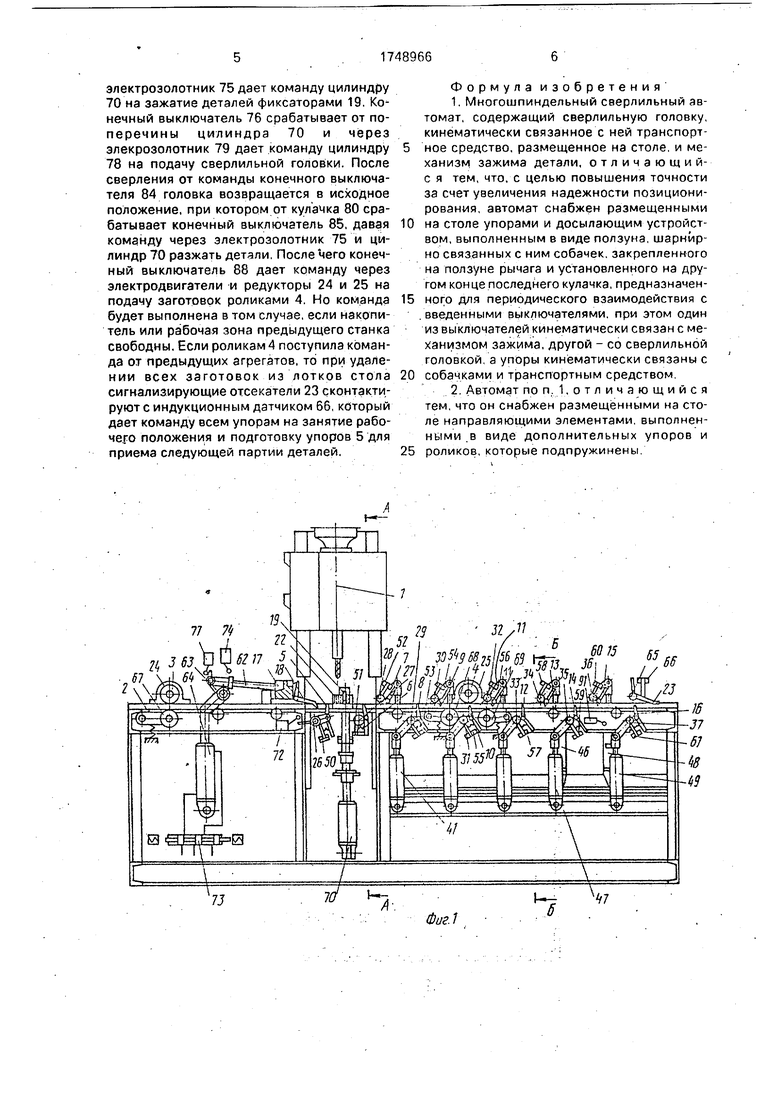
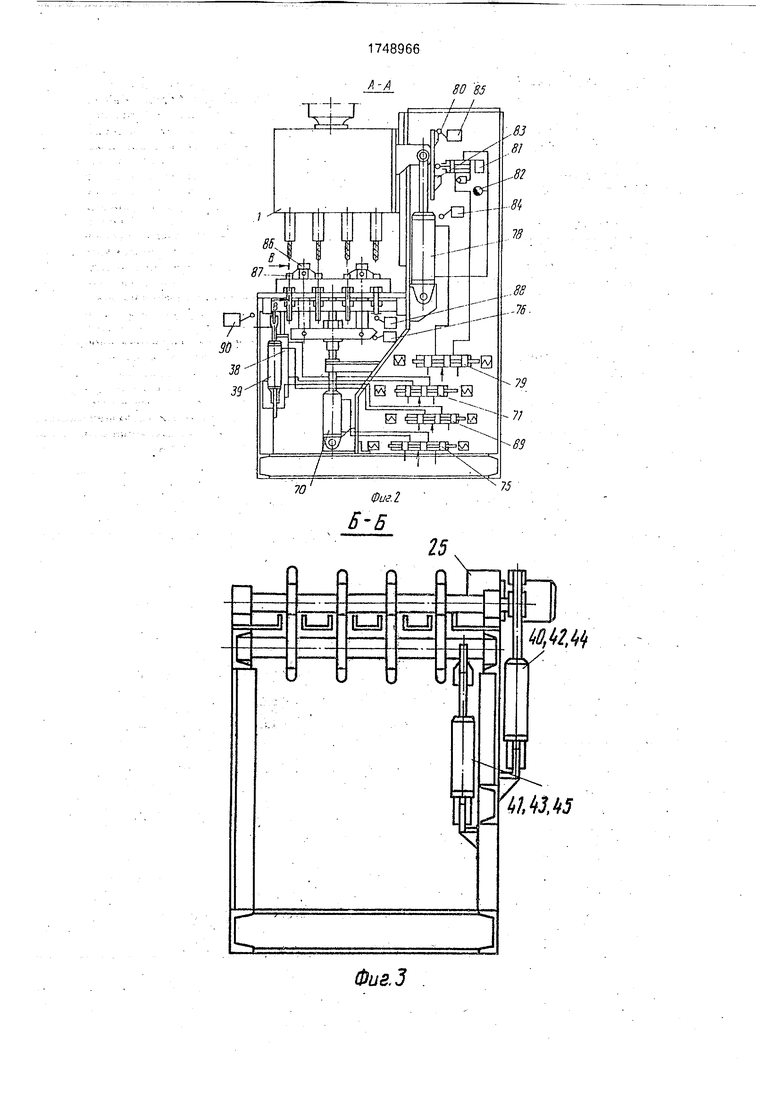
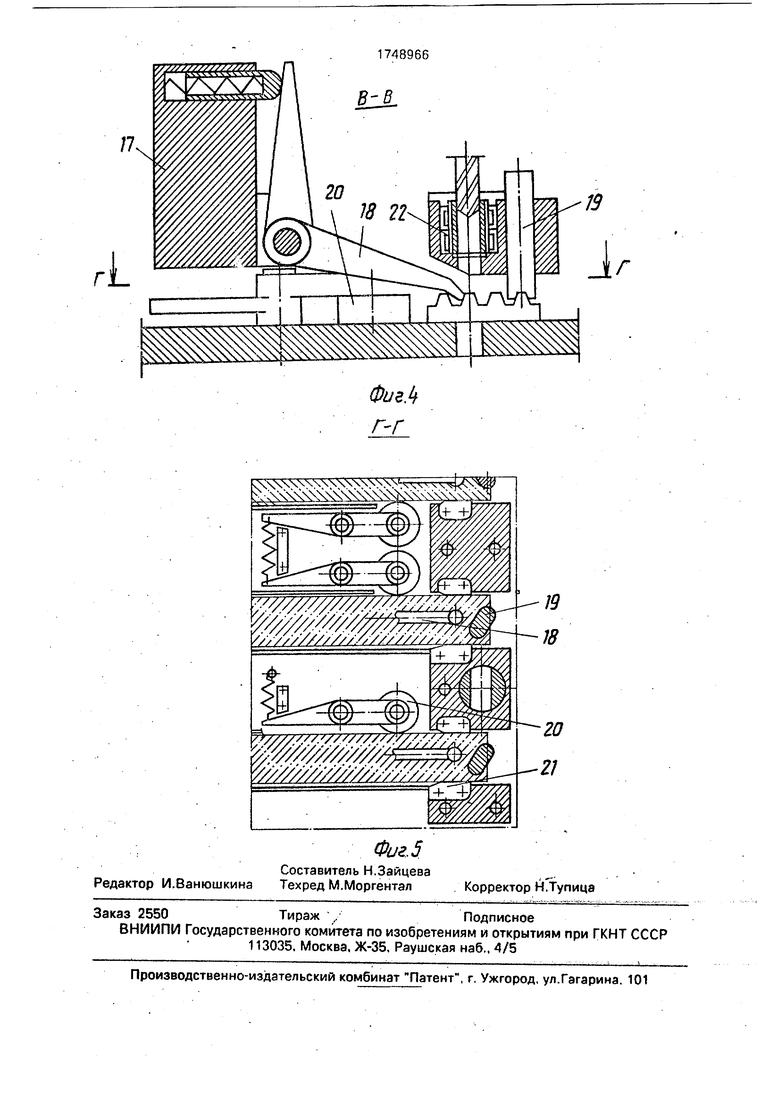
На фиг. 1 изображен многошпиндельный сверлильный автомат, разрез; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез В-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 4.
Многошпиндельный автомат для сверления отверстий в деталях типа зубчатая рейка содержит многошпиндельную сверлильную головку 1, стол 2 с направляющими лотками, оборудованный роликами 3 и 4, взаимодействующими с упорами 5-16, пол: зуном 17 с улавливающими риф детали собачками 18, зажимными фиксаторами 19 рифа, боковыми роликами 20, прижимающими детали к боковым базовым упорам 21,
вращающимися кондукторными втулками 22 и отсекателями 23.
Подающие ролики 3 и 4, размещенные в каждом лотке, насажены на одни общие валы, которые электромагнитными муфтами соединены с редукторами 24 и 25 и приводятся во вращение электродвигателями. Все упоры в лотках шарнирно соединены с валами 26 - 37, которые совершают возвратно-вращательное движение от своих цилиндров 38 - 49. К этим же валам против каждого упора прикреплены индукционные датчики 50 - 61. Ползун 17 при помощи регулируемых штанг 62 и рычагов 63 соединен с цилиндром 64. Сигнализирующие отсекатели 23 смонтированы на валу 65, свободно вращающемся в подшипниках. К нему прикреплен один вертикальный рычаг для контактирования с индукционным датчиком 66. Прикрепленные к валу отсекатели 23 контактируют с деталями в лотках. При отсутствии деталей от действия веса отсекаw
Ё
XI
Ј 00
43 О
о
телей 23 вал 65 свободно поворачивается. Подпружиненные ролики 67 - 69 создают силу трения между деталью и подающими роликами 3 и 4, Зажимные фиксаторы 19 действуют от цилиндра 70.
Автомат работает следующим образом.
При сверлении первого отверстия упоры 5, получив сигнал от отсекателей 23 через индукционный датчик 66 об освобождении рабочей зоны сверлильного автомата, дают команду отрезному автомату или межстаночному накопителю на подачу партии деталей. Одновремен.но индукционный датчик дает сигнал всем сигнализирующим упорам занять рабочее положение. Поданные детали подхватываются подающими роликами 3 и перемещаются до упоров 5. Как только все заготовки дойдут до упоров, так индукционные датчики 50 дают команду на остановку роликов 3 и с задержкой дают команду на удаление из рабочей зоны упоров 5 цилиндром 38 через золотник 71. Во время опускания упора 5 вспомогательный рычажок, прикрепленный к валу 26, нажимает на конечный выключатель 72, который через золотник 73 дает команду гидроцилиндру 64 на перемещение ползуна 17, собачки 18 которого во время движения захватывают ближайшие рифы деталей и подводят их оси под сверла (фиг.
4).
В конце подачи кулачок, прикрепленный к рычагу 63, нажимает на конечный выключатель 74, от которого поступает команда цилиндру 70 через электрозолотник 75 на зажатие заготовок фиксаторами 19. В конце зажатия поперечина цилиндра 70 нажимает на конечный выключатель 76, который дает команду через электрозолотник 73 цилиндру 64 на возвращение ползуна 17 с собачками 18 в исходное положение, где кулачок нажимает на конечный выключатель 77, от которого поступает команда цилиндру 78 через электрозолотник 79 на подачу многошпиндельной сверлильной головки 1, которая быстро опускается до соприкосновения кулачка 80 с золотником 81 осевого механического управления. Затем в работу вступает дроссель 82, в результате чего головка опускается с рабочей скоростью. После сверления кулачок 83 нажимает на конечный выключатель 84, воздействие которого на золотник 79 дает команду на быстрый подъем головки 1. В верхнем положении кулачок 80 контактирует с конечным выключателем 85, отчего золотник 75 переключает цилиндр 70 на разжим деталей по цепочке: шток цилиндра 70, поперечина, штоки 86 коромысел 87 и зажимные фиксаторы 19.
Для сверления следующих отверстий, при разжатии деталей, поперечина цилиндра 70 взаимодействует с конечным выключателем 88, который дает команду
электродвигателям на вращение через редукторы 24 и 25 подающих роликов 3 и 4. Как только все детали дойдут до сигнализирующих упоров 6, так индукционные датчики 51 дают сигнал на остановку подающих роли0 ков, а затем с задержкой дают команду через электрозолотник 89 цилиндру 39 на опускание упоров 6 из рабочей зоны. Цилиндр 39, вращая вал 27, опускает упоры 6 и рычагом, закрепленным на штоке цилинд5 ра, нажимает на конечный выключатель 90, в результате чего срабатывают электрозолотник 73 и цилиндр 64, а ползун 17 с собачками 18 подводит оси ближайших рифов деталей под оси инструментов. Затем от на0 жима кулачка срабатывает конечный выключатель 74, команда от которого поступает через электрозолотник 75 цилиндру 70 на зажатие заготовок фиксаторами 19. От поперечины цилиндра 70 срабатывает конеч5 ный выключатель 76, вслед за ним электрозолотник 73, затем цилиндр 64 возвращает ползун 17 с собачками 18 в исходное положение, где от упора срабатывает конечный выключатель 77 и дает команду
0 через электрозолотник 79 цилиндру 78 на подачу сверлильной головки. По окончании сверления от нажатия°кулачка 83 срабатывает конечный выключатель 84, а через него электрозолотник 79, после чего цилиндр 78
5 поднимает сверлильную головку, которая через конечный выключатель 85, электрозолотник 75 и цилиндр 70 освобождает детали от зажима. При сверлении последующих отверстий процесс повторяется.
0 Для сверления последних отверстий при разжатии деталей поперечина цилиндра 70 нажимает на конечный выключатель 88, который дает команду электродвигателям на передачу вращения через редукторы
5 24 и 25 роликам 3 и 4. Ролики 4 подают детали до последних упоров 16. Как только все детали доходят до упоров, так индукци- онкые.датчики 61 дают команду роликам 3 и 4 на прекращение вращения и с задерж0 кой, через электрозолотник и цилиндр 49, опускают упоры 16. В верхнем положении кулачок, закрепленный на головке штока цилиндра 49, нажимает на конечный выключатель 91, который через электрозолотник 73
5 дает команду цилиндру 64 на перемещение ползуна 17 с собачками 18, захватывающими ближайшие рифы деталей и подвод их осей под оси инструментов. В крайнем положении ползуна кулачок нажимает на конечный выключатель 74, который через
электрозолотник 75 дает команду цилиндру 70 на зажатие деталей фиксаторами 19. Конечный выключатель 76 срабатывает от по- перечины цилиндра 70 и через элекрозолотник 79 дает команду цилиндру 78 на подачу сверлильной головки. После сверления от команды конечного выключателя 84 головка возвращается в исходное положение, при котором от кулачка 80 срабатывает конечный выключатель 85, давая команду через электрозолотник 75 и цилиндр 70 разжать детали После чего конечный выключатель 88 дает команду через электродвигатели и редукторы 24 и 25 на подачу заготовок роликами 4 Но команда будет выполнена в том случае, если накопитель или рабочая зона предыдущего станка свободны. Если роликам 4 поступила команда от предыдущих агрегатов, то при удалении всех заготовок из лотков стола сигнализирующие отсекатели 23 сконтакти- руют с индукционным датчиком 66, который дает команду всем упорам на занятие рабочего положения и подготовку упоров 5 для приема следующей партии деталей.
Формула изобретения
1Многошпиндельный сверлильный автомат, содержащий сверлильную головку кинематически связанное с ней транспортное средство, размещенное на столе и механизм зажима детали, отличающий- с я тем, что, с целью повышения точности за счет увеличения надежности позиционирования автомат снабжен размещенными на столе упорами и досылающим устройством, выполненным в виде ползуна шарнир- но связанных с ним собачек закрепленного на ползуне рычага и установленного на другом конце последнего кулачка, предназначенного для периодического взаимодействия с введенными выключателями, при этом один из выключателей кинематически связан с механизмом зажима, другой - со сверлильной головкой а упоры кинематически связаны с собачками и транспортным средством
2Автомат поп 1.отличающийся тем что он снабжен размещенными на столе направляющими элементами выполненными в виде дополнительных упоров и роликов, которые подпружинены
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ МНОГОЛОТКОВАЯ ЛИНИЯ | 1989 |
|
RU2023569C1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Транспортное устройство | 1989 |
|
SU1808639A1 |
| МЕЖСТАНОЧНЫЙ МНОГОСЕКЦИОННЫЙ НАКОПИТЕЛЬ | 1989 |
|
RU2044615C1 |
| Транспортная система | 1989 |
|
SU1808640A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ ТИПА ЗУБЧАТАЯ РЕЙКА | 1989 |
|
RU2023545C1 |
| МНОГОСЕКЦИОННОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1990 |
|
RU2021187C1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Автомат для сверления поперечных отверстий | 1981 |
|
SU1007852A1 |
Изобретение относится к станкостроению и может быть использовано при сверлении отверстий в деталях типа зубчатая рейка. Целью изобретения является повышение точности за счет увеличения надежности позиционирования, Стол с направляющими лотками оборудован роликами, взаимодействующими с упорами и ползуном, содержащим улавливающие риф детали собачки На столе также размещены зажимные фиксаторы рифа кондукторные втулки и отсекатели Подающие ролики размещены в каждом лотке и насажены на одни общие валы, которые приводятся во вращение электродвигателями. Все упоры в лотках шарнирно соединены с валами, которые совершают возвратно-вращательное движение. Ползун с помощью регулируемых штамг и рычагов соединен с цилиндром 1 з п. ф-лы, 5 ил
2
SS
Фие1
/
Wl№
v-v
9968 W. I
/////////:
у,///////////,///////,,,
г ч. x 1t Ј
//// //. ///////s77//..f7y
.///SsS/.-;Sj - . ////./ /As .л
S f f f , t Г r i f Л л л f Л
У//////// //// ////////
v
| Полуавтоматический станок для зенкерования отверстий корпусов электромагнитных реле | 1960 |
|
SU137369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
