Предлагаемая подставка может быть применена в отличие от существующего способа засыпки полуфабриката абразивно-бакелитовых изделий песком, необходимого для сохранения формы изделия во время бакелизации, так как бакелитовые изделия чрезвычайно размягчаются при повышении температуры, в стадии, предшествующей началу отзерJ5leвaния. Применение подставки позволяет обходиться без какой-либо пересыпки изделий песком, требующейся исключительно лишь, как уже сказано выше, для удержания изделия от деформации. Подставка выполняет эту функцию в высокой мере и вносит существенные улучшения и удобства в процесс производства.
Необходимо указать, что обычный способ засыпки песком имеет ряд существенных дефектов и даже ограничивает спецификацию изготовляемых на бакелитовой связке изделий, в виду невозможности сохранить этим приемом при бакелизации более или менее правильную (не деформированную) форму отдельных фасонных тонкостенных абразивных изделий, делая их производство мало продуктивным. Далее способ засыпки не может дать полной гарантии от деформации по причине происходящей утечки и усадки песка и образования пустот при малейшем сотрясении. Кроме
(199)
того спрессованный полуфабрикат требует немедленной засыпки его песком в момент разборки прессформы и дальнейшей всемерной охраны его от всяких толчков, могущих произойти как у рабочего места, так и во время доставки и загрузки в бакелизаторы.
Необходимо еще отметить, что песок должен быть очень хорошо отсеян или отмучен, так как если в нем будет пыль или слишком мелкие зерна, то они будут прилипать к изделию, загрязняя его.
С применением подставок спрессованные изделия могут быть помещаемы на гладкой поверхности в любом месте без особых предосторожностей и, если они подвергались деформациям при разборке прессформы или на стеллажах, то они совершенно выравниваются на подставках, принимая точную форму этих шаблонов в момент размягчения при бакелизации.
Поэтому отпрессованные изделия могут быть, по желанию, либо немедленно укладываемы на шаблоныподставки, либо помещаться на них перед бакелизацией. Все операции по переноске и загрузке в бакелизаторы чрезвычайно упрощаются, так как каждое изделие, помещенное на подставкешаблоне, может быть перемещаемо без с-собых предосторожностей.
Изделия выходят после бакелизации совершенно чистыми, ничем не засоренными.
Все вышеперечисленные улучшения и удобства в обращении с полуфабрикатом и в процессе бакелизации имеют преимущественное значение в снижении производственного брака и ускорении ряда производственных операций.
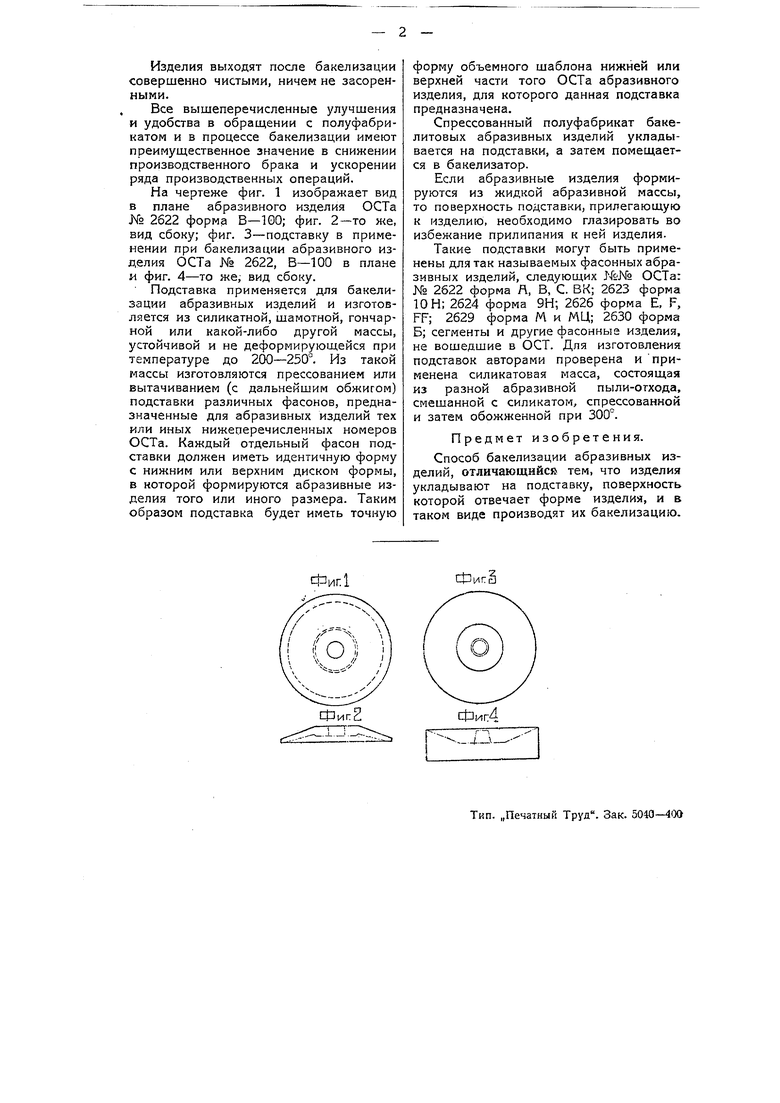
На чертеже фиг. 1 изображает вид в плане абразивного изделия ОСТа Кй 2622 форма В-100; фиг. 2-то же, вид сбоку; фиг. 3-подставку в применении при бакелизации абразивного изделия ОСТа № 2622, В-100 в плане и фиг. 4-то же, вид сбоку.
Подставка применяется для бакелизации абразивных изделий и изготовляется из силикатной, шамотной, гончарной или какой-либо другой массы, устойчивой и не деформирующейся при температуре до 200-250°. Из такой массы изготовляются прессованием или вытачиванием (с дальнейшим обжигом) подставки различных фасонов, предназначенные для абразивных изделий тех или иных нижеперечисленных номеров ОСТа. Каждый отдельный фасон подставки должен иметь идентичную форму с нижним или верхним диском формы, в которой формируются абразивные изделия того или иного размера. Таким образом подставка будет иметь точную
форму объемного шаблона нижней или верхней части того ОСТа абразивного изделия, для которого данная подставка предназначена.
Спрессованный полуфабрикат бакелитовых абразивных изделий укладывается на подставки, а затем помещается в бакелизатор.
Если абразивные изделия формируются из жидкой абразивной массы, то поверхность подставки, прилегающую к изделию, необходимо глазировать во избежание прилипания к ней изделия.
Такие подставки могут быть применены для так называемых фасонных абразивных изделий, следующих №№ ОСТа: N° 2622 форма А, В, С. ВК; 2623 форма ЮН; 2624 фюрма 9Н; 2626 форма Е, F, FF; 2629 форма М и МЦ; 2630 форма Б; сегменты и другие фасонные изделия, не вошедшие в ОСТ. Для изготовления подставок авторами проверена и применена силикатовая масса, состоящая из разной абразивной пыли-отхода, смешанной с силикатом, спрессованной и затем обожженной при 300°.
Предмет изобретения.
Способ бакелизации абразивных изделий, отличающийс тем, что изделия укладывают на подставку, поверхность которой отвечает форме изделия, и в таком виде производят их бакелизацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шлифовального бакелитового материала | 1934 |
|
SU44451A1 |
| Способ прессования абразивных кругов | 1948 |
|
SU85232A1 |
| СПОСОБ СВЧ-ТЕРМООБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОРГАНИЧЕСКИХ ТЕРМОРЕАКТИВНЫХ СВЯЗКАХ | 2013 |
|
RU2545939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА ОРГАНИЧЕСКИХ ТЕРМОРЕАКТИВНЫХ СВЯЗКАХ | 2021 |
|
RU2790312C1 |
| Пресс для изготовления шпуль, катушек, бобин и тому подобных изделий | 1933 |
|
SU42787A1 |
| Способ прессования изделий крупного размера из текстолита и иных подобных пластических масс | 1934 |
|
SU46351A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085339C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2138367C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2121904C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2139774C1 |

