Вследствие затруднитедыюсти равномерного распределения массы в нресс-формах при формовке некоторых ипдо фасонных прессоваи-плх кругов н длптельностгт этого процесса, требующего ппдпвидуальттого Atnстерства, принято изготовлять упомянутые круги со значительными припусками по толщине ;гля ршпгомерного уплотиепия (уирессовки) масс1, и избежания брака.
Такне круги после обжига подвергаются камонпо-токарной обработке для иолучеиия фасоиа н размера, предусмотреппого JOCToM.
ОпиС;,ВаемыЙ СИОССб форМОИКД ОТПОСНТСЯ, 1 OCliOlinOM, к СЛОДу ОИ1,ИМ
кругам; круг1ткоиичоск 1о ГОСТ 2426-i4, формы 2Hii4n; круги Тг1г;олочиые ГОСТ2::- 6-44, формы 1 т, 2 т и 3т; круги тарелочные ГОСТ 2(V22, форма ВК-90, а также круги, плоские с выточкой ГОСТ 2427-4.4, круги плоские с Д1 ухсторопней г,ыточкой ГОСТ 2429-44 и некоторые нлостиге круги прямого профиля ГОСТ 2425-44.
Отличительной особетгностыо предлагаемого способа является распределение абразивиого материала в пресс-форме, поставленной па вра1цаюн1,ийся стол, при помощи нтаблона перед прессованием из него изделпя сложного профиля. Г оложнтельный технпческий эффект при применении отого способа заключается в получеппи изделий иосле прессо15ания однородной плотности.
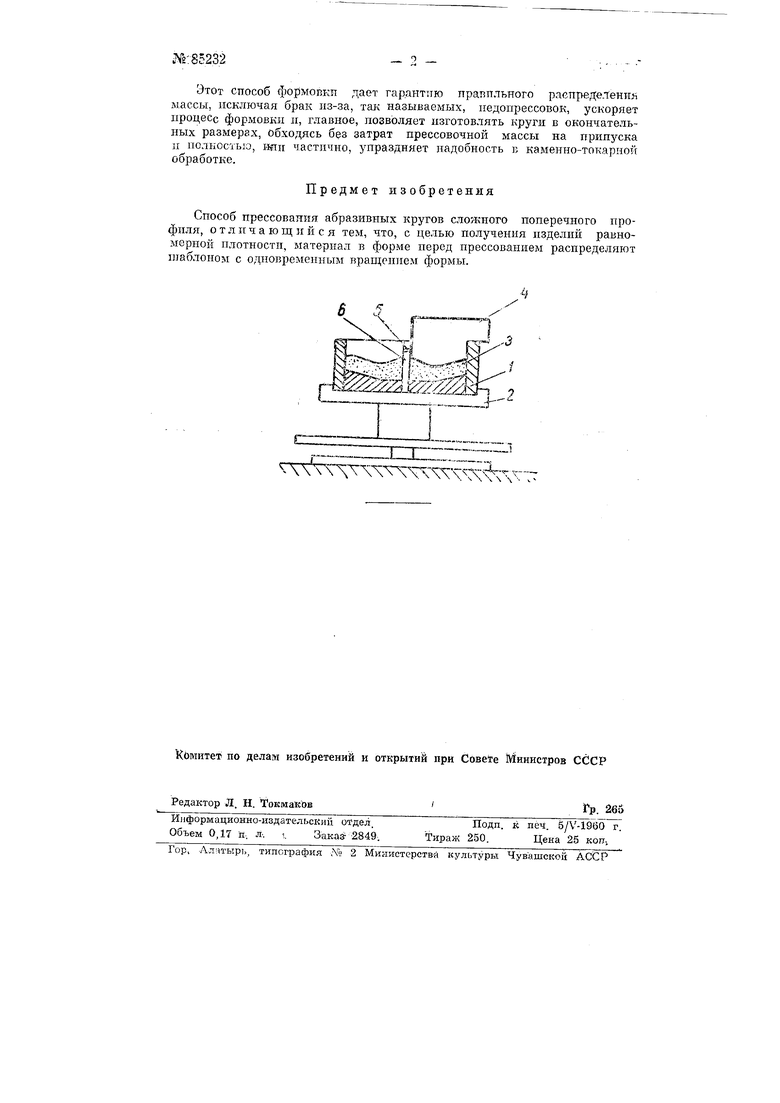
На чертеже схематическтг пзобра}кепа пресс-форма, в которотг производится формовка.
Способ формовки (см. чертеж) заключается в том, что пресс-форму 1 ставят в центре вращающегося (достаточно от рукн) диска 2. Засыпанная но Весу в згресс-форму масса 3 распределяется прн вращенни пресс-формы шаблоиом 4, придержнваенгьгм рукой н представляющим металлпческую пластппку длиной от образующего отверстия штыря до внутренней стенки нресс-формы, с конфигурацией ниж-ней части в соотliCTCTBnn с профилем формуемого круга, с упором в виде плечика, на опирающегося па иресс-форму и с кольцом 5, :гдевающ№1ся на пттырь 6 пресс-формы для фиксации паправлепия.
№:85232
Этот способ фор говр;и дает гарантию правильного распределения массы, исключая брак из-за, так называемых, недопрессовок, ускоряет процесс формовки и, главное, позволяет изготовлять круги в окончательных размерах, обходясь без затрат прессовочной массы на припуска и полностью, ийп частично, упраздняет надобность в каменно-токарной обработке.
Предмет изобретения
Способ прессования абразивных кругов сложного поперечного профиля, о т л IT ч а ю ш; и и с я тем, что, с целью получения нзделнй равномерпой плотности, материал в форме неред нрессованием распределяют шаблоном с одновременным вращением формы.
«.
,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| Способ изготовления шлифовального бакелитового материала | 1934 |
|
SU44451A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2138387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ МОДЕЛЕЙ | 1995 |
|
RU2090297C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| Способ бакелизации абразивных изделий | 1935 |
|
SU44145A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
