Известен способ соединеиия бо на с токоотЕодами электродов щелочного аккумулятора путей сборки токоотводои Е стопку, сжатия их тегшоотЕОДящими накладкалш, об1)езки под размер,дуговой сварки в среде аргона и охлаждения сжатым воздухом. Недостатком известного способа соединения борнов с токоотводами является излишне большая конструкционная высота газового пространства аккумулятора,- порядка 25 ым, определяемая расстоянием токоотводов от поверхности электродов до основания борна или накладки, т.е. места дуговой сварки. Указанная конструкционная высота от места сварки до поверх-. ноети электродов определяется большим тешювыделегаем в зоне ад говой сварки и необходимостью исключения подторания активных ма 1териалов электродов. Большое тепловыделение при существующем способе соединения не позволяет также реализовать дуговой метод сварки электродов,предварительно собранных в стопку и обернутых сепаращо1шым материалом, т.е. при существующих способах сепарационный матерш: ал одевается на пластину после выполнения операции сварки и, как правило, вручную. Механизировать процесс с использованием дуговой сварки практически невозможно. G другой стороны И В ЭТОЙ связи аккул1уу яторы, предназначенные для форцированных режимов разряда,с пластинчатыми токоотводалш, соединенными с борном дуговой сваркой, имеет не оптимальные уделъ-г ные объемные и весовые харак,теристики. По предлагаемому способу с целью мехаш1зации процесса и улучшения удельных 8лектричео1Ш,;ж характеристик собранные в отогшу foкоотводы разделяют на чаотм,отгибают под углом шо, прижимает i горизонта ьной часта борна м овари вают током ЗСМО а при напряжении 25-30 в и расходе аргона 75 100 л/час в течение 5-10 шн а охлаждение ведут при расходе сжа того воздуха vO-iSO л/чао.
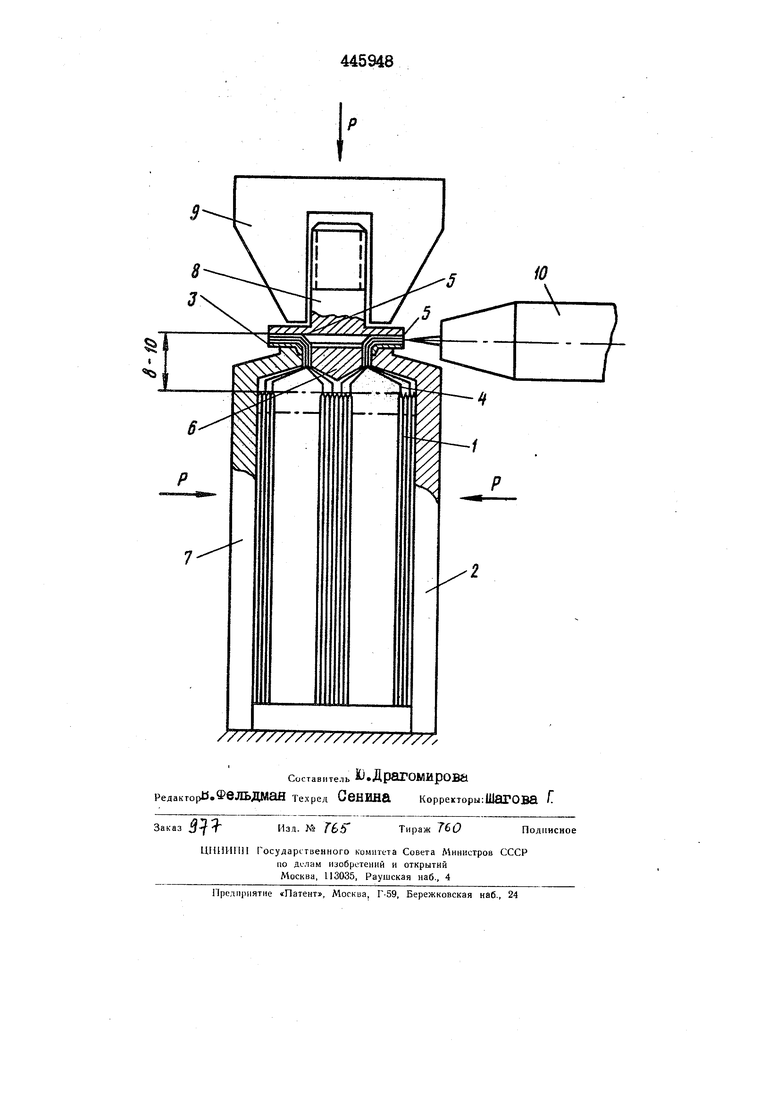
На чертеже схематически изображен пример выполнения предложенного способа.
Способ заключается в следр)щем. Предварительно наб|ннные в стопу, зашитые в сепаратор электроды I в хфиспосбленйй 2 для ошр ки и сборки подают на сшрку
Перед сваркой надевают НЕЖНЮЮ накладку 3, пакет токоотводов 4 разделяют на две тсти 5, зажимают между стадьными теплортводами 6,7, разворачивают на 90 j прн мают к горизонтальной части борна 8 прижимом 9 и сваривают горелкой 10 в среде аргона на режиме:рао™ ход аргона 75-100 л/час,ток а, напряжение и время
5-10 G&&S причемразведенннеТОКООТВ01ШВ
.м приегс70-130 л/чао о
ПРЕЩМЕГ
Способ соединения борна Q foжоотводами электрода щелочного ежкуиулйтора путем ооощи fOKooTBCв отопкуS cgaTEflfus:seKнакладками8обрезрйпод размер 5 овой ош, ср:-;де аргона ив-:;ьj oM,, отличающийся теМ|Ч1 0 G цельюirpcrцеооа и улучшения удельных элег/ьричеокмх характериотвк GodpaHEiu-: в ототшу токоотБодаv:i:
частЖу отгвбают подЗПОприжимают н горизонтальной чае:-,:. шрна и сваривают током 30-40 при напряжении 35-ЗОв i райхо.г аргона 75-°100 л/чао в5 10 мин- „ а охлаждениепр
расходе сжатого воадкЕ СьУЗ л/чаоо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления токоведущих узлов щелочного аккумулятора | 1974 |
|
SU494803A1 |
| Щелочной аккумулятор | 1972 |
|
SU454615A1 |
| СПОСОБ СБОРКИ ПЛОСКОГО АККУМУЛЯТОРА | 1994 |
|
RU2066902C1 |
| ЭЛЕКТРИЧЕСКИЙ АККУМУЛЯТОР | 1992 |
|
RU2083033C1 |
| СЛОИСТЫЙ ЭЛЕМЕНТ, СОБРАННАЯ БАТАРЕЯ, ВКЛЮЧАЮЩАЯ СЛОИСТЫЙ ЭЛЕМЕНТ, И СПОСОБ СБОРКИ СЛОИСТОГО ЭЛЕМЕНТА | 2012 |
|
RU2575480C1 |
| Способ изготовления безламельного электрода щелочного аккумулятора | 1978 |
|
SU703874A1 |
| Электрохимическое устройство | 2015 |
|
RU2608759C1 |
| ЭЛЕКТРИЧЕСКИЙ АККУМУЛЯТОР | 1982 |
|
SU1108972A1 |
| Способ изготовления безламельного электрода щелочного аккумулятора | 1973 |
|
SU467424A1 |
| Способ приварки токоотвода к подложке электрода щелочного аккумулятора | 1977 |
|
SU613422A1 |