1 .
Изобретение относится к.электротехнической промышленности.
Известен способ изготовления безламельных электродов щелочного аккумулятора, заключающийся в нанесений активной массы на основу, точечной конденсаторной сварке основы с . усиливающей накладкой и приварке токоотвода 1. Этим способом,несмотря на ряд специальных технологических приемов, не удается устранить следы меди на электроде, являющиеся причиной выхода аккумулятора из строя во время эксплуатации.
Наиболее близким к изобретению по технической сущности и достигаемым результатам является спсэсоб из чэто Вления безламельного электрода щелочного аккумулятора путем размещения основы и усиливающей накладки внахлестку, сварки их между собой, приварки к накладке токоотвода и нанесения активней массы 2.
Недостатком способа является деформация и отрывы основы от усиливающей накладки в процессе ее отгиба, возникающие при несовпадениях места отгиба с направляющей разворачивающего устройства, что приводит к браку.
в целях снижения брака предложено непосредственно перед сваркой отгибать кромку основы на угол 90 в сторону ,npofHBo nonolWy S накладке , в месте сварного соединения основы с накладкой, а с.варку вести прогьпавлением со стороны усиливающей накладки.
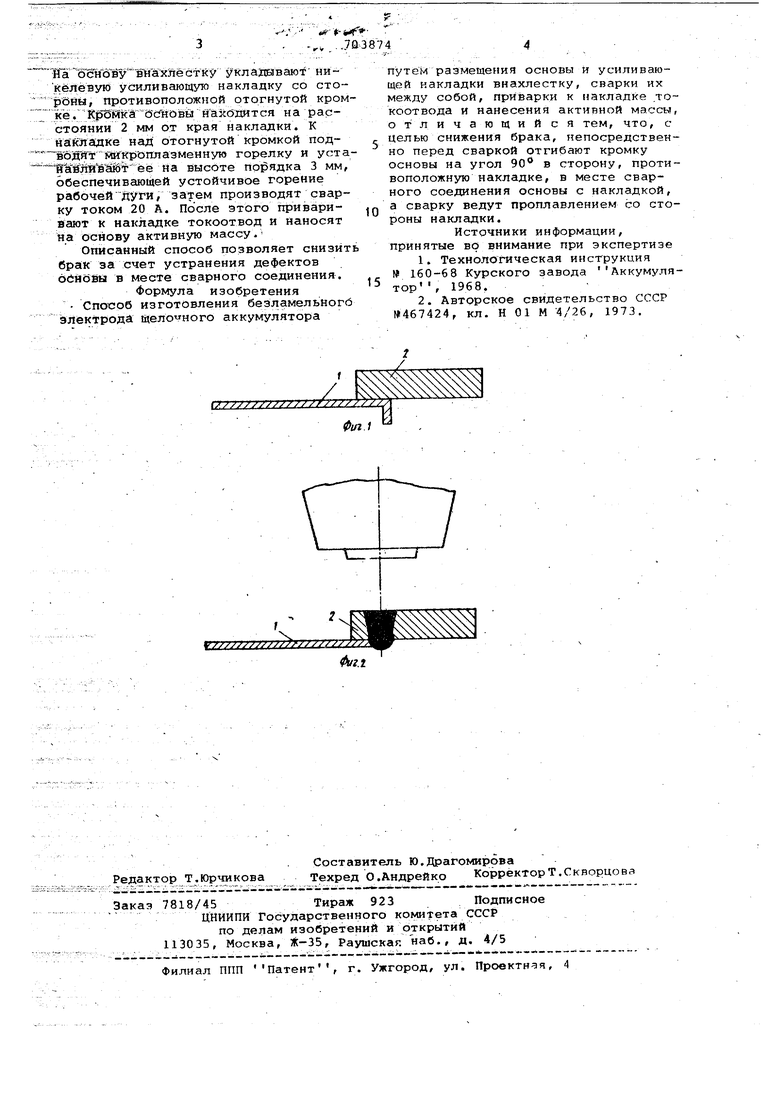
На фиг. i показана сборка.основы с усиливающей накладкой перед свар0кой; на фиг, 2 показаны основы и накладка после Сварки .
Способ заключается в следующем.
Основу 1 и усиливающую накладку 2 размещают внахлестку, отгибают
5 кромку основы на угол 90 в сторону, противоположную накладке, сваривают основу с накладкой проплавлением со стороны нМкладки. Место сварного шва располагается на расстоянии
0 1,5-3 мм от бокового торца усиливающей накладки со стороны основы. В результате проплавленйя накладки . расплавленный металл смачивает кромку основы и расплавляет ее. После
5 этого к накладке приваривают токоотвод и на основу наносят а ктивную
массу.
При М е р .-Берут никелевую ос.нову и отгибают кромку высотой 1 мм.
Щ Шн6ву в«ахйестку УклаШвают нйкелёвую усиливающую накладку со сторбйы, противоположной отогнутой кром )оШа бсГйовй нахбдится на расстоянии 2 мм от края накладки. К накладке нал отогнутой кромкой под Шдят ййкруоплазменнук горелку и уста ШйййЙйЙгеё йа высоте порядка 3 мм, обеспечивающей устойчивое горение рабочей дуги, затем производят сварку током 20 А. После этого приваривают к наклгщке токоотвод и наносят на основу активную массу.
Описанный способ позволяет снизить бра;к за счет устранения дефектов в месте сварного соединения.
Формула изобретения Способ изготовления безламельногб электрода щелочного аккумулятора
Путем размещения основы и усиливающей накладки внахлестку, сварки их между собой, приварки к накладке токоотвода и нанесения активной массы, отличающийся тем, что, с целью снижения брака, непосредственно перед сваркой отгибают кромку основы на угол 90 в сторону, противоположную накладке, в месте сварного соединения основы с накладкой, а сварку ведут проплавлением со стороны накладки.
Источники информации, принятые во внимание при экспертизе
1.Технологическая инструкция
№ 160-68 Курского завода Аккумулятор, 1968.
2.Авторское свидетельство СССР W467424, кл. Н 01 М 4/26, 1973.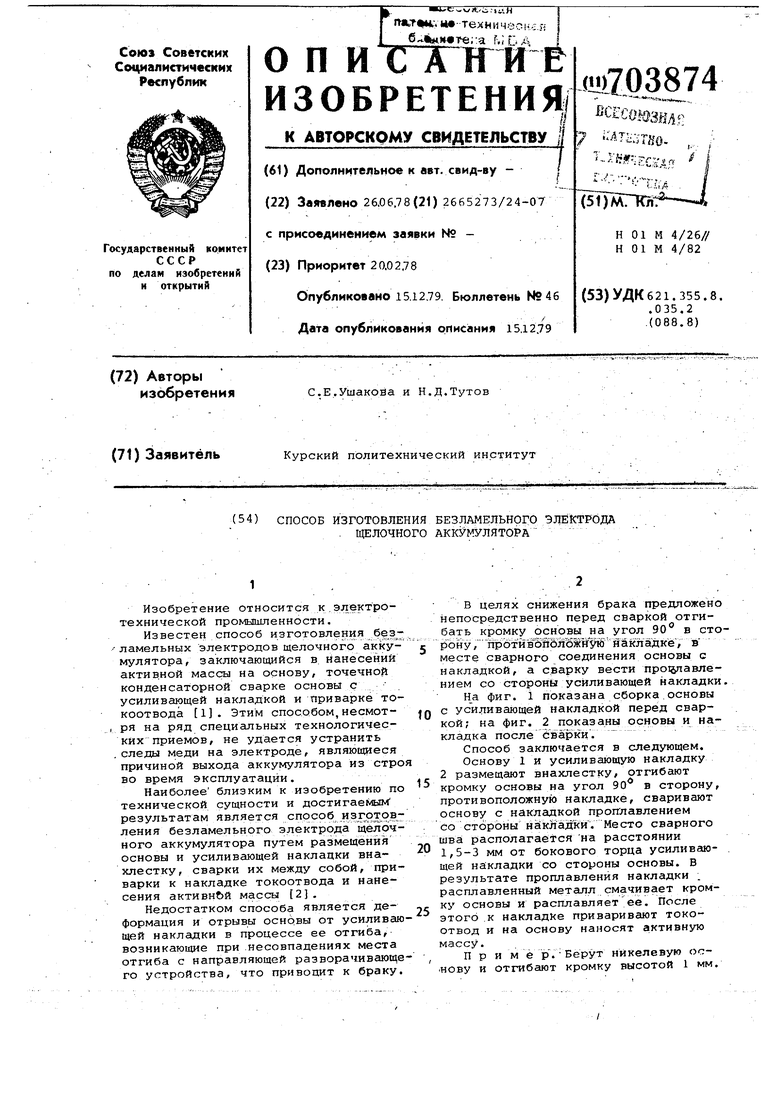
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления безламельного электрода щелочного аккумулятора | 1973 |
|
SU467424A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗЛАМЕЛЬНОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1989 |
|
SU1694027A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗЛАМЕЛЬНОГО ЭЛЕКТРОДА | 1973 |
|
SU388317A1 |
| Герметичный дисковый щелочной аккумулятор | 1976 |
|
SU595815A1 |
| Автомат для изготовления безламельных электродов щелочных аккумуляторов | 1960 |
|
SU134297A1 |
| СПОСОБ КОНТАКТНОЙ ПРИВАРКИ ТОКОСЪЕМНОГО УЗЛА К ОСНОВЕ ВОЛОКНОВОГО ЭЛЕКРОДА | 2011 |
|
RU2479074C2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| Способ автоматической приварки проволочных выводов и устройство для его осуществления | 1986 |
|
SU1532248A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Способ уменьшения остаточных деформаций и напряжений | 1980 |
|
SU946858A1 |
Z.
f.y/
0иг1
