Изобретение относится к электротехнической промышленности и может быть иопользовано при производстве щелочных аккумуляторов. Известен способ ирива.рки ток-оотв-ода к подложке электрода щ елочного аккумулятора светолучевой сваркой 1. Этот способ ,М алоцроиз1водителен, так как за одну операцию мож«о прива.рить только один токоотвод 1К подложке. Наиболее близким по технической сущности и достигаемым результатам к изобретению явл яется способ сВа.рки металлических изделий путем Последовательной оборки стопы из свардаваемых «зделий и -антидиффузионной прокладки из нерж;авеющей стали с окисной лленкой «а поверхности и диффузионной сварки Этот способ оозволяет повысить производительность, так как а.нтидиффузионные лрокладки предотвращают сварку изделий в .монолит, в связи с чем таким способом можно одновременно сваривать большое количество деталей. Однако из-за на-личия тугоплавкой окисной пленки антидиф|фуз1;онные прокладки имеют ограниченную теплопрово.ДНОсть. В связи с этим при сварке температура в центре стопы будет меньше, чем по краям, а при большой высоте стопы разность темпер:атур может достичь такой величины, при которой сварка не будет происходить. Уменьшение толщины прокладок в этом случ.ае может привести к их дефор,мации и разрьщу в Мвсте 1приложени,я иаибольщего давления. Это, .в свою очередь, МОжет привести к сварке стопы в люнолит. С целью сокращения брака предложено отношение толщины прокладки к суммарной толщине токоотвода и подложки и к высоте стапы выбирать равным 2,5-5 и 0,0015-0,005 соответственно. Чертеж иллюстрирует описываемый способ. Способ з аключается в следующем. На основание 1 укладывают аитидиффузионную прокладку 2 из нержавеющей стали с окисной пленкой на 1повбрх«ости, затем подложку 3 и ТОКООТ1ВОДЫ 4, поверх которых размещают антидиффузионную прокладку 2, и в такой последовательности собирают стопу. При этом отношение толщины прокладки к суммарной толщине токоотвода и подложки выбирают равным 2,5-5. При .меньшем отношении происходит деформация антидиффузионных прокладок, и их нельзя повторно использовать, при большем - снижается производительность, так как за счет большой толщины прокл адок уменьшается количество сваренных изделий. Отношение толщины лрокл1адки к высоте стопы выбирают равным 0,0015-0,005, что
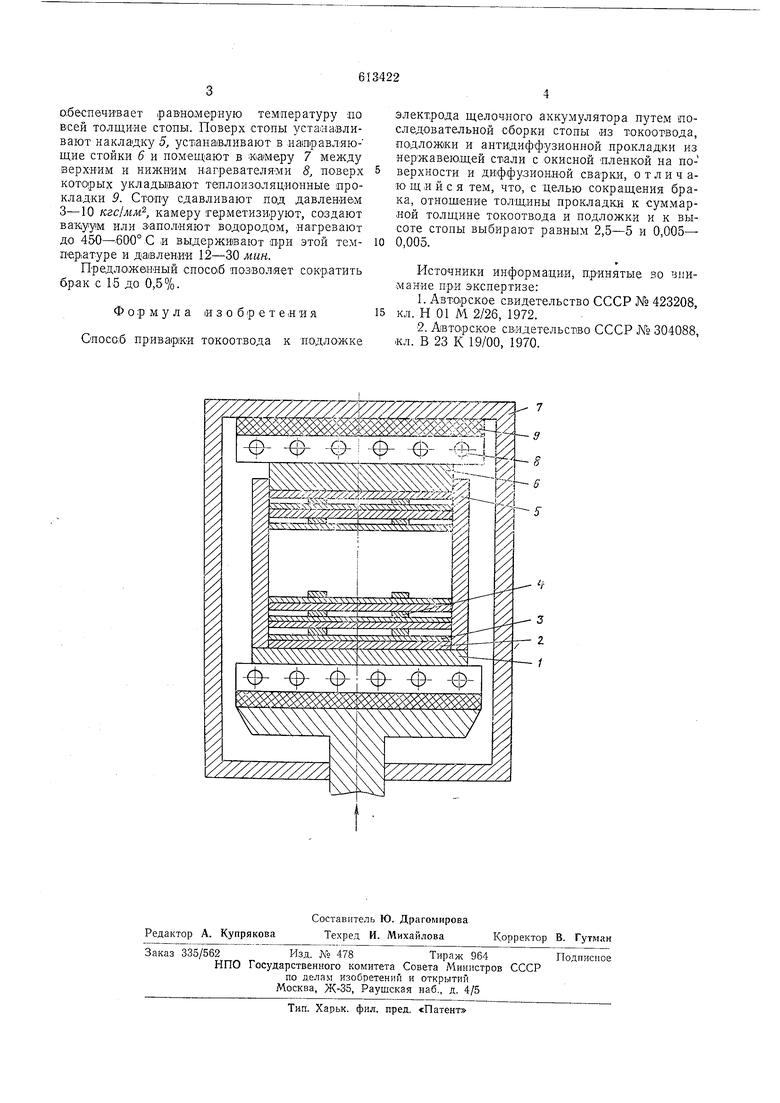
О:беспечивает ,раВНОгМерную температуру но В:сей толщине стопы. Поверх стопы устайавливают накладку 5, уст1ана1вливают в .натравляющие стойки 6 и поМеЩ|ают в юамеру 7 между верхним и нижним нагрев,ателЯМИ 8, поверх которых уклады1вают теплоизоляционные прокладки 9. Стопу сдавливают под давлением 3-10 кгс/мм, камеру герметизируют, со,здают ъакуум или ЗаиолНяют водородом, нагревают до 450-.600° С и выдерживают при этой темnepiaType и давлении 12-30 мин.
Предложенный спосо б позволяет сокр:атить брак с 15 до 0,5%.
Формула и 3 о б р е т е .н и я Спосо:б прива1рки токоотвода к подложке
электрода щелочного аккумулятора путем последовательной сборки стопы из токоотвода, подложки и антидиффузионной лро.кладки из нержавеющей стали с окисной пленкой на поверхности и ди ффузион.ной сварки, отличающийся тем, что, с целью сокращения брака, отношение толщины прокладки к суммарной толщине токоотвода и подложки и к высоте стопы выбирают равным 2,5-5 и 0,005- 0,005.
Источники информации, принятые во зин.маНИе при экспертизе:
1.Авторское свидетельство СССР № 423208, кл. Н 01 М 2/26, 1972.
2.Авторское свидетельство СССР №. 304088, кл. В 23 К 19/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации химического источника тока | 1990 |
|
SU1735942A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2325012C1 |
| Устройство для правки ленточных заготовок электродов щелочных аккумуляторов | 1980 |
|
SU877655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПУТЕМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ И ДИФФУЗИОННОЙ СВАРКИ | 2005 |
|
RU2291019C2 |
| СЕПАРАТОР, ИМЕЮЩИЙ ТЕПЛОУСТОЙЧИВЫЕ ИЗОЛЯЦИОННЫЕ СЛОИ | 2012 |
|
RU2562970C2 |
| СВИНЦОВО-КИСЛОТНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2015 |
|
RU2584699C1 |
| Способ соединения борна с токоотводами электродов щелочного аккумулятора | 1973 |
|
SU445948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
-ф- -ф- -, - -ф
