1
Изобретение относится к производству строительных материалов и может быть использовано при изготовлении волнистых листов из асбестоцемента.
Известна технологическая линия для изготовления волнистых листов из асбестоцемента, включающая установленные последовательно по ходу технологического процесса машину формования плоских заготовок, приемный транспортер, устройства раскроя заготовок, волнирования, укладки в пачки, термовлажностной обработки и стопирования.
В такой технологической линии отсутствует эксплуатационная надежность: временный отказ в работе любого механизма или машины вызовет остановку всей линии.
Цель изобретения - обеснечение надежности в экснлуатации линии.
Это достигается тем, что линия снабжена дополнительно машиной формования плоских заготовок, приемный транспортер которой расположен под другой машиной формования плоских заготовок, а также суммирующим транспортером и распределителем потока, причем, ппоследний выполнен в виде тележки с транспортирующим полотном, установленной с возможностью поперечного перемещения на расстояпие, равное половине расстояния между продольными осями параллельных нотоков.
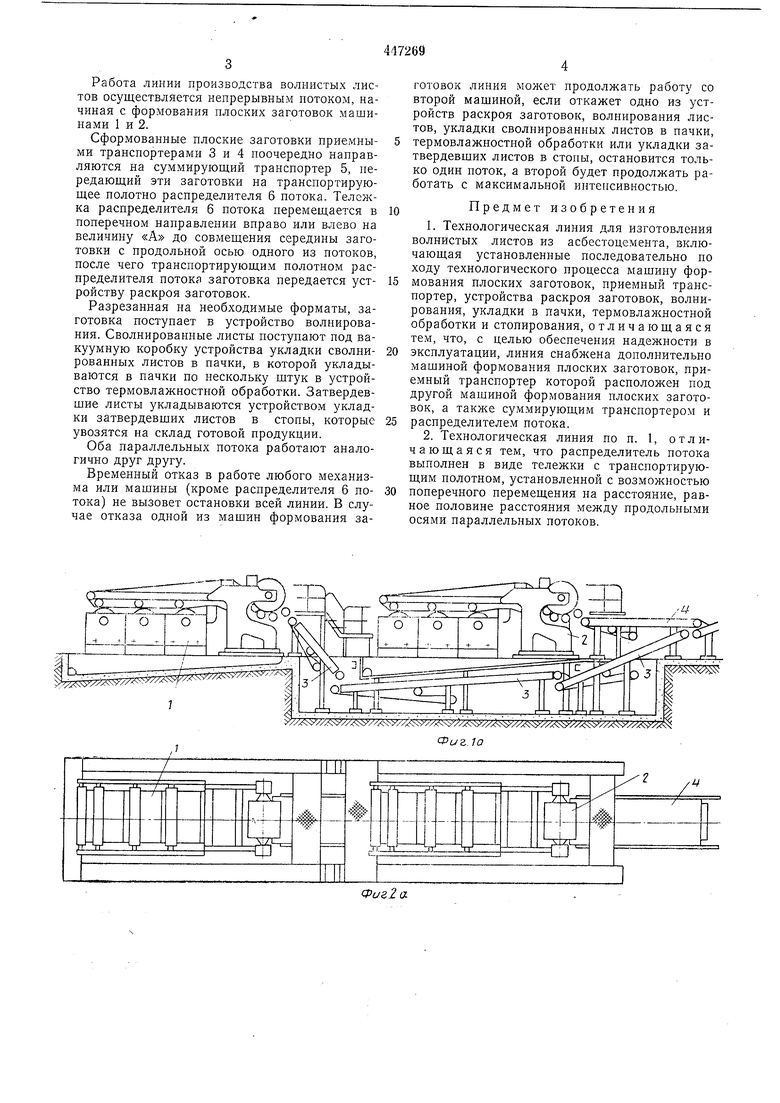
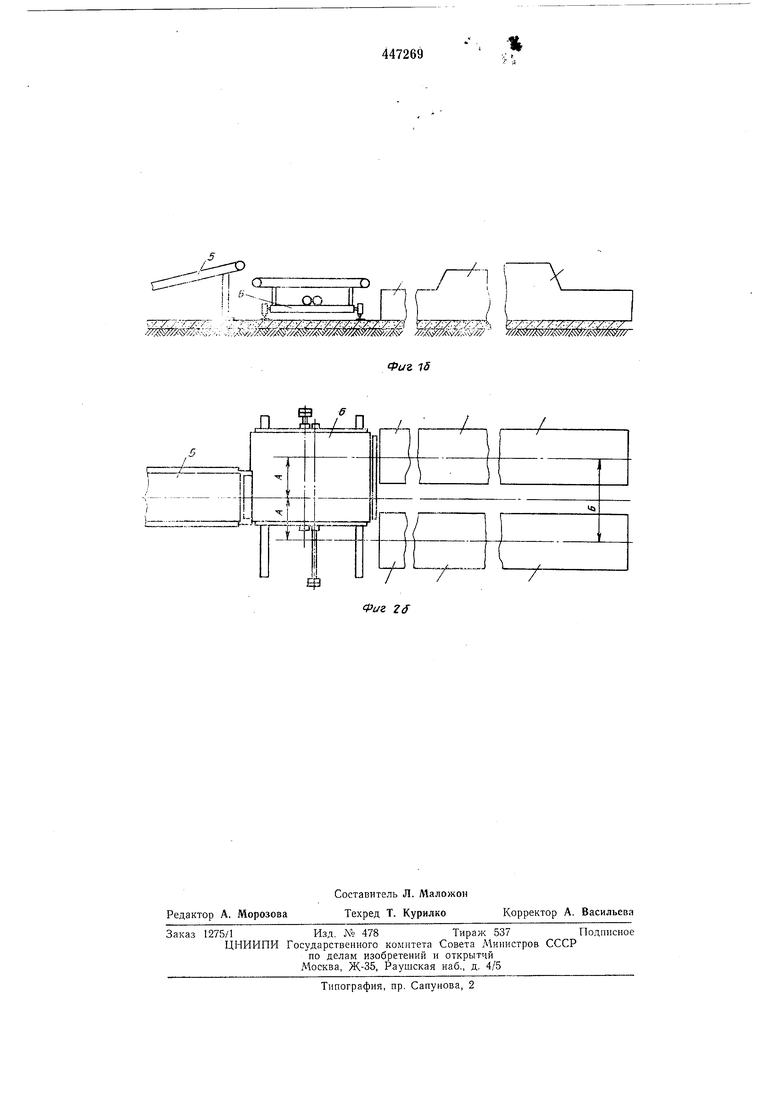
На фиг. 1а и 16 показана предлагаемая линия, вид сбоку; на фиг. 2а и 26 - то же, вид сверху.
Предлагаемая технологическая линия включает следующее оборудование, установленное по ходу технологического процесса: две последовательно установленные машины 1 и 2 формо вания плоских заготовок, систему приемных транспортеров 3 машины 1, смонтированных под машиной 2, приемный транспортер 4 машины 2, суммирующий транспортер 5, установленный соосно с транснортерами 3 и 4 для приема заготовок от последних, распределитель 6 потока. Транспортирующее полотно распределителя 6 потока находится на рамной тележке с поперечным ходом «А, равным половине расстояния «Б между продольными осями двух параллельных потоков.
За устройством 6 в двух одинаковых параллельных потоках установлены: устройство раскроя заготовок, устройство волнирования листов, устройства укладки сволнированных листов в пачки, устройство термовлажностной обработки, устройство укладки затвердев ших листов в стопы.
Взаимосвязь между отдельными устройствами в каждом потоке осуществляется посредством соответствующих передаточных механизмов.
Работа линии производства волнистых листов осуществляется непрерывным потоком, начиная с формования плоских заготовок машинами 1 и 2.
Сформованные плоские заготовки приемными транспортерами 3 и 4 поочередно направляются на суммирующий транспортер 5, передающий эти заготовки на транспортирующее полотно распределителя 6 потока. Тележка распределителя 6 потока перемещается в поперечном направлении вправо или влево на величину «А до совмещения середины заготовки с продольной осью одного из потоков, после чего транспортирующим полотном распределителя потокя заготовка передается устройству раскроя заготовок.
Разрезанная на необходимые форматы, заготовка поступает в устройство волнирования. Сволнированные листы поступают под вакуумную коробку устройства укладки сволнированных листов в пачки, в которой укладываются в пачки по нескольку щтук в устройство термовлажностной обработки. Затвердевшие листы укладываются устройством укладки затвердевших листов в стопы, которые увозятся на склад готовой продукции.
Оба параллельных потока работают аналогично друг другу.
Временный отказ в работе любого механизма или машины (кроме распределителя 6 потока) не вызовет остановки всей линии. В случае отказа одной из машин формования заготовок линия может продолжать раооту со второй мащиной, если откажет одно из устройств раскроя заготовок, волнирования листов, укладки сволнированных листов в пачки, термовлажностной обработки или укладки затвердевших листов в стопы, остановится только один поток, а второй будет продолжать работать с максимальной интенсивностью.
Предмет изобретения
1.Технологическая линия для изготовления волнистых листов из асбестоцемента, включающая установленные последовательно по ходу технологического процесса машину формования плоских заготовок, приемный транспортер, устройства раскроя заготовок, волнирования, укладки в пачки, термовлалшостной обработки и стопирования, отличающаяся тем, что, с целью обеспечения надежности в
эксплуатации, линия снабжена дополнительно машиной формования плоских заготовок, приемный транспортер которой расположен под другой машиной формования плоских заготовок, а также суммирующим транспортером и
распределителем потока.
2.Технологическая линия по п. 1, отличающаяся тем, что распределитель потока выполнен в виде тележки с транспортирующим полотном, установленной с возможностью
поперечного перемещения на расстояние, равное половине расстояния между продольными осями параллельных потоков.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕСПРОКЛАДОЧНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ЛИСТОВ ИЗ ФИБРОЦЕМЕНТА | 1970 |
|
SU282992A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХ ВОЛНИСТЫХ ЛИСТОВФона SHO^EFTOS | 1972 |
|
SU420457A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ листов из ФИБРОЦЕМЕНТА | 1970 |
|
SU272863A1 |
| Устройство для волнировки асбоцементных листов | 1959 |
|
SU131257A1 |
| Способ беспрокладочного формования волнистого листа | 1980 |
|
SU958100A1 |
| ВОЛНИРОВЩИК СВЕЖЕСФОРМОВАННЫХ АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВ | 1972 |
|
SU423640A1 |
| Волнировщик свежесформованных асбестоцементных листов | 1977 |
|
SU691296A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| УСТАНОВКА ДЛЯ БЕСПРОКЛАДОЧНОГО ФОРМОВАНИЯ ВОЛНИСТЫХ ЛИСТОВ из ФИБРОЦЕМЕНТА | 1972 |
|
SU347203A1 |
| СПОСОБ ПРОИЗВОДСТВА АРМИРОВАННЫХ ВОЛНИСТЫХ ЛИСТОВ | 1992 |
|
RU2034968C1 |
У/.УУ//,f,.
Фиг2а
-- сц-:.:-р / /
) i
%:;.;.;;.,: , Ш /;;5Ш 7/,
Фиг lS
