Известна установка для беспрокладочного формования волнистых листов из фиброцемента, например асбестоцемента, включающая смонтированные на станине устройство для приема раскроенных плоских заготовок, верхнюю и нижнюю направленные под углом друг к другу системы веерообразно сходящихся приводных бесконечных роликовых цепей, несущих формующие элементы и опирающихся на жесткие направляющие.
Целью настоящего изобретения является улучщение качества волнистых листов и повышение производительности установки за счет совмещения ряда технологических операций с транспортированием формуемых листов.
Достигается это тем, что установка продолжена в направлении подачи листов дополнительными верхней и нижней системами параллельно расположенных приводных бесконечных роликовых цепей, несущих формовочнокалибрующие элементы, причем между цепями нижней дополнительной системы, опирающимися на жесткие направляющие, смонтированы стационарные калибрующие элементы, а по краям верхней дополнительной системы цепей установлены устройства для обрезки продольных кромок калибруемых листов.
Верхняя и нижняя системы веерообразно сходящихся приводных бесконечных роликовых цепей направлены по отношению друг к
другу под углом 0,75-1,5°, а угол схождения цепей каждой из этих систем по отнощению к продольной оси в вертикальной плоскости установки равен 1,0-1,8°.
Устройство для приема раскроенных плоских заготовок оборудовано приводным смазывающим валикоА с ванной для покрытия заготовок эмульсией.
Для обеспечения качественной обрезки продольных кромок листов при их изготовлении из фиброцемента с малой пластичностью и влажностью каждое устройство для обрезки кромок калибруемых листов включает приводной барабан, неприводный дисковый нож, закрепленный над барабаном, и смонтированные над плоским столом, предназначенным для поддержания плоских кромок формуемого листа, роликовые бесконечные цепи, несущне прижимные элементы. Ось вращения дискового ножа по отношению к оси вращения барабана вынесена вперед на толщину листа. Для обеспечения волнировки и качественной обрезки продольных кромок листов из
пластичного фиброцемента каждое устройство для обрезки продольных кромок калибруемых листов включает верхнкзю и нижнюю роликовые цепи, несущие формовочно-прижимные элементы и приводной барабан, над которым
Для обеспечения регулирования длины рабочего участка верхней дополнительной системы цепей установки верхние ветви последних оперты на жесткие направляющие, смонтированные с возможностью перемещения в вертикальной плоскости.
Установка включает устройство для приема сформованных волнистых листов, выполненное с параллельно установленными бесконечными приводными роликовыми цепями, несущими профильные элементы, а между верхними ветвями цепей смонтированы стационарные профильные элементы. Верхние ветви роликовых цепей оперты на жесткие направляющие, а часть стационарных профильных элементов выполнена с возможностью фиксированного перемещения в вертикальной плоскости.
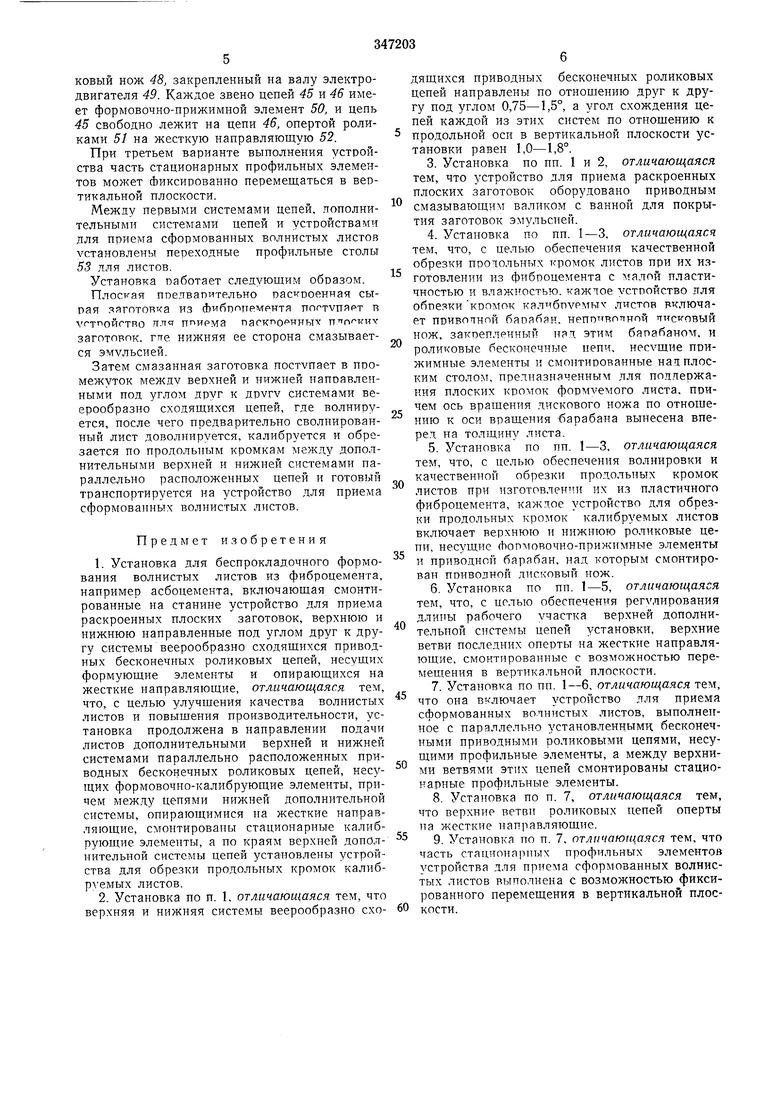
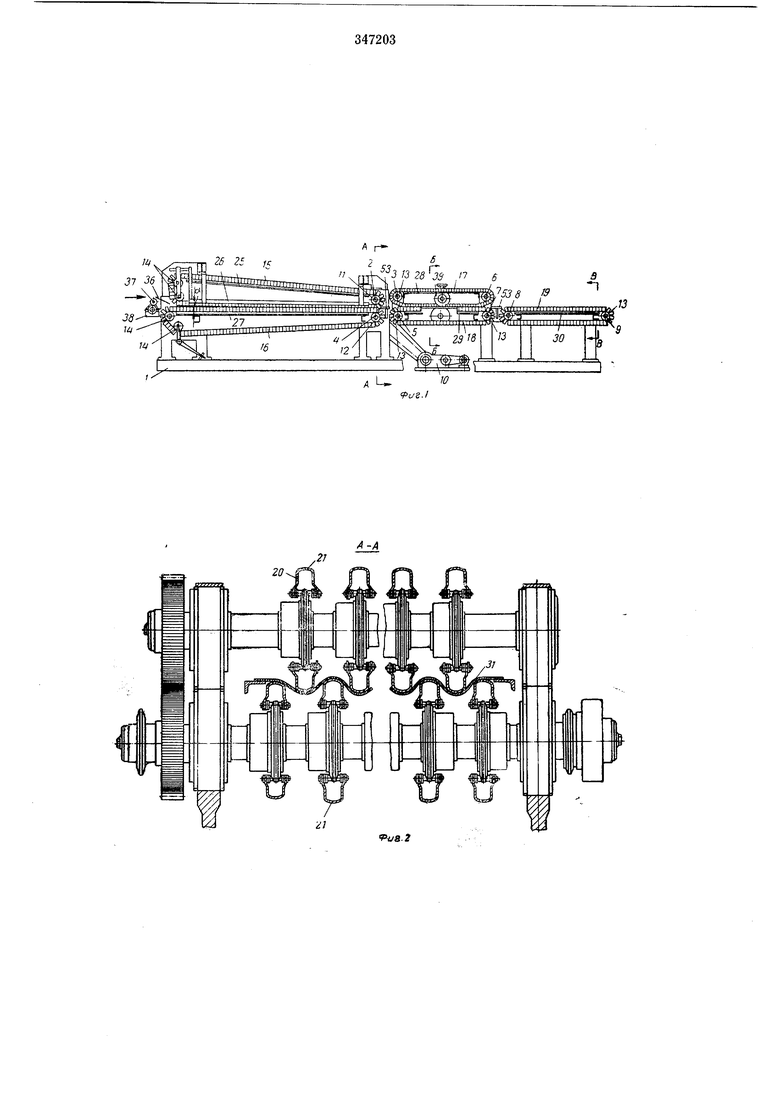
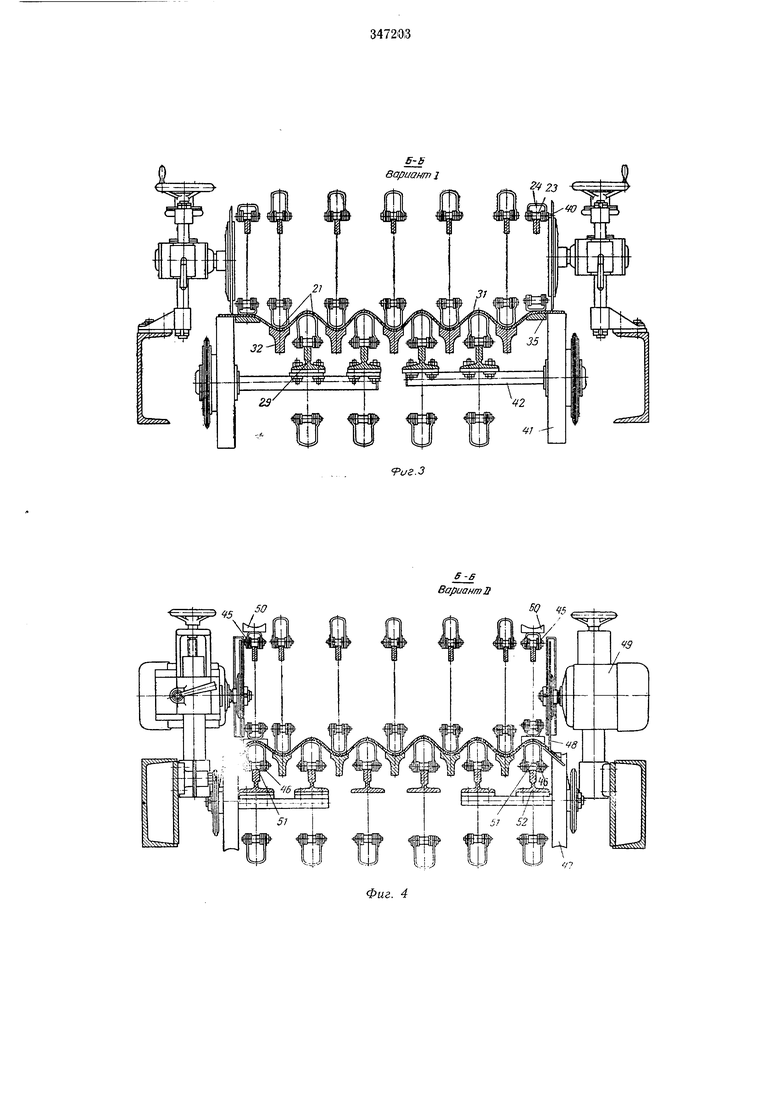
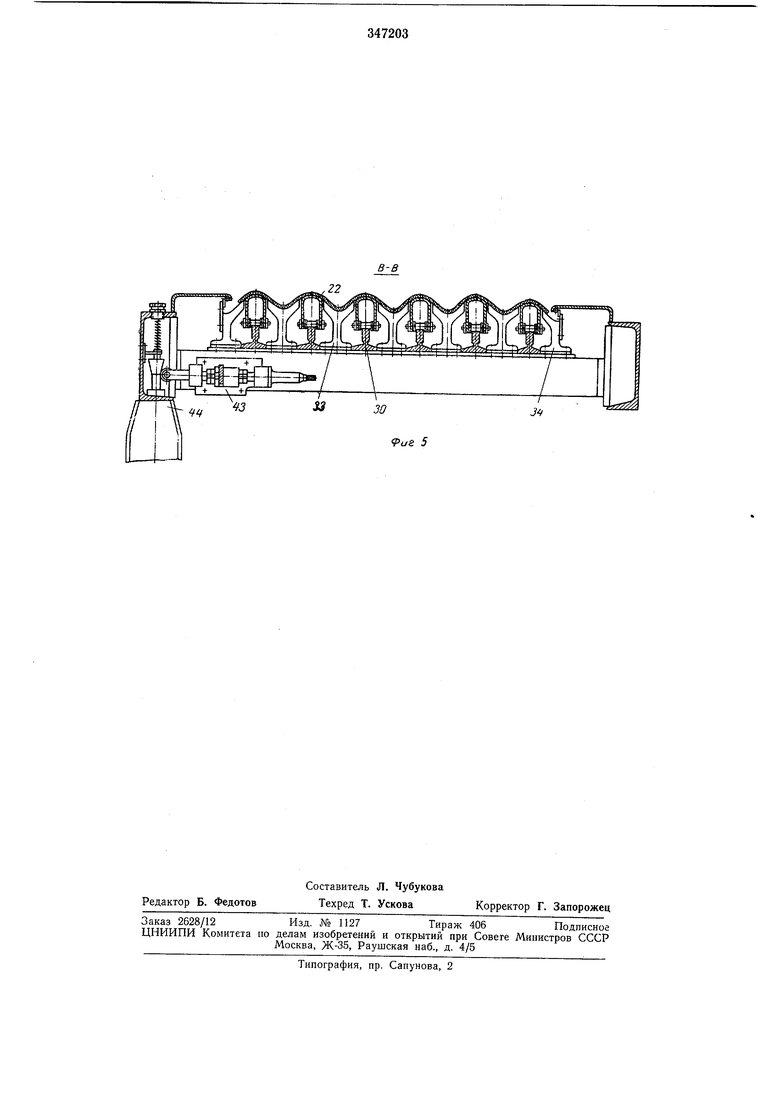
На фиг. 1 изображена описываемая установка, продольный разрез; на фиг. 2 - то же, разрез по Л-Л на фиг. 1; на фиг. 3 -то же, разрез по Б - Б на фиг. 1 (вариант 1); на фиг. 4 - то же, разрез по Б - на фиг. 1 (вариант 2); на фиг. 5 - то же, разрез по В - В на фиг. 1.
Установка включает станину 1, представляющую собой пространственную раму, на которой закреплены подшипники валов 2-9, приводимых в движение от общего электропривода 10.г
Жестко смонтированные на валах звездочки //-13 несут вместе со звездочками 14 верхнюю 15 и нижнюю 16 направленные под углом друг к другу системы веерообразно сходящихся бесконечных роликовых цепей, дополнительные верхнюю 17 и нижнюю 18 системы параллельно расположенных бесконечных роликовых цепей, а также параллельно установленные бесконечные роликовые цепи 75 устройства для приема сформованных волнистых листов.
Угол схождения цепей первой системы по отнощению к продольной оси установки в вертикальной плоскости лежит в пределах от 0,75 до 1,5°, а в горизонтальной плоскости в пределах от 1,0 до 1,8°.
Каждое звено цепей верхней 15 и нижней 16 систем имеет формующий элемент 20, каждое звено цепей верхней 17 и нижней 18 дополнительных систем имеет формовочно-калибрующие элементы 21, а каждое звено цепей устройства для приема сформованных волнистых листов имеет профильные элементы 22.
Рабочая поверхность и формующего, и формовочно-калибровочного, и профильного элементов изогнута в соответствии с профилем Волны формуемого листа, причем рабочая и боковые поверхности соединены друг с другом поверхностями, изогнутыми по радиусу.
Обе крайние цепи 23 верхней дополнительной системы, являющиеся элементами устройств для обрезки. продольных кромок калибруемых листов, несут прижимные элементы 24 с плоской рабочей поверхностью, причем рабочая и боковые поверхности соединены поверхностями, изогнутыми по радиусу.
Положение цепей верхней 15 и нижней 16 систем фиксировано жесткими направляющими 25-27, а положение цепей верхней дополнительной системы 17 - жесткими направляющими 28, смонтированными с возможностью перемещения в вертикальной плоскости.
Положение цепей нижней дополнительной системы и устройства для приема сформованных волнистых листов фиксировано жесткими направляющими 29 и 30.
Взаимное расположение цепей верхних 15 и 17 и нижних 16 и 18 систем соответствует профилю волнируемого листа 31 от ведущих звездочек // и 12 до конца установки, где расположение цепей 19 устройства для прие.ма сформованных волнистых листов соответствует профилю волнистого листа.
Жесткие направляющие 25, 27-30 служат опорами для роликов средних цепей верхней системы 15 и для роликов всех цепей других систем. Жесткие направляющие 26 служат опорами для роликов крайних цепей верхней системы 15.
Между цепями нижней дополнительной системы установки расположены стационарные калибрующие элементы 32, которые служат опорами для нижних ветвей цепей верхней дополнительной системы и листа 31.
Между цепями 19 устройства для приема сформованных волнистых листов находятся стационарные профильные элементы 33, которые служат опорой для сформованного волнистого листа, а по краям - стационарные профильные элементы 34, служащие матрицей при волнирОБке крайних продольных кромок листа.
Устройство для обрезки продольных кромок калибруемых листов включает плоские столы 35, которые служат опорами для плоских кромок листа и крайних цепей верхней дополнительной системы 17 с прижимными элементами 24.
Со стороны входа листа в установку на станине / закреплено устройство 36 для приема раскроенных плоских заготовок, имеющее приводной смазывающий ролик 37 с ванной 3S для эмульсии.
По краям дополнительных систем цепей установлены устройства 39 для обрезки продольных кромок калибруемых листов, каждое из которых включает дисковый нож 40 и приводной барабан 41, установленный на оси 42, прикрепленной к направляющим 29, причем ось вращения ножа по отношению к оси вращения барабана вынесена вперед примерно на толщину листа, а также цепи 23 с прижимными элементами 24.
Приводной вал 9 снабжен муфтой включения 43 с механизмом включения 44.
Устройство для обрезки продольных кромок калибруемых листов может быть выполнено и по-другому. В этом случае оно включает цепи 45 и 46, приводной барабан 47 для поддержания и отвода обрезков, а также дисковый нож 48, закрепленный на валу электродвигателя 49. Каждое звено цепей 45 и 46 имеет формовочно-прижимной элемент 50, и цепь 45 свободно лежит на цепи 46, опертой роликами 51 на жесткую направляющую 52.
При третьем варианте выполнения устройства часть стационарных профильных элементов может биксированпо перемещаться в вертикальной плоскости.
Между первыми системами цепей, пополнительными системами цепей и устройствами для приема сформованных волнистых листов установлены переходные профильные столы 55 для листов.
Установка работает следующим образом.
Плост ая ппелвапительно расстроенная сырая заготовка из (Ьибрппементя norrvnaeT в угтпойгтко л.пя приема паскпо нныт заготовок, гтте нижняя ее сторона смазывается эмульсией.
Затем смазанная заготовка поступает в промежуток между верхней и нижней направленными под углом друг к ДРУГУ системами веерообразно сходящихся цепей, где волнируется, после чего предварительно сволнированный лист доволнируется, калибруется и обрезается по продольным кромкам между дополнительными верхней и нижней системами параллельно расположенных цепей и готовый транспортируется на устройство для приема сформованных волнистых листов.
Предмет изобретения
1.Установка для беспрокладочного формования волнистых листов из фиброцемента, например асбоцемента, включающая смонтированные на станине устройство для приема раскроенных плоских заготовок, верхнюю и нижнюю направленные под углом друг к другу системы веерообразно сходящихся приводных бесконечных роликовых цепей, несущих формующие элементы и опирающихся на жесткие направляющие, отличающаяся тем, что, с целью улучщения качества волнистых листов и повышения производительности, установка продолжена в направлении подачи листов дополнительными верхней и нижней системами параллельно расположенных приводных бесконечных роликовых цепей, несущих формовочно-калибрующие элементы, причем между цепями нижней дополнительной системы, опирающимися на жесткие направляющие, смонтированы стационарные калибрующие элементы, а по краям верхней дополнительной системы цепей установлены устройства для обрезки продольных кромок калибруемых листов.
2.Установка по п. 1, отличающаяся тем, что верхняя и нижняя системы веерообразно сходящихся приводных бесконечных роликовых цепей направлены по отношению друг к другу под углом 0,75-1,5°, а угол схождения цепей каждой из этих систем по отношению к продольной оси в вертикальной плоскости установки равен 1,0-1,8°.
3.Установка но нп. 1 и 2, отличающаяся тем, что устройство для приема раскроенных плоских заготовок оборудовано приводным смазывающим валиком с ванной для покрытия заготовок эмульсией.
4.Установка но нп. 1-3, отличающаяся тем, что, с целью обеспечения качественной обрезки продольных кромок листов при их изготовлении из фиброцемента с малой пластичностью и влажностью, кажтое устройство для обрезки кромок калт бпуемьтх листов включает привоттной барабан, неприкопной тисковый нож, закрепленный над этим бапабаном, и роликовые бесконечные пени, несущие прижимные элементы и смонтированные над плоским столом, предназначенным для поддержания плоских кромок формуемого листа, причем ось вращения дискового ножа по отношению к оси вращения -барабана вынесена вперед на толщину листа.
5.Установка но нп. 1-3. отличающаяся тем, что, с целью обеспечения волнировки и качественной обрезки нродольных кромок листов при изготовлении их из пластичного фиброцемента, кажное устройство для обрезки продольных кромок калибруемых листов включает верхнюю и нижнюю роликовые цепи, несущие (Ьопмовочно-нрижимные элементы и приводной барабан, над которым смонтирован ппиводной дисковый нож.
6.Установка по пн. 1-5, отличающаяся тем, что, с целью обеспечения регулирования длины рабочего участка верхней дополнительной системы цепей установки, верхние ветви последних онерты на жесткие направляющие, смонтированные с возможностью перемещения в вертикальной плоскости.
7.Установка по пи. 1-6, отличающаяся тем,
5 что она включает устройство для приема сформованных волнистых листов, выполненное с параллельно установленными бесконечными приводными роликовыми цепями, несущими профильные элементы, а между верхни0ми ветвями этих цепей смонтированы стационарные профильные элементы.
8.Установка по п. 7, отличающаяся тем, что верхние ветви роликовых цепей оперты тта жесткие направляющие.
5
9.Установка но н. 7. отличающаяся тем, что часть стациона 1ных профильных элементов устройства для нриема сформованных волнистых листов выполнена с возможностью фиксированного перемещения в вертикальной плос0кости. 26 25 /5 М 31328 33 П 6

| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛНИРОВЩИК СВЕЖЕСФОРМОВАННЫХ АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВ | 1972 |
|
SU423640A1 |
| Способ беспрокладочного формования волнистого листа | 1980 |
|
SU958100A1 |
| Волнировщик свежесформованных асбестоцементных листов | 1977 |
|
SU691296A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2100190C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕСПРОКЛАДОЧНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ЛИСТОВ ИЗ ФИБРОЦЕМЕНТА | 1970 |
|
SU282992A1 |
| Устройство для обрезки кромок толстых листов | 1987 |
|
SU1632657A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Устройство для обрезки кромок выходящего из каландра обрезиненного полотна | 1977 |
|
SU716857A1 |
| БОТВОУДАЛИТЕЛЬ ЛУКА | 2009 |
|
RU2415614C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ листов из ФИБРОЦЕМЕНТА | 1970 |
|
SU272863A1 |
B-S вариант i
в-в ВариантИ BQ
Фиг. 4 45
иё 5
