(54) СПОСОБ БЕСПРСЖЛАДОЧНОГО ФОРМОВАНИЙ
вапнистого ЛИСТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСПРОКЛАДОЧНОГО ФОРМОВАНИЯ ВОЛНИСТОГОЛИСТА | 1970 |
|
SU282993A1 |
| УСТАНОВКА ДЛЯ БЕСПРОКЛАДОЧНОГО ФОРМОВАНИЯ ВОЛНИСТЫХ ЛИСТОВ из ФИБРОЦЕМЕНТА | 1972 |
|
SU347203A1 |
| Устройство для волнировки асбоцементных листов | 1959 |
|
SU131257A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОЦЕМЕНТА ИЛИ ПОДОБНОГО МАТЕРИАЛА | 1946 |
|
SU77607A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТОГО ШИФЕРА | 1956 |
|
SU110239A1 |
| Машина для изготовления волнистых шиферных листов | 1955 |
|
SU104490A1 |
| Волнировщик свежесформованных асбестоцементных листов | 1977 |
|
SU691296A1 |
| УСТАНОВКА ДЛЯ ВОЛНИРОВКИ АСБОЦЕМЕНТНЫХ ЛИСТОВ | 1966 |
|
SU188876A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕСПРОКЛАДОЧНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ЛИСТОВ ИЗ ФИБРОЦЕМЕНТА | 1970 |
|
SU282992A1 |
| Устройство для изготовления волнистого шифера | 1957 |
|
SU111013A1 |
1
Изобретение относится к производству строительных материалов и может найти применение. при беспрокладочном формовании волнистых асбестодементных листов.
Известен способ беспрокладочного формования волнистого листа из плоской фиброцемекргной заготовки посредством волнировки ее между г)1бкими веерообразно сходящимися бесконечными рабочими органами, в котором за1Х)товку волнируют Q гцэи номинальном размере шага волны с превьпиением 5-10% по высоте волны и 2-4% по развернутой длине последней 1ФОТИВ нормативного профиля волнистого листа, после него заготовку обжимают is параллельно направленными рабочими органами, до нормативного профиля, одновременно калибруя а обрезая продольные кромки 1 .
Указанный способ используется в уста- 0 новке для беспрокладочного формования волнистых листов (волнировищк МС 1156), в которой верхние рабочие органы размещены в промежутках между нижними
рабочими органами. Из-за отсутствия фиксации гребней волн при волнировке листы подвергаются повьшенному деформативному воздействию, для компенсации которого на первой стадии волнирования создается некоторое превышение размеров волны против нормативного профиля. CtaHaKo полностью устранить последствия повьшенного деформативного воздействия на лист не удается, качество волн{1стых листов не полностью отвечает всем требочаниям стандарта.
В модернизированных волнировщиках (смА 233А), в которых верхние рабочие органы размещены соосно с нижними рабочими органами, обеспечивается фиксация гребней волн, что позволяет полностью устранить деформативное воздействие на лист, не гфибегая к превьш1ению ра&меров волны против нормативного щэофиля на стадии волнярования.
При любой из указанных конструкций волнироващка недостатком известного способа является развопнироваяие краевых
волн с искажением ранее полученного трофиля при Выходе сволнированного листа на параллельно направленных рабочих органов, что происходит из-за влия1щя остаточных напряжений в свежесформованном листе. Разволнирование краевых волн имеет место, главным образом, в передней части листа, так как она меньш чем задняя часть удерживается параллелно }1аправленнымк рабочими срганамн. В результате продольные кромки листа становятся непараллельными друг другу, что вызывает необходимость зауживать Ш1фину листа при продольной образке, а это, в свою очередь, при беспрокладочном способе приводит к искаженто профиля краевых волн.
Цель изобретения - устранение разво нивания краевых волн листа.
Поставленная цель достигается тем, что согласно способу беспрокладочного формирования волнистого листа из плоской асбестецементной заготовки, включающему волнировку ее между гибкими веерообразно сходящимися бесконечными рабочими органами с последующим обжатием сволнированной заготовки параллельно направленными гибкими рабочими Саганами при одновременной обрезке и калибровке продольных кромок, после обжатия заготовки параллельно направлвШ1ыми рабочими органами до нормативного профиля с одновременной калибровкой и обрезкой кромок последние в передней части сволнированного листа подвергают обжатию в поперечном направлении.
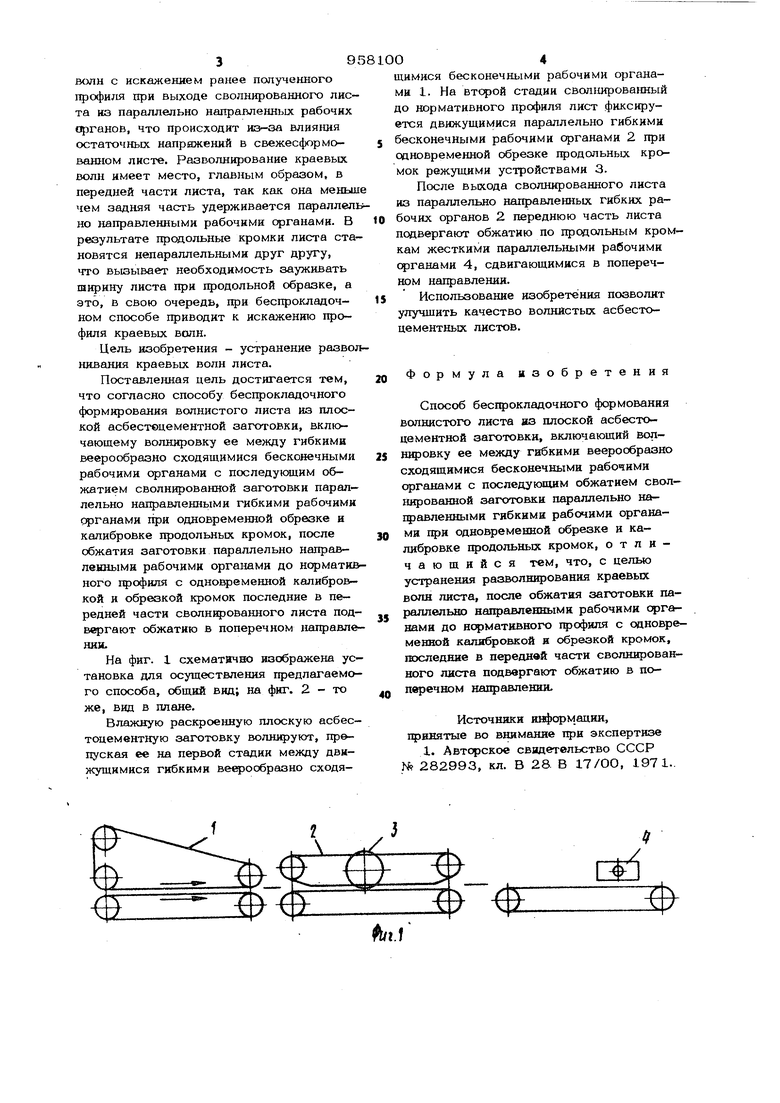
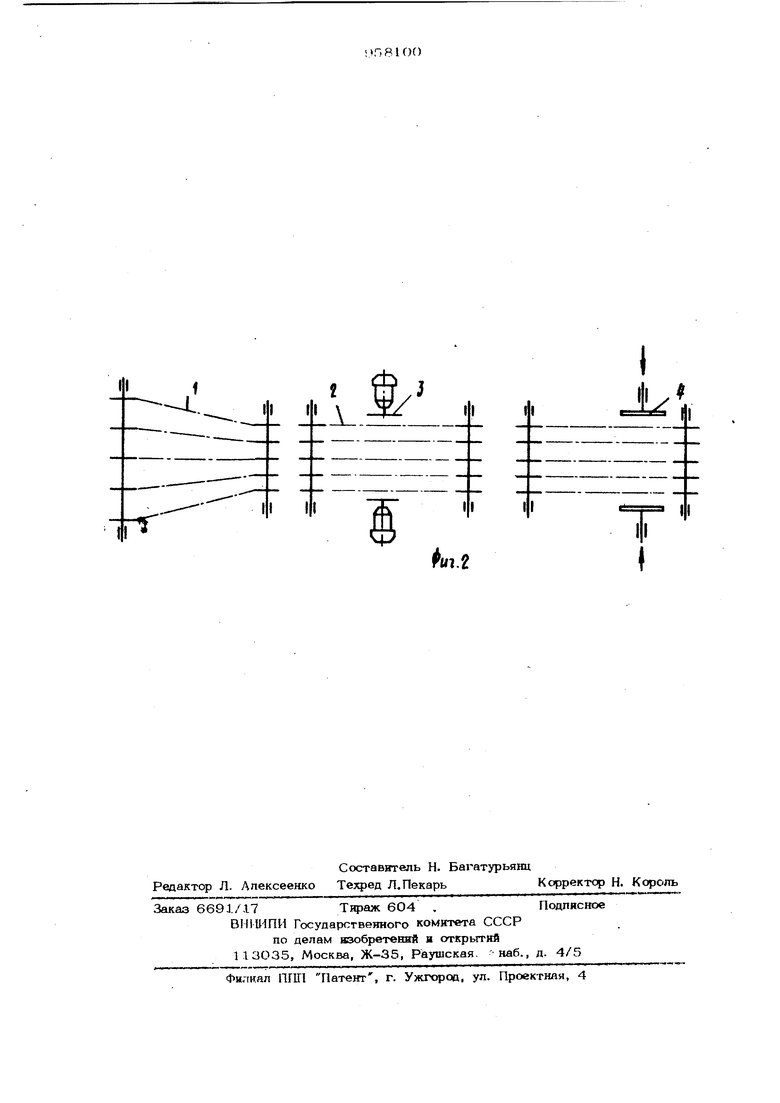
На фиг. 1 схематично изображена установка для осуществления предлагаемого способа, общий вид; на фиг. 2 - то же, вид в плане.
Влажную раскроенную плоскую асбестоцементную заготовку волнируют, пропуская ее на первой стадии между движущимися гибкими веерообразно сходящимися бесконечными рабочими органами 1. На втсрой стадии свол1шрова{шый до нормативного профиля лист фиксируется движущимися параллельно гибкими бесконечными рабочими органами 2 при одновременной обрезке продольных кромок режущими устройствами 3.
После Выхода сволнированного листа из параллельно направленных гибких рабочих органов 2 переднюю часть листа подвергают обжатию по продольным кромкам жесткими параллельными рабочими органами 4, сдвигающимися в поперечном направлении.
Использование изобретения позволит улучщить качество волнистых асбестоцементньк листов.
формула изобретения
Способ беспрокладочного формования волнистого листа вз плоской асбестоцементной заготовки, включающий волнировку ее между гибкими веерообразно сходящимися бесконечными рабочими органами с последующим обжатием сволнированной заготовки параллельно нагфавленными гибкими рабочими органами при одновременной обрезке и калибровке продольных кромок, отличающийся тем, что, с целью устранения разволнирования краевых волн листа, после обжатия заготовки параллельно направленными рабочими с ганами до нормативного профиля с одновременной калибровкой к обрезкой кромок, последние в передней части сволнирован- ноге листа подвергают обжатию в по-
перечном направленшс
Источники информации, принятые во внимание при экспертизе
h±
t.f
