I
Изобретение относится к обработке металлов давлением и может быть использовано при создании гидравлических прессов с подвижным столом.
Известны столы к гидравлическим прессам, оснаш,енные приводом поступательного их перемещения.
Однако известные столы имеют сложную конструкцию привода поступательного их перемещения, так как снабжены винтовыми или червячными передачами со своими приводами и устройствами для контровки передач и выборки зазоров.
Цель предлагаемого изобретения - упрощение бесступенчатого регулирования ноложения стола на величине его хода.
Для этого привод поступательного его перемещения выполнен в виде двух гидроцилиндров и жестко связанного со столом основного винта и находящейся в зацеплении с ним основной гайки, опирающейся на нижнюю неподвижную траверсу пресса, а также жестко закрепленной на торце основного винта дополнительной гайки и входящего в зацепление с ней дополнительного винта с приводом его поступательного перемещения, расположенных внутри основных винта и гайки, при этом витки резьбы основных винта и гайки и дополнительных выполнены с равными щагами и разными углами
подъема винтовой линии, а дополнительный винт и основная гайка связаны между собой с помощью щпонки.
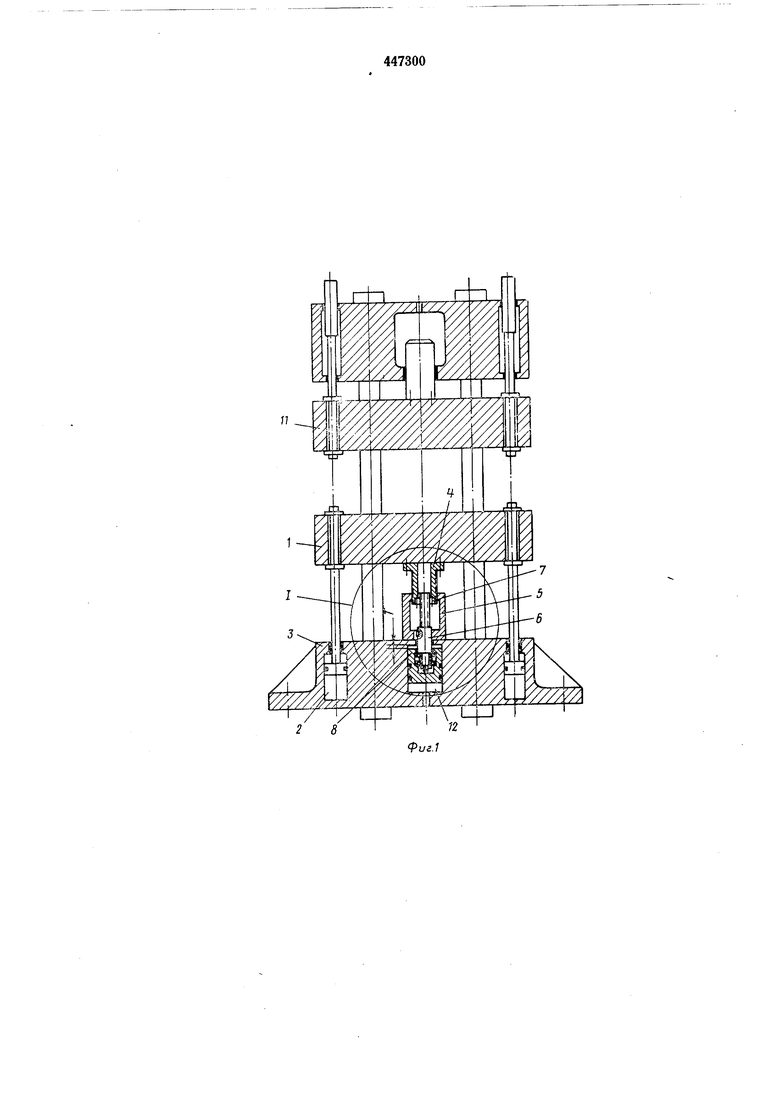
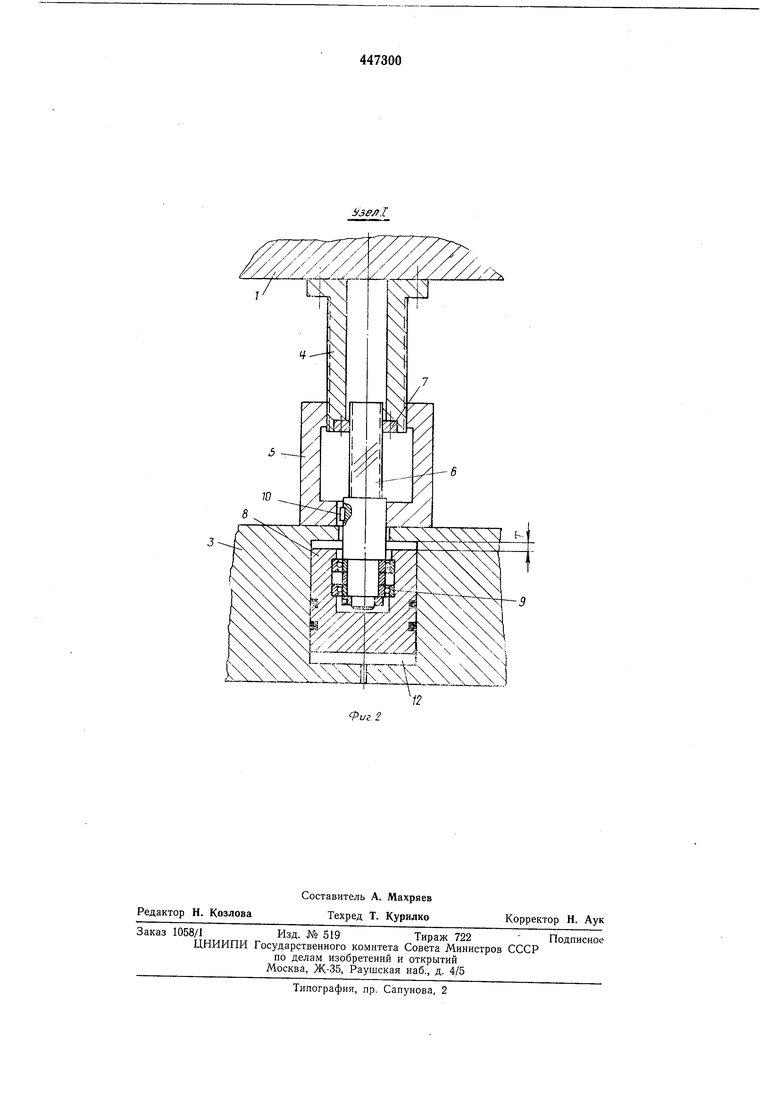
На фиг. 1 показана схема стола к гидравлическому прессу; на фиг. 2 - основной узел привода поступательного перемещения стола.
Стол к гидравлическому прессу состоит пз подвилсного стола 1, двух гидроцилиндров 2, размещенных в нижней неподвижной траверсе 3 пресса, основной (силовой) винтовой пары, состоящей из винта 4 и гайки 5, дополнительной (кинематической) винтовой пары, состоящей из винта 6 и гайки 7. Винт 6 соединен с порщнем 8 с помощью радиально-упориых подщипников 9, а с гайкой 5 с помощью щпонки 10.
Цикл работы пресса не отличается от цикла обычного вертикального гидравлического пресса с верхним расположением силового цилиндра, состоящего из двух неподвижных верхней и нижней траверс и подвижной траверсы.
Наладка пресса при увеличении расстояния между подвижиой траверсой 11 (при ее крайнем нижнем положении) и столом 1, т. е. регулировка величины закрытой высоты пресса в сторону ее увеличения осуществляется следующим образом.
Давление рабочей жидкости подается в порщневые полости гидроцилиндров 2 и 12,
при этом из исходного положения, указанного на фиг. 1, стол 1, а с ним (основная и дополнительная силовая и кинетическая) винтовые пары поднимутся.
В результате этого подскока между опорной плоскостью нижней траверсы 3 и нижним торцом основной гайки 5 образуется зазор. По путевому датчику давление рабочей жидкости с поршневых полостей гидроцилиндров 2 снимается и подается в штоковые полости этих же гидроцилиндров 2, при этом стол 1 через основной винт 4 и дополнительную гайку 7 воздействует на дополнительный винт 6 с несамотормозящей резьбой (практически угол подъема резьбы выбирается в пределах 15- 20°) и вращает его (опуститься винт 6 не может, так как снизу удерживается поршнем 8 через подшипники 9). Вместе с винтом 6 враш,ается соединенная с ним шпонкой 10 гайка 5.
Поскольку шаг нарезки на обеих винтовых парах одинаков, то гайка 5 и винт 6, не смеш,аясь в осевом направлении, позволяют столу 1 опускаться до заданной высоты.
При достижении столом 1 заданной высоты давление рабочей жидкости с поршневой полости гидроцилиндра 12 снимается, вследствие чего стол 1 проходит еше сумму расстояний, образованную ранее полученным зазором (между нижним торцом силовой гайки 5 и опорной плоскостью нижней траверсы 3) и осевой погрешностью (осевым люфтом) основной резьбовой пары, а гайка 5, уже не враш,аясь, прижимается своим нижним торцом к опорной плоскости нижней траверсы 3.
В связи с тем, что на основной винтовой паре диаметр подбирается таким образом, что гарантируется самоторможение в резьбе, то стол 1 практически садится на жесткий упор.
Величина Т выбирается чуть больше суммы осевых погрешностей в основной и дополнительной резьбах и практически не превышает 2-3 мм. Назначение этой величины одно: исключить трение между опорной поверхностью траверсы 3 и нижним торцом гайки 5 при врашении последней.
Наладка пресса при уменьшении расстояния между подвижной траверсой 11 (при ее крайнем нижнем положении) и столом 1 (т.е. регулировка величины закрытой высоты пресса в сторону ее уменьшения) осуществляется следующим образом.
Давление рабочей жидкости подается в поршневые полости гидроцилиндров 2 и 12; при этом стол 1 с закрепленными на нем основной и дополнительной винтовыми парами
сначала выбирает зазор Т (при этом винт 6
и гайка 5 не вращаются), а затем, продолжая
под действием гидроцилиндров 2 двигаться
вверх, через закрепленные на них винт 4 и
гайку 7 вращает винт 6 и гайку 5, оставляя
их на прежней высоте и вывинчивая резьбы.
Когда достигнуто нужное положение стола,
давление рабочей жидкости с поршневых полостей гидроцилиндров 2 и 12 снимается и подается в штоковые полости гидроцилиндров 2; после этого стол 1 опускается без вращения винта 6 до упора нижнего торца гайки 5 в опорную плоскость нижней траверсы 3; происходит силовое запирание стола 1 иа жестком упоре через винт 4 и гайку 5.
Соотношение между диаметрами резьбы в основной и дополнительной винтовых парах определяют по формуле
Д. tga,
DZtg (Xi
где DI - наружный диаметр резьбы основной пары;
DZ - наружный диаметр резьбы дополнительной пары;
ai - угол подъема винтовой линии в основной резьбе (величина его должна гарантировать самоторможение);
сг - угол подъема винтовой линии в дополнительной резьбе (величина его должна гарантировать отсутствие самоторможения).
Предмет изобретения
Стол к гидравлическому прессу, оснащенный приводом поступательного его перемещения, отличающийся тем, что, с целью упрощения бесступенчатого регулирования положения стола на величине его хода, привод стола выполнен в виде жестко связанного со столом основного винта и взаимодействующей с ним основной гайки, опирающейся на нижнюю неподвижную траверсу пресса, а также жестко закрепленной на торце основного винта дополнительной гайки и взаимодействующего с ней дополнительного винта с приводом его поступательного перемещения, расположениых внутри основных виита и гайки, при этом витки резьбы основных винта и гайки и дополнительных выполнены с равными шагами и разными углами подъема винтовой линии, а дополнительный винт и основная гайка
связаны между собой с помощью шпонки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УДЕРЖАНИЯ ПОДВИЖНОЙ ТРАВЕРСЫ | 1972 |
|
SU351731A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| Вибрационный пресс | 1977 |
|
SU770636A1 |
| Гидромеханический пресс | 1992 |
|
SU1819182A3 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС-ВИНТОВОЙ МОЛОТ | 1973 |
|
SU366911A1 |
| ВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU361104A1 |
| Устройство для прессования порошков | 1988 |
|
SU1544529A1 |
| Пресс для высокочастотной сварки | 1971 |
|
SU449556A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИСПЫТАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2281473C2 |