(64) СПОСОБ ПОЛУЧЕНИЯ ФЛАНЦЕВЫХ ПРОФИЛЕЙ
Ш 0 tt 31 Savi-sM 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полособульбовых профилей с тонким полотном | 1982 |
|
SU1018731A1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ ПОЛОСОБУЛЬБОВЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2080194C1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при получении прокаткой сортовых фланцевых профилей, например угловых.
Известен способ получения тонкостенных профилей с острыми углами, включающий прокатку нагретой заготовки в кажбре с получением бульбообразного набора металла в местах сопряжения фланцевых элементов профиля, последущее формирование из этого набора металла углов профиля и получение готового профиля гибкой в профилегибочных прокатных клетях.
Недостатком этого способа является нестабильность ширины полок и трудность удержания горячей и тонкой полосы на линии прокатки.
Предложенный способ отличается тем, что места сопряжения фланцевых элементов профиля подвергают локальному нагреву, а формирование бульбообразного наllfopa металла в этих местах осуществляют ребровым обжатием поло;СЫ.
, Это обеспечивает стабильность размеров фланцевых элементов профиля и устойчивое положение ходовой полосы на линии прокатки.
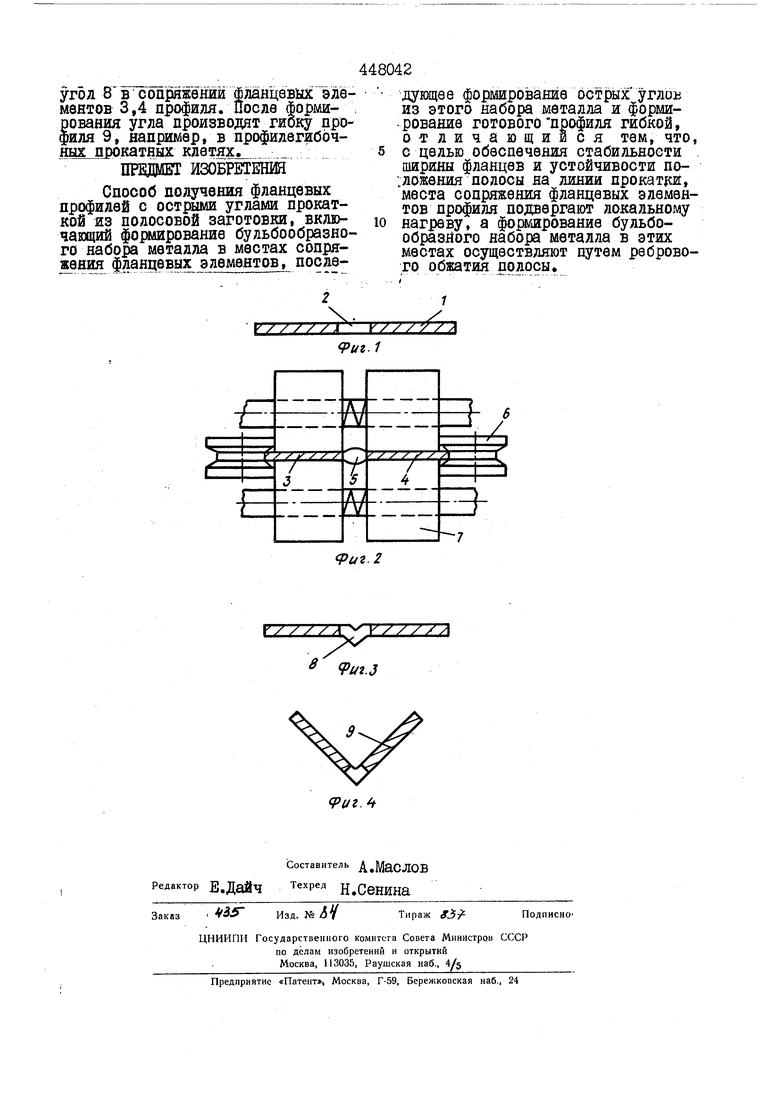
На фиг. I показано место локального нагрева полосы ; на фиг.
0 2 - набор бульбы ; на фиг. 3 прокатка из бульбы места сопряжения фланцевых элементов профиля; на фиг. 4 - готовый профиль.
Полоса I нагревается в месте
5 2 сопряжения фланцевых элементов 3,4 профиля токами высокой частоты. Затем полосу задают в калибр и осуществляют набор бульбы 5 осадкой нагретого места сопряже0ния, например, валками 6 в ребровом калибре. Для предотвращения потери устойчивости полосы используют , снабженный поддерживаюцщми роликами 7. Из бульбы 5 формируют, например, прокаткой
угод 8 в сопряжений Шланц8В1Ей: элементов 3,4 профиля. После форми§ования угла производят гиоку проиля 9, например, в профилегибочных прокатных клетях,
ПРЩЩТ ИЗОБРЕТШШ
Способ получения фланцевых профилей с острыми углами прокаткой из полосовой заготовки, включающий формирование бульбообразного набора металла в местах сопряжения фланцевых элементов, послеX.
у///// Y///у/л
Риг. 1
дующее формирование острых углов из этого набора металла и форми-рование готовогопрофиля гибкой, отличающийся тем, что с целью обеспечения стабильности ширины фланцев и устойчивости по:ложения полосы на линии прокатри, места сопряжения фланцевых элементов профиля подвергают локальному нагреву, а формирование бульбообразяого набора металла в этих местах осуществляют путем ребрового обжатия полосы.
у
Y / / 7 7 / / / л
9ut.J
