Изобретение относится к обработке металлов давлением, а именно к прокатному и волочильному производствам, в частности к способам производства проволоки.
Известен способ производства круглой проволоки путем волочения заготовки в монолитных волоках [1]. Этот способ обеспечивает получение высокоточной проволоки круглого поперечного сечения, но предусматривает использование в качестве исходной - заготовки круглого поперечного сечения, что ограничивает технологические возможности способа.
Известен способ производства круглой проволоки, в котором заготовку прокатывают в системах калибров "плоский овал - круг" и "гладкая бочка - круг" [2].
Недостатком способа является низкая устойчивость плоского овала и полосового профиля со скругленными кромками в круглом калибре, что позволяет деформировать полосы только с малым отношением размеров сторон поперечного сечения (b/h < 1,5, где b, h - ширина и толщина полосы соответственно) и, следовательно, ограничивает (уменьшает) диапазон размеров получаемого круглого профиля. Именно по этой причине область использования данного способа - производство горячекатаного проката на многоклетьевых прокатных станах.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ производства проволоки [3], в котором исходную заготовку в виде ленты прокатывают, продольно разрезают на заготовки прямоугольного сечения, сваривают эти заготовки встык и скругляют кромки известными способами (например, методом травления или методом механической обработки). После чего ведут волочение полученных заготовок до требуемого размера поперечного сечения в волоках различной конфигурации.
Этот способ позволяет снизить себестоимость готовой проволоки различной конфигурации за счет использования на заключительном этапе формоизменения более дешевой, по сравнению с традиционными способами [1, 2], исходной заготовки, например, холоднокатаной ленты.
Однако данное техническое решение не позволяет получать круглую проволоку диаметром больше толщины исходной заготовки (ленты), что сужает его технологические возможности.
Наличие отдельной операции скругления кромок усложняет технологический процесс, отрицательно сказывается на его производительности и себестоимости продукции. Кроме того, при скруглении кромок часть металла идет в отходы, что отрицательно сказывается на коэффициенте выхода годного, себестоимости продукции и экологической обстановке.
Таким образом, основными недостатками наиболее близкого аналога являются ограниченные технологические возможности, высокая себестоимость продукции, низкий коэффициент выхода годного и наличие вредных экологических факторов.
Задачей предлагаемого изобретения является устранение этих недостатков, а именно расширение технологических возможностей путем расширения сортамента получаемой проволоки, снижение себестоимости, повышение выхода годного и улучшение экологической обстановки.
Поставленная задача достигается тем, что в известном способе производства проволоки, включающем прокатку исходной заготовки в виде ленты, ее продольную порезку на прямоугольные заготовки, скругление кромок полученных заготовок и обжатие их на конечный размер, согласно изобретению, обжатие прямоугольной заготовки после порезки ведут в прокатной (роликовой) клети, при этом в черновых ребровых калибрах кромки заготовки формируют по радиусу, равному R = (0,45...0,48)h, где h - толщина ленты, а угол α между гранями заготовки, сопрягаемыми с одноименными кромками, выполняют в пределах α = 28. ..34o. Прямоугольные заготовки можно получать из вторичного сырья в виде кромочной обрези.
Выполнение обжатия прямоугольной заготовки в черновых ребровых калибрах прокатной (роликовой) клети сразу после порезки позволяет, по сравнению с наиболее близким аналогом, одновременно осуществлять операции скругления кромок и чернового обжатия заготовки.
Такое совместное исполнение операций снижает себестоимость готовой проволоки независимо от размеров и формы ее поперечного сечения, исключает потери металла (при резании или травлении [3]) и улучшает экологическую обстановку.
Формирование в черновых ребровых калибрах кромок заготовок по радиусу, равному R = (0,45...0,48)h, где h - толщина ленты, в сочетании с выполнением угла α между гранями заготовки, сопрягаемыми с одноименными кромками, в пределах 28. . . 34o, обеспечивает оптимальное соотношение между величиной прироста толщины деформируемой прямоугольной полосы (т.е. величиной уширения полосы в ребровом калибре) при отношении сторон ее поперечного сечения b/h = 2. . . 4, где b - ширина исходной прямоугольной заготовки, а h - толщина заготовки (ленты), и количеством проходов в ребровых калибрах.
Придание кромкам заготовки радиуса менее 0,45h приводит к незаполнению чистового калибра (огранке круглой проволоки или к уменьшению диаметра ее сечения), а более 0,48h - к потере устойчивости заготовки при деформации в ребровых калибрах или к увеличению числа черновых проходов.
Выполнение угла между гранями заготовки, сопрягаемыми с одноименными кромками, меньше 28o связано с уменьшением прироста толщины деформируемой прямоугольной заготовки, что обуславливает сужение технологических возможностей предлагаемого способа (уменьшение диаметра готовой проволоки), а больше 34o - к потере устойчивости заготовки при ее деформации в ребровых калибрах либо к увеличению числа черновых проходов.
Наиболее рационально порезку ленты вести на прямоугольные заготовки с отношением сторон поперечного сечения b/h = 2...4, где b - ширина исходной прямоугольной заготовки, а h - толщина заготовки (ленты). Использование прямоугольных заготовок с отношением сторон поперечного сечения b/h < 2 ограничено технологическими возможностями существующих ножниц продольной резки, а деформация заготовок с отношением сторон сечения b/h > 4 связана, в случае производства круглой проволоки, с резким увеличением числа проходов в ребровых калибрах прокатной (роликовой) клети.
Получение прямоугольных заготовок из вторичного сырья в виде кромочной обрези резко снижает себестоимость готовой продукции, ведет к экономии энергоресурсов, позволяет эффективно утилизировать отходы, переводя их в разряд готовой продукции. Важным положительным эффектом при этом является значительное улучшение экологической обстановки.
Предлагаемое изобретение проиллюстрировано чертежом, где показана схема обжатия заготовки прямоугольного сечения в валках (роликах) прокатной (роликовой) клети.
На чертеже показаны: 1 - прямоугольная заготовка; 2 - черновой ребровый калибр; 3 - обжатое сечение со скругленными кромками.
Способ осуществляется следующим образом.
Исходную заготовку в виде ленты или кромочной обрези разрезают на заготовки прямоугольного сечения 1, которые задают в черновой ребровый калибр, образованный валками (роликами) прокатной (роликовой) клети, и обжимают, формируя при этом кромки заготовки по радиусу, равному R = (0,45...0,48)h, где h - толщина ленты, при этом угол α между гранями заготовки, сопрягаемыми с одноименными кромками, в пределах α = 28...34o. При необходимости выполняют несколько проходов в ребровых калибрах до получения предчистовой заготовки, которую затем деформируют в чистовом круглом калибре. Для увеличения длины проволоки стыки заготовок соединяют, например с помощью сварки.
Предлагаемый способ был исследован в лабораторных условиях.
В качестве исходной заготовки использовали ленту, кромочную и некондиционную обрезь (в виде рулонов) из стали 08кп толщиной h = 1,5 мм. Исходную заготовку разрезали на дисковых ножницах (диаметр ножей 150 мм) на заготовки с размерами поперечного сечения 1,5 х 3,0 мм, 1,5 х 4,5 мм, 1,5 х 6,0 мм, 1,5 х 7,5 мм. В связи с тем, что на дисковых ножницах порезать исходную заготовку на полоски шириной менее 3 мм не удалось (из-за затрудненного съема полосок с ножей и искажения формы их поперечного сечения), с помощью гильотинных ножниц и последующей механической обработки были подготовлены образцы с размерами поперечного сечения 1,5 х 2,0 мм.
Полученные заготовки деформировали двумя способами: прокаткой на двухвалковом стане с диаметром валков 180 мм и волочением в роликовой волоке с диаметром роликов 150 мм. В качестве чистового использовали круглый калибр.
При обжатии в ребровых калибрах кромки заготовок формировали по различным радиусам R (R = 0,4h = 0,60 мм, R = 0,45h = 0,68 мм, R = 0,465h = 0,70 мм, R = 0,48h = 0,72 мм, R = 0,49h = 0,74 мм), а углы α между гранями заготовки, сопрягаемыми с одноименными кромками, выполняли равными: α = 24; 28; 30; 34; 36o. При этом для каждого варианта формирования кромки выполнялись все варианты формирования наклона граней друг к другу.
В результате выполненных экспериментальных исследований установлено следующее.
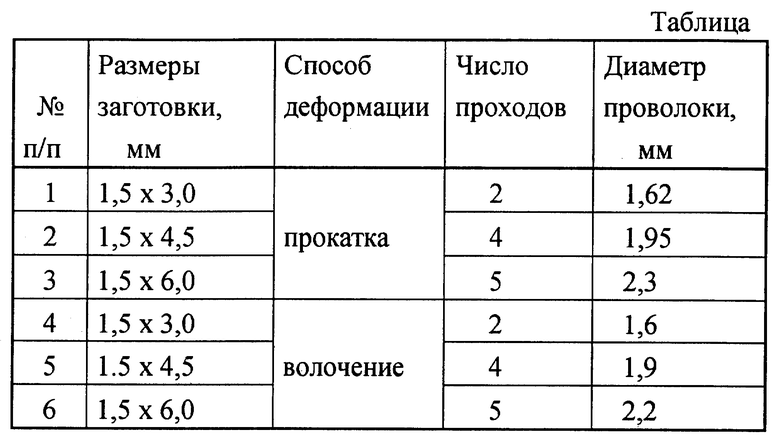
При обжатии прямоугольных заготовок всех типоразмеров в ребровых калибрах прокатной (роликовой) клети при всех рассмотренных выше вариантах формоизменения кромок и граней заготовок одновременно с черновым формоизменением заготовок обеспечивается эффективное скругление их кромок. Результаты исследований по регламентируемым данным техническим решением параметрам радиуса скругления кромки (R = 0,68 мм, R = 0,70 мм, R = 0,72 мм) и угла наклона граней профиля α = 28o, α = 30o, α = 34o) для трех типоразмеров исходной заготовки (b/h = 2, b/h = 3, b/h = 4) приведены в таблице.
При формировании радиуса закругления кромок и угла наклона граней регламентируемым образом были получены круглые профили с диаметром поперечного сечения от 1,6 до 2,3 мм. Качество поверхности и точность размеров поперечного сечения проволоки соответствовали требованиям технических условий на калиброванную проволоку и не зависели от способа деформации (прокатка или волочение).
Придание кромкам заготовки радиуса менее 0,45h, равно как и выполнение угла наклона α между соответствующими гранями заготовки меньше 28o, приводит к уменьшению диаметра готовой проволоки в среднем на 5...8%. Например, при деформации (как прокаткой, так и волочением) заготовок сечением 1,5 х 3,0 мм, 1,5 х 4,5 мм, 1,5 х 6,0 мм выполнение угла наклона граней получаемого в ребровом калибре профиля величиной α = 24o и радиусов скругления кромок R = 0,68 мм, R = 0,70 мм, R = 0,72 мм обеспечивало получение круглой проволоки диаметром (соответственно сечению заготовки) 1,57, 1,75, 1,90 мм, что меньше размеров проволоки, полученной обжатием в заявляемых диапазонах (см. таблицу).
Еще большее уменьшение диаметра получаемой проволоки наблюдалось при деформации указанных заготовок при сочетании параметров α = 24o и R = 0,4h = 0,60 мм. Диаметр получаемой проволоки в этом случае составлял соответственно 1,50, 1,70, 1,85 мм, причем в некоторых случаях сечение проволоки имело огранку. Аналогичные результаты были получены в случае выполнения угла α = 24o и радиуса R = 0,49h = 0,74 мм, при этом количество проходов возросло (на 1.. .2 прохода).
Формирование радиуса кромок заготовок более 0,48h, как и угла наклона α между гранями заготовки больше 34o, связано с увеличением числа проходов в ребровых калибрах, причем влияние второго фактора является более ощутимым. Выполнение угла наклона граней больше заявляемого (т.е. α = 36o) при регламентированных радиусах кромок R = 0,68 мм, R = 0,70 мм, R = 0,72 мм ведет к увеличению числа проходов, необходимых для получения соответствующего размера сечения проволоки (см. таблицу) на 1...2 прохода. При угле α = 36o и радиусе R = 0,49h = 0,60 мм количество проходов возрастает. Например, для получения проволоки диаметром 2,2 мм из заготовки 1,5 х 6,0 мм требуется проведение трех дополнительных проходов. Превышение угла α(α = 36o) по сравнению заявляемым в сочетании с малым радиусом скругления R = 0,4h = 0,60 мм при деформации (прокаткой, волочением) заготовок 1,5 х 3,0 мм, 1,5 х 4,5 мм, 1,5 х 6,0 мм обеспечивает получение проволоки диаметром соответственно 1,58, 1,83 и 2,10 мм при большем, чем в заявляемом диапазоне (см. таблицу), числе проходов (4, 6 и 8 соответственно).
Обжатие прямоугольных заготовок с отношением сторон поперечного сечения b/h > 4 значительно увеличивает число черновых проходов, при этом существенного прироста толщины полосы в процессе ее обжатия не наблюдалось. Так, при деформации заготовки сечением 1,5 х 7,5 мм в черновых ребровых проходах наблюдалась потеря устойчивости полосы в калибре даже при малых (3...4%) обжатиях, что увеличивало число проходов и делало последующее исследование этого варианта нецелесообразным.
В ходе опытного опробования способа проводилась также деформация исходных заготовок с размерами поперечного сечения 1,5 х 3,0 мм и 1,5 х 2,0 мм в круглом калибре (минуя ребровый калибр). При формоизменении этих заготовок положительных результатов не получено. В первом случае наблюдалась потеря устойчивости полосы при ее обжатии, а во втором - закаты острых кромок, утяжка металла по дну калибра и переполнение металлом калибра по его разъемам.
Следует отметить, что по сравнению с ближайшим аналогом потери металла после резки ленты на прямоугольные заготовки в предлагаемом способе отсутствуют.
С учетом результатов проведенных исследований были изготовлены опытные партии круглой проволоки четырех типоразмеров (диаметром 1,6, 1,9 и 2,3 мм; см. таблицу). Исходной заготовкой для прокатки проволоки служила кромочная и некондиционная обрезь толщиной 1,5 мм в виде рулонов, полученных с агрегата продольной резки цеха гнутых профилей ОАО "Трубодеталь". Масса каждого рулона не превышала 60 кг. Всего было переработано шесть рулонов общей массой 354 кг. Калиброванной проволоки было получено 315 кг. Таким образом, неиспользованные отходы при переработке обрези составили около 11%.
В среднем стоимость опытных партий проволоки, изготовленной по предлагаемому способу (стоимость кромочных отходов была принята равной стоимости ленты из стали 08кп с размерами поперечного сечения 1,5 х 500 мм), составляла 75% от стоимости круглой проволоки таких же размеров, полученной по традиционной технологии волочения. По расчетам, затраты на производство проволочной продукции без учета стоимости исходной заготовки составят порядка 92% от затрат на производство проволоки при реализации технического решения [3].
Таким образом, в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с ближайшим аналогом позволяет снизить себестоимость проволоки, расширить технологические возможности способа, увеличить коэффициент выхода годного и улучшить экологическую обстановку.
Снижение себестоимости готовой проволоки обеспечивается путем совместного выполнения операций скругления кромок проволоки и чернового обжатия исходной прямоугольной заготовки и использования в качестве исходной заготовки кромочной или некондиционной обрези, например производства гнутых профилей.
Расширение технологических возможностей способа достигается за счет выпуска проволоки круглого поперечного сечения с диаметром, превышающим толщину исходной ленты (обрези), что становится возможным благодаря формированию кромок и граней поперечного сечения черновой заготовки при ее обжатии в ребровых калибрах регламентируемым настоящим изобретением образом.
Увеличение коэффициента выхода годного обусловлено выполнением операции скругления кромок методом обработки металлов давлением, а не методами механической или химической обработки металлов, как в известном способе [3].
Улучшение экологической обстановки связано с эффективным привлечением вторичных ресурсов (кромочной и некондиционной обрези в хозяйственный оборот) и исключением химических методов обработки (травления) из технологии производства проволоки.
Область использования предлагаемого изобретения не ограничивается производством проволоки круглого поперечного сечения. Рационально использовать разработанный способ для производства проволоки фасонного сечения. Так, после скругления кромок прямоугольной заготовки с отношением сторон сечения b/h = 2. ..4 в ребровом калибре за один проход из деформированной черновой заготовки можно получить, например, прямоугольный профиль путем деформации ее в чистовом универсальном калибре прокатной (роликовой) клети. При высоких требованиях к качеству готовой продукции возможно сочетание данного способа с волочением в монолитных волоках различной конфигурации или обжатием в универсальном калибре, снабженным системой опорных валков.
Источники информации
1. Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия. 1971. - 448 с.
2. Смирнов В.К., Шилов В.А., Игнатович Ю.В. Калибровка прокатных валков / Учебное пособие для вузов. - М.: Металлургия, 1984. - C. 84-86.
3. Патент РФ 2056245, кл. B 23 K 20/04, B 21 C 37/04. Способ изготовления проволоки/В. Н.Стазаев (Россия); АОЗТ "Бимет-Нытва". - N 93044098/08; заявл. 07.09.93, опубл. 20.03.96. Бюл. N 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2350410C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1999 |
|
RU2156666C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ ПОЛОСОБУЛЬБОВЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2080194C1 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187402C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2413584C1 |
Использование: прокатное и волочильное производство, а именно производство проволоки широкого назначения из различных металлов и сплавов. Задача: расширение технологических возможностей путем расширения сортамента получаемой проволоки, снижение себестоимости, повышение выхода годного и улучшение экологической обстановки. Сущность изобретения: способ включает продольную порезку ленты на прямоугольные заготовки и обжатие их на конечный размер. Обжатие прямоугольной заготовки после порезки ведут в прокатной (роликовой) клети, при этом в черновых ребровых калибрах кромки заготовки формируют по радиусу, равному R = (0,45 ... 0,48)h, где h - толщина ленты, а угол α между гранями заготовки, сопрягаемыми с одноименными кромками, выполняют в пределах α = 28 . .. 34o. Прямоугольные заготовки можно получить из вторичного сырья в виде кромочной обрези. Технический результат: снижение себестоимости проволоки, расширение технологических возможностей путем получения профилей диаметром больше толщины исходной ленты, увеличение выхода годного и улучшение экологии. 1 з.п. ф-лы, 1 табл., 1 ил.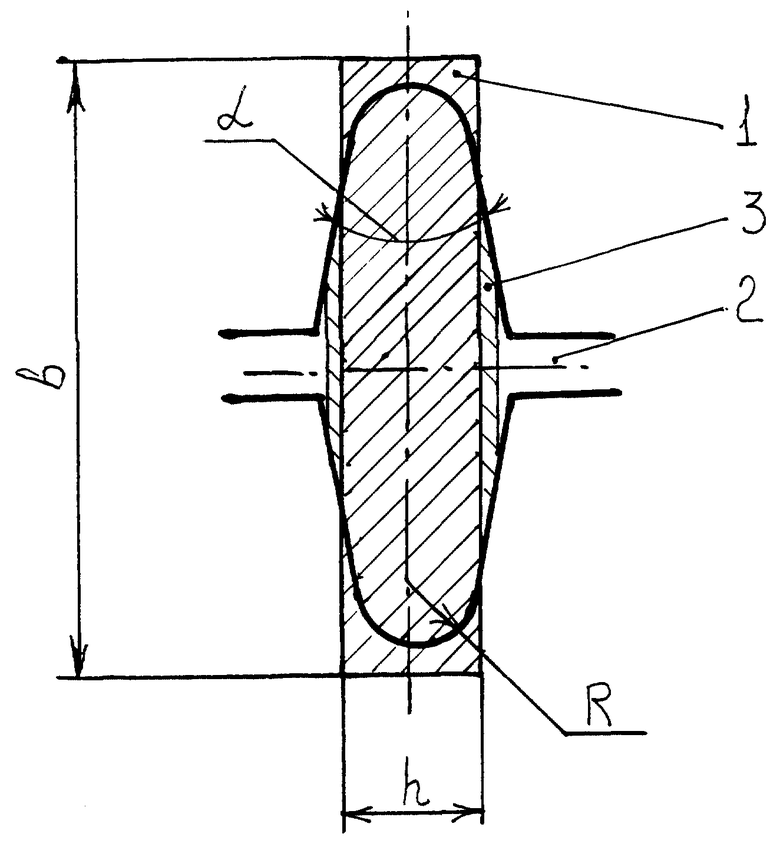
| RU 2056245 C1, 20.03.1996 | |||
| Перлин И.Л | |||
| и др | |||
| Теория волочения.-М.: Металлургия, 1971, с.448 | |||
| Способ изготовления тонкой медной луженой проволоки | 1960 |
|
SU139283A1 |
| Смирнов В.К | |||
| и др | |||
| Калибровка прокатных валков.-М.: Металлургия, 1984, с.84-86 | |||
| Способ прокатки круглых профилей | 1987 |
|
SU1488036A1 |
| Способ изготовления проволоки круглого сечения из цветных металлов и сплавов | 1984 |
|
SU1398944A1 |
